MIL-TFP-41
-
Posts
1,236 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by MIL-TFP-41
-
On the topic of AE's, not all are created equal. Couple of examples of what I have dealt with from DMG/Mori AE's.... This was setting up a NH5000.... Them: Ok you have the Rotary table fixture offset option (G54.2) now. (Mori installed, not Fanuc) Me: did you set the parameters for it? Them: ???? Fortunately I had set up this option on a horizontal before & knew which parameters needed to be set. This was setting up a NHX4000 a few years later.... Dynamic offsets (G54.2)? I have never heard of that. Why do you need those? You are the only ones I have ever heard of using them Tapping in G95 (IPR)? Why would you want to do that? You are the only shop I ever heard of that does that. And, apparently this is not just the AE's in my area. The NH5000 story was repeated by someone in the Bay area. I was able to help them, not DMG/Mori. To their credit, their service side is very, very good, for us anyways. I have heard stories from other territories tho.
-
We have a NTX2000 and see the same issues. We also have a NT3200 sitting right beside the NTX and that machine is way more stable. DMG/Mori refuses to admit that the NTX just aren't as stable as the NT...but when you have 2 machines sitting side by side it's obvious that something is up.
-
Alternative use for TSC...
MIL-TFP-41 replied to Dontech's topic in Machining, Tools, Cutting & Probing
Matsuura's can be made to run with air via a keep relay...but as stated above the rotary union will fail when run dry. -
Beta Testers for IKE Post customization
MIL-TFP-41 replied to Alex Dales's topic in Industrial Forum
Definitely interested, just hope my DM went through -
When did the put a tailstock in the MAM?
MIL-TFP-41 replied to Leon82's topic in Machining, Tools, Cutting & Probing
The first one I saw on a MAM72-63V was 2006ish? We got our first 63V in sometime around 2005-2006...word was it was one of the first 7 that landed in the US. The early version of that machine was nowhere near as refined as what they are now. Little things like the way covers...bigger things like it didn't come with scales....PITA things like the linear pallet pool was migrated over from the H-Plus 405. Everything eventually got fixed(scales got installed, but the way covers were always a headache).....I still won't buy a first generation machine again. Oddest 63V I have ever heard of was a 50 taper version with a 840Di control. -
Just a quick question....I have not seen it documented but is it possible to have a OR in a WHILE statement? Example - WHILE[#19EQ620.] OR [#19EQ622.]DO1 blah blah blah END1
-
doubling up on the Raptor's ....fun to do When we did ours we actually had to re-cut one of the dovetails. They were mis-matched by .005" or something. Height was dead on, but the width direction was off.
-
matsuura mam 72-42 pc24
MIL-TFP-41 replied to jas6142's topic in Machining, Tools, Cutting & Probing
Run. Better yet, throw a stick of dynamite at it then run. The controls were a good idea at the time. Siemens and Yaskawa teamed up & made them. Couple of years go by, Yaskawa & Siemens got into a pissing match. Divorced happened, Siemens was left with supporting the controls & hardware. So anymore, if a Yaskawa drive goes out on one of these, you first contact Siemens and pray they have a re-manufactured one in stock. If you are luck then do, and you pay the $20,000 for the drive (they do give you $16,000 back for the core, so net cost is $4000. Tho the $16k for the core tells you that there are not many spares floating around) If they don't have one in stock, the drive first gets shipped to Germany. Then Germany ships to Japan for repair. Repair happens, back to Germany then back to the US then back to your shop. 4-6 month turn around. All that being said, they are fairly reliable. The problem is when something on them goes bad (and its not an if, its a when, something will go wrong) they are so unsupported you will wind up paying beaucoup $$$ in downtime and service. We have 4 of these controls on various machines.....wish we had zero of them. -
matsuura mam 72-42 pc24
MIL-TFP-41 replied to jas6142's topic in Machining, Tools, Cutting & Probing
If it has a 840Di control on it, pass on it. If all I had to pay was shipping to get a 840Di machine in the shop I would hesitate. Just don't buy one with that control. You don't want the headache it will give you. Im not sure how long ago Matsuura quit making the 42V. Things like way covers & other parts might not be as available as one would hope. -
Fanuc + Input parameter
MIL-TFP-41 replied to MIL-TFP-41's topic in Machining, Tools, Cutting & Probing
Thats the ticket, Thanks! -
We recently got a new-to-us Matsurra MAM72-25V operational. Now that the machine is running smooth, the operators mentioned one thing. On every 30i controller we already have, (at least on the Matsurra's) when you type a value in your offset and hit the +INPUT button it prompts you the new value and asks if its OK, then you hit EXEC and it writes the new value. On this machine it just writes the value. In the interest of keep all the machines configured the same....Is there a parameter to turn this prompt on?
