SlaveCam
-
Posts
772 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by SlaveCam
-
Wanted: Old Mastercam versions... V2, V3, V4
SlaveCam replied to mark casella_1838's topic in Industrial Forum
Were the first CAM versions written in BASIC language? -
2023 requires regen of op for misc params to change
SlaveCam replied to SlaveCam's topic in Industrial Forum
It seems regen is required only after unticking "Automatically set to post values when posting" and then changing misc values. If the box is already unticked, regen is not needed. -
2023 requires regen of op for misc params to change
SlaveCam replied to SlaveCam's topic in Industrial Forum
Thanks. Just curious, is there a list of R-[some number] entries we all can see somewhere? -
Another one of these nasty undocumented features. At least the op should be marked as DIRTY; it's easy to forget to regen after changing something and then mess up because in previous version (2021) it worked ok without regen.
-
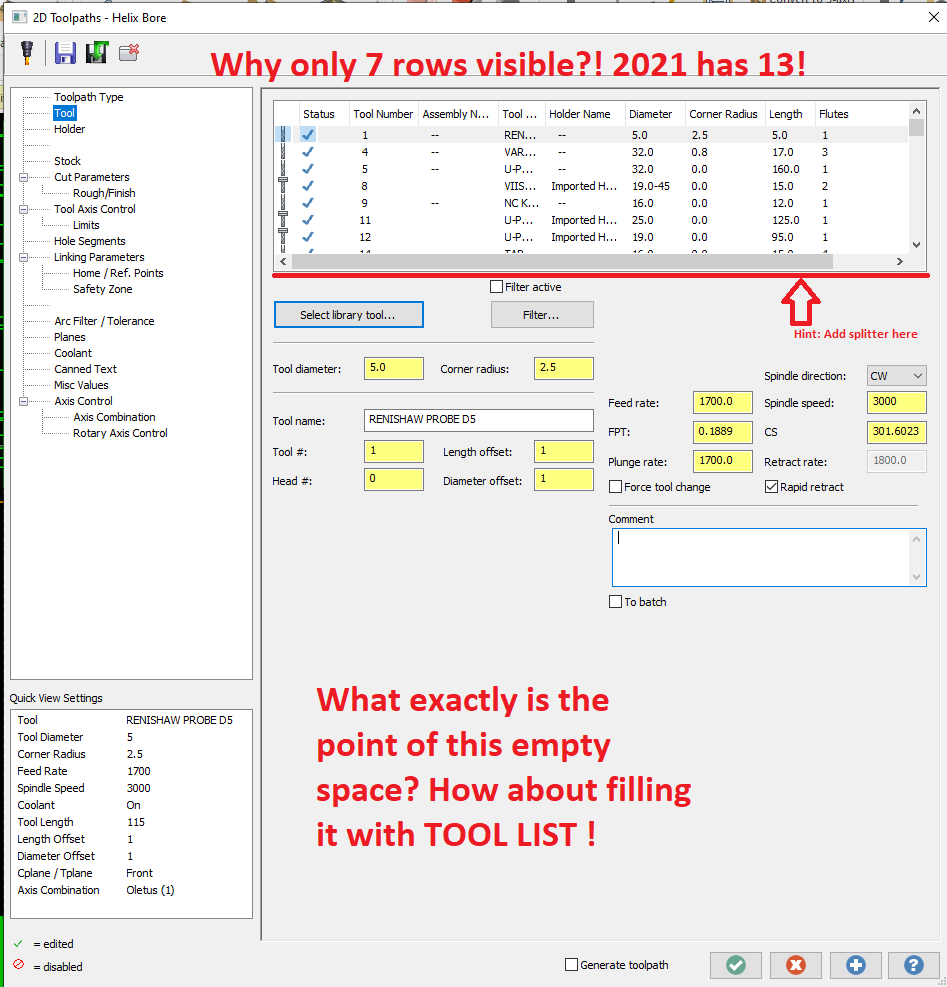
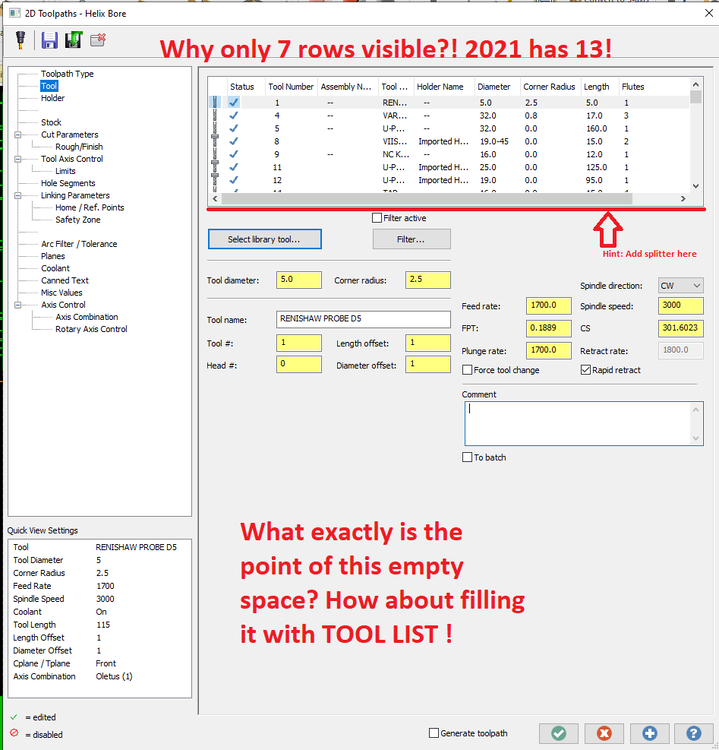
In 2021 the tool is shown, as it should! Please fix this ASAP.

-
Is it a completely unnecessary extra click, because I always want to move after (as I always have). Can this be turned off?
-
I have no idea how I missed that. Ty.
-
Is there a way to disable generate toolpath or make it unticked by default in 2023?
-
Thank you for a detailed answer. I'm not 100% sure I fully got it yet, but I'm gonna make some tests with the machines to see how each option behave. Best way to learn is just do. Also, the control is MAZATROL so I have to figure out the corresponding macro numbers but "they" say both options should behave identically to Fanuc's
-
