





MIL-TFP-41
-
Posts
1,236 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by MIL-TFP-41
-
tcr$ should get you what you are looking for
-
I just noticed that you are turning on high speed after you are in G43.4 & G68.2. Try moving your G05 P10000 before, like so: G00 G17 G20 G40 G80 G90 G91 G28 Z0. G28 X0. Y0. M79 M11 G90 A0. C0. N1 T3 (0.5 SPHERICAL / BALL-NOSED ENDMILL) M06 G54 G17 G90 G05 P10000 G00 A-90. C90. G43.4 H3 X0. Y-6.6062 Z5.85 S2139 M03 G94 G05 P10000 Z3.85 G01 Z1.85 F25.
-
On the first example.....why are you running inverse time while in G43.4? One of the advantages of TCPC is being able to run in feed-per-minute.
-
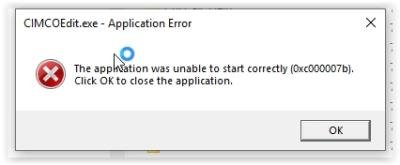
A few months back I had a hard drive crash on one of our seats. Reinstalled everything, including Mastercam 2019. Cimco came up with the attached error. We made the move to Mastercam 2020, and still get the same error. The error comes up when you try to open from Mastercam and when you browse to the Cimco directory and double click the executable. Any thoughts?
-
That whole "mill table" is what was causing my issue on a few machines. We have a few machines (robodrill & matsuura's) with a 5 axis table mounted on the mill table. So when I "built" the machines in earlier versions, I put the X & Y axis, then a mill table, then the rotary axis's, then a mill chuck. Worked great till 2020. Now for whatever reason if you have the "mill table" enabled, it grays things out like Colin described.
-
Just barely got 2020 running on all of our seats today. For whatever reason, one machine definition out of 30 needed this fix. Thankfully all of that stuff is on the network......
-
Look back at some old threads when they went from the classic V9 & earlier interface to the X style interface. Same thing.....I have heard that there are still some out there that run V9.
-
New version...new bugs. Took me all of 2 minutes in programming my first part in 2020 till I found a bug with creating planes via the gnomon.....The bug is not a deal breaker but it is frustrating when something worked perfect in the previous version now does not. To be fair, there are a few features I like in 2020....have yet to make a complete transition tho. Waiting to complete a few big projects before dealing with more surprises.
-
Yes, Ive done similar in the past, & it does work well...till you run across something like this. Then I try MedialAxis, and wind up with a bunch of zero length lines.

-
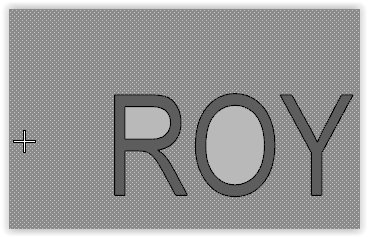
I am sure I am doing this the hard way.... When engraving letters of a font like arial, is there an easy way to generate the center contour? Like on this screen shot I attached....I don't want to outline the inner & outer letter profile, I want to just do the middle. I have tried using the medialaxis c-hook with limited success (only works in the top WCS & not very well)
-
VERISURF TOOLS For MASTERCAM 2024
MIL-TFP-41 replied to Verisurf - Ernie Husted's topic in Industrial Forum
Thanks Ernie. These tools make life so much easier -
Own graphics in drill cycles.
MIL-TFP-41 replied to pullo's topic in Post Processor Development Forum
Cool idea.....care to share how you did this? -
Supressing M03 and Sxxxx when probing
MIL-TFP-41 replied to Ewood42's topic in Post Processor Development Forum
I set it up like this a while back... [if not (nextdc$ = 3 | nextdc$ > 7), *speed, *spindle] so the spindle won't turn on for tapping or any drill cycle over 7, which is where my probing cycles reside. -
The VTL's & Boring Mills on their site look to be HNK's. Korean company that builds some seriously big machines. http://www.hnkkorea.com/english/menu/product/sub_main.htm The smaller machines....who knows????
-
Glad I am not the only one. I can assure you that I am not muttering under my breath though.
-
Cut tolerance & the one I use a lot for transitions like that is "Maximum Angle Step" on the tool axis control tab.
-
Ran into a very similar problem on our MX330's a month or so back. Exact same error & everything. We could tap fine using G68.2. However when I tried tapping with G54.4 active, we got the exact same error. (Y excess) Fanuc had to come out & update their software....Things are happy now.
-
I stand corrected! This is working now! woohoo!
-
Ugh. They didn't fix the toolholder creation from .dxf bug. R-16953
-
They actually have a taper machined (or edm'd) into where the square fits into the socket. When we first stared using them, we did have a couple fall out. We just weren't seating them hard enough. We have them on a robodrill that has done thousands of holes, no problems. No issues running them in high production.
-
Ive run the tap associates ones a lot. Way simple. The only thing is they kid of require a bit of "feel" to get the tap seated tight, but not too tight. Way nice for reaching down past shoulders, etc.
-
FWIW we run a bunch of Pioneer stuff & haven't had any issues. Inventory on the shelf has been a problem tho.
-
Sandvik Coromant Y Axis Parting
MIL-TFP-41 replied to Mick's topic in Machining, Tools, Cutting & Probing
I believe on a Mori NLX machine you can do CSS with the Y axis. Its a parameter change somewhere. -
I am using it as I type this. What quit working?
-
A little off topic....but tapping in IPR (G95) is an option on a Mori NHX. The local application guy even told me he never heard of people tapping in IPR. Needless to say he gets no phone calls for assistance from us.