-
Its funny how different AE's in different areas have loyalties different software packages....yet they all work for Mori. Our local AE's have very high opinions on Gibbs.
-
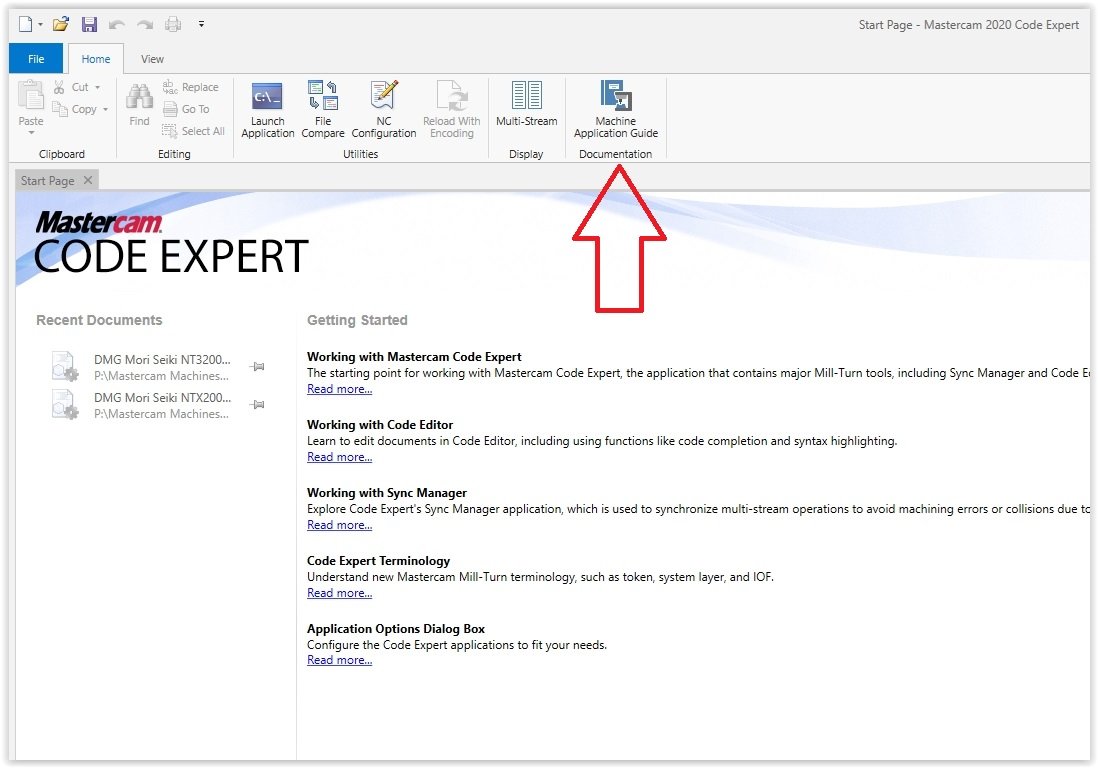
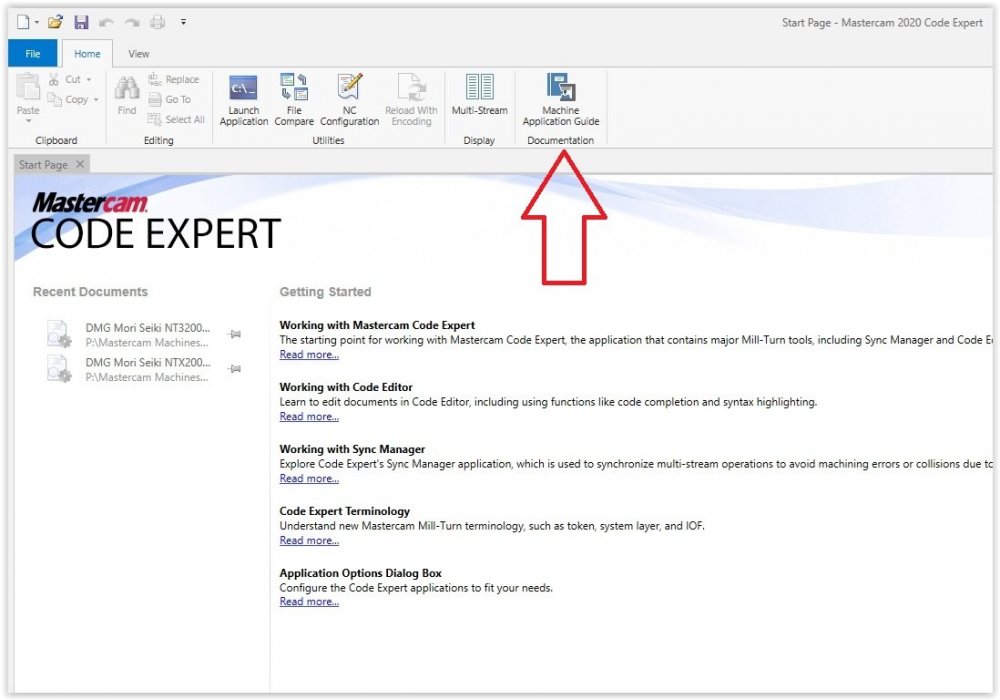
I cannot honestly remember. It had to of come from my reseller. It came with a generic machine & a step by step .pdf. The version I have is dated 2017......maybe show this screenshot to your reseller & see if he has an updated version.
-
When we first got mill-turn (for the exact machine...NTX2000 SZM) it was a HUGE help to go through the Mastercam Mill-Turn Tutorial. You pretty much have to follow the workflow they outline. It is very frustrating at first, but like anything, once you get used to it....it works. Also make sure you got through the application guide...this will get you through the many settings that are buried in Code Expert. The code we get is very good. We also drive a NT3200 will mill turn. Never had a wrong tool number...that one seems odd.
-
Some camplete tricks i worked on
MIL-TFP-41 replied to Leon82's topic in Machining, Tools, Cutting & Probing
My personal preference on things like tool break checking... I do them as a manual entry. If they are turned on by something like a Misc Int then you have to expand and open the operation to see if you have it on or not. As a manual entry, it is right there, you can see at a glance if you have it on a tool or not. I also do them with a custom G code...much easier to remember especially if you are using a Renishaw one place and a Marpos or Blum or whatever on a different machine. For our set up, G103 is always a tool break check.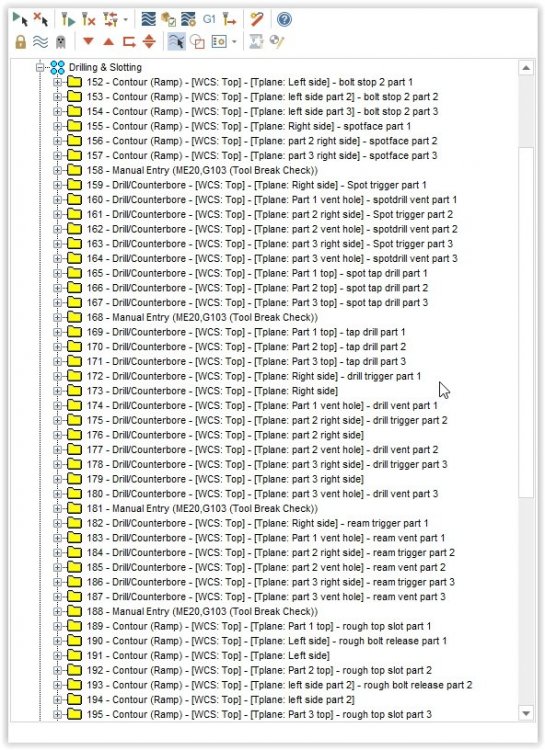
-
Carbide drill for 316 stainless - recommendations needed
MIL-TFP-41 replied to Thad's topic in Industrial Forum
When searching for 3 flute drills on MSC, you can really narrow the options down by filtering by 150deg drill point. if you can use a 6.5mm drill, your options really expand. -
Carbide drill for 316 stainless - recommendations needed