Shop's got some new four axis horizontals that are equipped with both options. I want to use either option to compensate for the mismatch of workpiece position to the true position of part attached to a tombstone and when the pallet rotates, the correction vector would rotate too. With the older machines I've had to use multiple work offsets and calculate the correction for each B position using a macro. If I've understood correctly, G54.2 is only able to correct X/Y/Z while G54.4 can also correct the rotation of the part on tombstone's face along any axis. Because the machine's got only four axis, the correction can only be applied to two axis instead of three. Is there anything G54.4 cannot do that G54.2 can? Which is easier to incorporate into post? G54.2 seems very simple and I rarely need to take the incorrect orientation of part into account. All I need for now is to probe the true position of part and use the result for correction.
-
I've never seen a pipe threads written in metric values, even here in my metric country every drawing use inch notation.
-
How come I didn't know about those port tools earlier? Very useful for hydraulic block manufacturing! Can someone confirm they are free of errors?
-
Another good one is "reporting computation error". I'm sure the Parasolid Moduleworks kernel actually returns a very intelligible error message but all of them is wrapped around a single exception catcher and the message is hidden from user. Am I right?
-
Making the table wider was a great idea no doubt but by limiting the number of visible rows it adds to more scrolling activity, and every lost second counts.
-
THIS! I don't get it. Also I don't get the new icons for operation manager and tool manager. Who cares? They bring zero value to the product. And now that we're here.. here's my #1 rant on 2023. The wider tool list is actually the main reason I decided to try 2023. Yet somehow they still managed to make it a double edged sword. Stop hiding information, we're not idiots (generally) and don't get confused if "too much information is put on display at once". Ty.
