SlaveCam
-
Posts
772 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by SlaveCam
-
Advanced Drill - Wow. Finally. This is awesome!
SlaveCam replied to Colin Gilchrist's topic in Industrial Forum
Z=Z coordinate of a point returns depth relative to construction plane's origin, Top of stock returns depth relative to geometry. Big difference when programming COR (I don't have the luxuries...). Are you using the spotfacer from Granlund? I use Erix Tool's, it's quite reliable and does not require coolant. -
Advanced drill pecking posts useless code
SlaveCam replied to SlaveCam's topic in Post Processor Development Forum
Yeah, maybe I was a bit too harsh with words, but the first impression I got when I realized there is no way to rapid down was "whoever designed this has no idea what pecking means". Luckily they realized the error and it was fixed quickly in the next release. -
Advanced Drill - Wow. Finally. This is awesome!
SlaveCam replied to Colin Gilchrist's topic in Industrial Forum
I am using Advanced Drill more and more these days. Is it a nice feature but as always, I wish it hadn't been rushed. How do you choose depths quickly? With ordinary drilling you can just push the gray button beside Depth field, however, there is no such button in Advanced Drill and you have to use "Compute distance between two points", which is much slower and error prone. As a workaround I use the "Top of stock" button to get the depth and copy the value into the grid. Another issue is that I cannot set initial coolant. Coolant kicks in after the drill is already in the material which is not a good thing, and using dwell is also not a good idea, because it increases cycle time. I'd like the coolant to turn on immediately after tool change, as always. It would also be nice if I could choose "Ignore" for coolant to keep it modal. -
Even if I change only speeds/feeds, every time I finish modifying a tool the operation's drill cycles are reset to that of the box below: This is a terrible thing to do because the same tool is used in several cycles and it is very easy to miss the cycle changing, so how do I prevent that from happening? Why is there no option "NONE" in the list? Edit: DOH!! It was the "use tool's step peck & coolant" setting. Edit 2: Is there a way to use tool's step, peck & coolant, but NOT cycle?

- 1 reply
-
- 1
-

-
Advanced drill pecking posts useless code
SlaveCam replied to SlaveCam's topic in Post Processor Development Forum
I looked at NCI and the toolpath just emits G0 and G1 codes, and it is also missing the G0 to the hole bottom at each peck. There seems to be no way of knowing when you're pecking (is there a flag?), so you can't add the missing G0 move before the G1 code. Also I noticed that 2022 has "rapid to bottom" option, so I was right in my guess and advanced drill peck in 2021 seems to be broken. <rant>Why won't they just stick to UI and leave the toolpaths to ModuleWorks, because even the simple ones are obviously too hard to get right?</rant> -
G0 G90 G55 X167.95 Y235. S700 M3 G43 H102 Z213.5 /3 T2 Z90.5 M8 G1 Z70. F100. G0 Z100. G1 Z63. G0 Z100. G1 Z56. G0 Z100. G1 Z49. G0 Z100. G1 Z42. G0 Z100. G1 Z35. G0 Z100. G1 Z28. G0 Z100. G1 Z21. G0 Z100. G1 Z14. G0 Z100. G1 Z7. G0 Z100. G1 Z0. G0 Z100. G1 Z-7. G0 Z100. G1 Z-14. G0 Z100. G1 Z-21. G0 Z100. G1 Z-28. G0 Z100. G1 Z-31.632 G0 Z100. G1 Z213.5 F10000. The code is missing rapid approach to hole bottom. Obviously the post is missing something. What's the preferred way fix to this?
-
There's a bug that when toggling between shading/wireframe using ALT+S, it does not always remember my last shading mode and will default to "Shaded without wireframe". Can I make it default it to "Shaded with wireframe" instead somehow?
-
Yes, that's what I ended up doing. If only they fixed the bug where "extract edges" stops working after you slice a solid. I have to restart mcam every time I use slice solid with surface/plane.
-
We use hundreds of form tools and most of them are NOT measured to the tip. But when you import a tool from stp file, the tool geometry is always generated so that the control point is at the tip. With wireframe you could control that by moving the geometry towards Y minus. Why is there no option to add offset when using stp tool import?
-
Thanks JParis. Now if only it didn't set the work offset to 0 when importing an operation that uses an offset number that already exists, but I guess you can't have everything.
-
Is there a way to turn off globally all work offset checking, whether importing or setting the offset via plane manager. It's none of mcam's business how I assign my work offsets. And as one would expect, the checkbox "Don't display this message again" does not work. Do they do this on purpose?