MIL-TFP-41 replied to Thad's topic in Industrial Forum
Why isn't 3 flute an option? MSC carries SGS & they make a very good 3 flute drill. -
FANUC macro - high speed look ahead
MIL-TFP-41 replied to MIL-TFP-41's topic in Machining, Tools, Cutting & Probing
I wanted to do this route...but trying to cover all the bases. Like if an operator fat fingered an offset during the middle of a cycle...machine retracts, repositions, calls G43 (it happened) This will check every time a G43 is read. It has worked in testing, but the look ahead concern has kept me from doing it lights out. -
FANUC macro - high speed look ahead
MIL-TFP-41 posted a topic in Machining, Tools, Cutting & Probing
So on one of our production machine cells (couple of MX330's) we have had an operator fat finger an offset while adjusting a tool. (he cleared the offset on a differnt tool while adjusting one, needless to say when you have a zero instead of 5.000 things go wrong fast) I can up with a simple macro to check the tool length offset against a nominal value to prevent this. O9019 (TOOL LENGTH CHECK) (#101 = NOMINAL TOOL LENGTH) (CHANGE PARAMETER 6059 TO 43) M98 P7999 (CAPTURE NOMINAL TOOL LENGTH) #100 = #[#518+10000] + #[#518+11000] (CAPTURE CURRENT OFFSET) (COMPARE LENGTHS) IF[[#101-#100]GT .1]GOTO500 IF[[#101-#100]LT -.1]GOTO550 GOTO1000 N500 #3000=99(TOOL LENGTH TOO SHORT) N550 #3000=99(TOOL LENGTH TOO LONG) N1000 G43 H#518 Z#26 M99 So every time a G43 is read in the program it verifies the length offset is within +-.100. Program O7999 is this: (Note that I used 7999 instead of putting things all in one program to make adjusting values easier should the need arise) O7999(NOMINAL TOOL LENGTHS) (#101 = NOMINAL TOOL LENGTH) GOTO#518 N1 #101 = 3.66 GOTO2000 N2 #101 = 4.21 GOTO2000 N3 #101 = 4.75 GOTO2000 N4 #101 = 4.61 GOTO2000 (ect up to 60, plus sister tools) N2000 M99 I have tested it & it works as expected. My concern is running this with high speed look ahead (G131 for matsurra or G5.1 Q1) Does the look ahead have the potential to mess things up eventually? It worked OK in testing but I want some input before I let this go lights out. -