-
Is it just me, or is Tool Manager kinda... lacking?
SlaveCam replied to RecceDG's topic in Industrial Forum
It is awful. The typical reasoning is that Mastercam is a CAD/CAM, not tool management software. So not much effort has been put into it (for example I never use materials due to the way it was designed). You should look into HSM Advisor, Wintool, Zoller et cetera. and the mcam integration they offer. A typical way to deal with the issue is to have separate tool library for each material, or better, operation library that have valid speeds and feeds for the given operation and material. -
It seems to happen only if there are more than one machine group in the project. Is it extremely annoying! I know that the camera jumps if you move from one machine group to another (with the red arrow), but this occurs even if I copypaste ops in the same machine group.
-
How to reliably scan NCI 1051 (machine name) ?
SlaveCam replied to SlaveCam's topic in Post Processor Development Forum
I created a test post from your example with a single addition, the first line (how do you get syntax highlighting?): [POST_VERSION] #DO NOT MOVE OR ALTER THIS LINE# V23.00 P4 E1 W23.00 T1610470599 M23.00 I0 O10 op_index : 0 operation_id : 0 s_machine_name : "" p_write_machine_names op_index = 0 while s_machine_name <> "-99999", [ operation_id = opinfo(1, op_index) s_machine_name = opinfo(1051, op_index) *operation_id, s_machine_name, e$ op_index = op_index + 1 s_machine_name = opinfo(1051, op_index) ] #// Call pheader$ #Call before start of file p_write_machine_names Then I posted a single Contour operation and got: operation_id 1, -99999 Maybe a switch issue? Machine or control definition issue? This is mcam 2021 NCI 1051 contains "Machine name" that is (almost) always same for every op. So I need to retrieve it only once.
-
How to reliably scan NCI 1051 (machine name) ?
SlaveCam replied to SlaveCam's topic in Post Processor Development Forum
Still same... It's odd that only if Contour Ramp is included, the scanning fails. Feels like a bug, anyone else? -
I still don't get opinfo, even after reading the docs a thousand times. NCI 1051 contains "Machine name" that is (almost) always same for every op. So I need to retrieve it only once. However, the following naive code works for all but not for Contour (Ramp), in which case it return with NCI 1051 not found message, even though NCI 1051 is there. Why? In pheader$ postblock: while smachine_name = "" | smachine_name = "-99999", [ smachine_name = opinfo(1051, op_index, 0000) *smachine_name, e$ op_index = op_index + 1 if op_index > 10000, result = mprint("NCI 1051 not found"), exitpost$ ] What is the preferred to way to get NCI 1051 and return immediately? pcomment$ is not an option. I need the information in pheader$.
-
They can call me a dinosaur if they want. If I have hundreds of operations based on wireframe based on a solid, and then I get a new revision of the solid (which is often), I have total control over the rechaining process. Is there a magic button that will rechain everything if everything was done with solid chaining only?
-
Fusion 640M, running EIA from HD side
SlaveCam posted a topic in Machining, Tools, Cutting & Probing
Hello There is a Mazatrol main program that has only two subprogram calls. The first calls subprogram X from HD side, and the second one calls subprogram Y from conventional memory. For whatever reason, the control simply refuses to continue executing the subprogram Y. Is this a restriction of the control? If yes, is there any way to bypass this? I am "forced" to mix Mazatrol and EIA and this restriction (if it's one) is making life very difficult. -
The value inputted into grid won't stick unless you move onto another row. At least in 2021.
-
if you cannot rotate it? And if you can, then how?
-
When moving a solid from one arbitrary position and orientation to another (to replace an older solid with a new one), I find it intuitive to create "source" and "destination" planes and use Translate 3D. I know you can do this with Dynamic but for some reason I don't love the gnomon.