-
Good luck and thanks for all the support! (hopefully this has nothing to do with Sandvik)
-
I keep seeing this line in posts that checks if there is C-axis motion to be done. I have found that this is not a reliable comparison in most cases (floating point comparisons are tricky). I've come across situations where the abovementioned line has evaluated to false even if both have been seemingly integer numbers. Is there some rule-of-thumb on where prv_cabs <> cabs can be deemed reliable, and when fmtrnd(prv_cabs) <> fmtrnd(cabs) should be used instead?
-
The newer Integrexes, yes, but no work is done there that could produce apparent faceting. It is evident only on our horizontals with Fusion control.
-
On Mazatrol there is G61.1 (contour control) which is on by default, at least on our machines. You have to use incredibly tight values for filtering and smoothing to avoid faceting. With G64 the contour is not followed so strictly, allowing for smoother and less precise movement. I have exprimented with the K parameter and even with that, it is hard to match G64 in terms of smoothness.
-
Don't forget to set control to "free cutting mode" instead of "accurate cutting mode". It could make a huge difference. Unless, of course, there is surface tolerance.
-
Circle Mill, no starting diameter for roughing?
SlaveCam replied to SlaveCam's topic in Industrial Forum
I like math but...no comments. To be honest, frontend sucks. If only I could do backend only and leave the ui to others (without switching jobs that is). -
It was improved. The icons were renewed in 2022.
-
I just had the incentive to install 2022 because of a new job involving a LOT of drillings at different depths, and it seems this bug still exists. You still have to subtract the Z origin of the operation's construction plane from the value you enter to get it right. I assume (rather hope) this is a bug, because if by design, all hope is lost.
-
We use NetHASP and it has been giving trouble for years. I can't wait to get rid of it and use a software license instead - assuming it works more reliably. Codemeter is already used in Mill/Turn here, and as far as I know, it has worked flawlessly. On the other hand, NetHASP constantly fails to release license (both Lathe and Mill 3D) and I have to reset the HASP services several times weekly, if there is a lot of programming to be done. It has never been figured out why the licenses are not released even if Mastercam has been closed properly. Is there yet a change of going fully software with 2022 in terms of license?
-
Has this been fixed in 2022 ?
-
Circle Mill, no starting diameter for roughing?
SlaveCam replied to SlaveCam's topic in Industrial Forum
Faster how? It it *much* slower to generate a 2D Dynamic toolpath than a Circle Mill for round geometry simply because 2D Dynamic uses a very complicated algorithm for the toolpath whereas Circle Mill is very simple, so much as I have made a radial helix macro as one of my custom drilling cycles for our Mazak's. Circle mill is also simple to use, requires fever clicks, options to set and geometry to draw. For me, simpler is often better. The code generated is terse and fits in smaller machine's memory, no need to use filtering. There are alternatives yes, but surely the aim here is to be as productive as possible? Not to mention that semantically it makes sense to use Circle Mill for radial helix It does from me. It's the second most used operation after drilling in the parts I program. It's great for both finishing and roughing with a high feed mill. I've many times hoped for an Advanced Helix-Bore operation that would let me create segments of pitch, feed and other variables similar to Advanced Drill. Why can't you just add the "starting diameter" text box in the dialog with some DLL injection? Just kidding, don't do that. It's illegal -
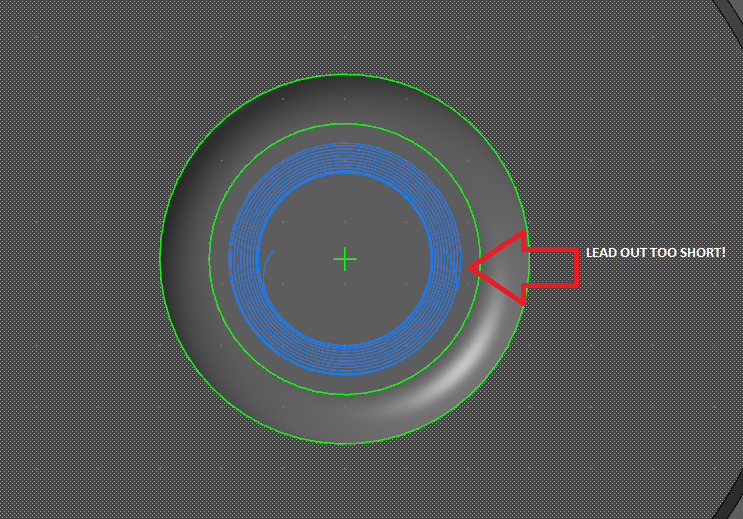
How do you prevent excessive air cutting with circle mill / pocket (True spiral) ? It always starts roughing from the center. Air cutting may be ok for small batches, but it is not ok here for production code.
-
It will retract first, then move to ref point (leading to crash). I rarely use approach/retract in milling, in lathe they are very useful.
-
I'm undercutting with Dynamic 2D so the tool should be positioned at the center of a hole at the end. Can it be done? (toolpath editor is not an option)