We have 2 MX330's w/ 20K spindles in a robotic cell. Runs 24/7. Machine #1 has over 25,000 running hours on it. Machine #2 is around 18,000 hours. We did have issues with Machine #1 blowing out the internal air lines on the 4th/5th axis table. We wound up replacing all of them & have not had an issue since. Machine #2 never had that problem, guessing Matsuura changed the hose material sometime between the 2 mfg dates. Other than other general maintenance stuff (thru spindle coolant union, etc) They have been way solid. With a combined time of 43,000 hours if there was an issue we would of found it.
-
That's the ticket, Thanks!
-
The attached file was made in 2020. The toolpaths are doing pretty close to what I want it to do, tho I am really looking to drop the tool down in Z (the tool Z axis, not the part Z) a bit so it is cutting more with the side of the tool rather than the tip. I know this could easily be done with a ball tho I gotta think there is a way to generate this with the side of an endmill. Any ideas? test.mcam
-
Verisurf Most Used Free Tools
MIL-TFP-41 replied to Verisurf - Ernie Husted's topic in Industrial Forum
Verisurf holeaxis is much more robust than the one under Model Prep (supports surfaces and wireframes and may resolve an axis in places mastercam will not. ) Pierce point is way handy. Minimum bounding box is great for a quick way to orient a model to fit in the smallest amount of stock, especially handy for stuff that does not require a grain direction. Those would be my top 3. -
Verifying classic 5 axis toolpaths (like curve) is fuxxord. The tool may be way out in space. Holder may be somewhere in the middle of your part. by the time you are done verifying the holder has wiped the part completely out. Backplot looks fine however.
-
woot woot! used for 3 whole hours before logging my first defect! Staying with 2020, this one is going to be unusable till it gets fixed.