Joeyls319
-
Posts
384 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Joeyls319
-

Panels manager tabs question in mastercam 2017
Joeyls319 replied to Joeyls319's topic in Industrial Forum
Docked one of the panels. Then I dragged the other panel over to the docked panel. Wait a second for the little display to pop up and drop it on the center screen display. -
Panels manager tabs question in mastercam 2017
Joeyls319 replied to Joeyls319's topic in Industrial Forum
I figured it out. -
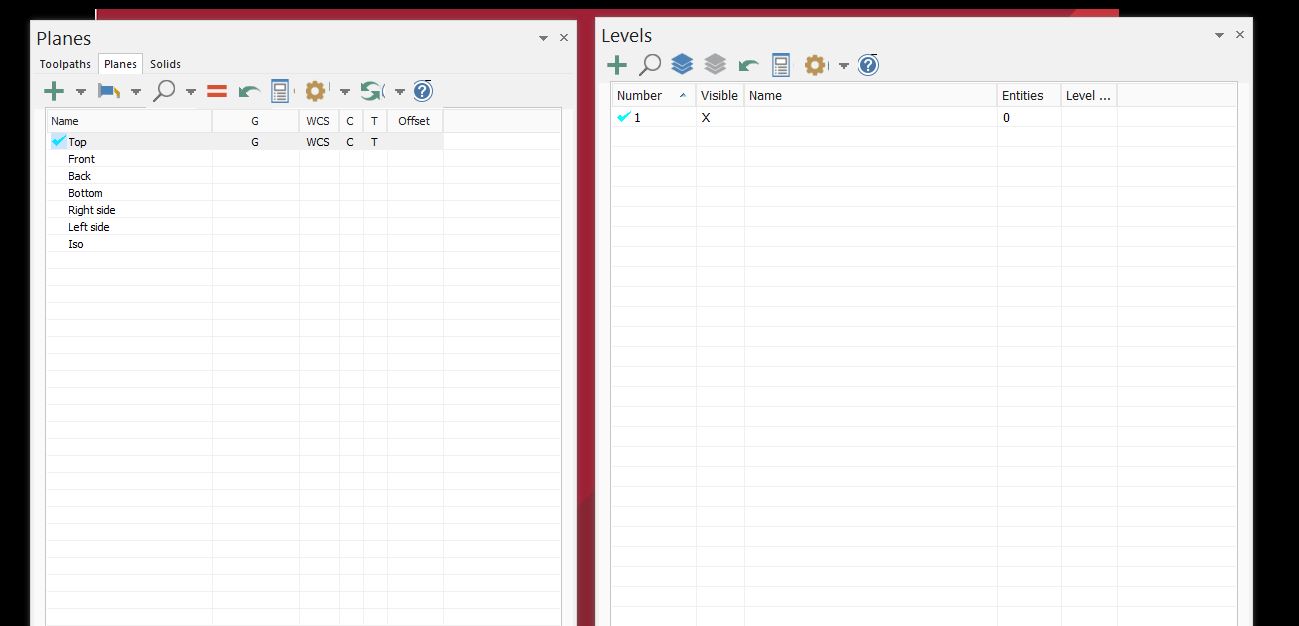
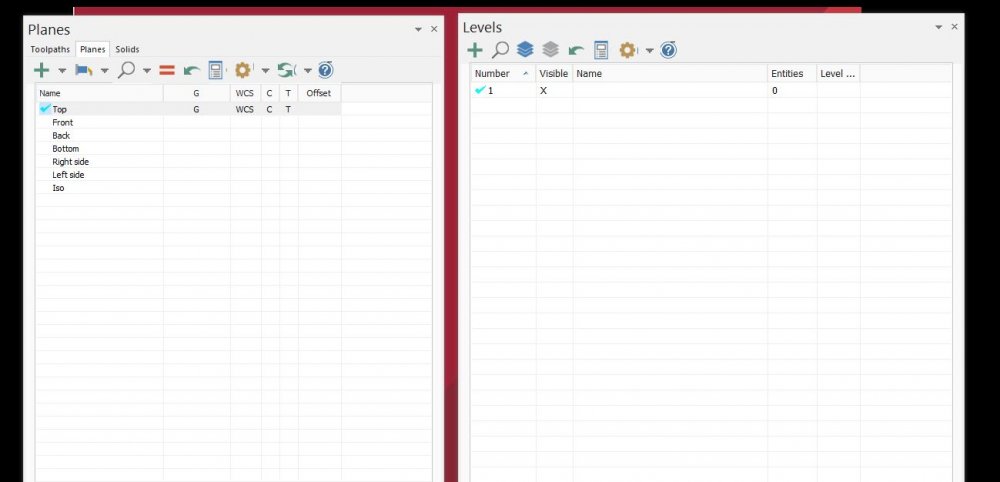
Hello all Working in Mastercam 2017 and I have the levels/toolpath/planes/solids operation manager panel on my second monitor. I clicked on the levels tab and dragged it over so now I have two panels on the second monitor. one is the levels manager and the other is the toolpaths/planes/solids manager panel. My question is how can I make the levels manager apart of the toolpath/planes/solids manager panel again so I only have one panel? Thanks ahead of time. Joey
-
Thank you SlaveCam Adding the ALT 255 in the text box did the trick.
-
Morning all I have a question regarding manual entry and posting it out. How can I get the post to post out blank lines in the program? example: Manual entry: ( ALIGNMENT ) T01 M06 ( 5/8 SPOT DRILL - 0.625" ) G00 G90 G55 X-1.9445 Y-1.9445 G43 H01 Z8.0 G01 Z6.6 F10.0 M00 (AFTER ALIGNMENT, PRESS CYCLE START) G00 G49 G53 Z0.0 __________________________________ posted code: ( ALIGNMENT ) T01 M06 ( 5/8 SPOT DRILL - 0.625" ) G00 G90 G55 X-1.9445 Y-1.9445 G43 H01 Z8.0 G01 Z6.6 F10.0 M00 (AFTER ALIGNMENT, PRESS CYCLE START) G00 G49 G53 Z0.0 NCI output method I have it selected as code. FYI, using X9 Thanks Joey
-
thanks Jason, I will check out the thread you attached.
-
I'm using a Okuma VMC post.
-
Hello all. I'm having some difficulty posting out an "N" number at the beginning of a operation. Can anyone give me some help? I only want it when there has been a tool change. I'm currently using X8. (ROUGH TOP OF AIRFOIL) N100 <--------------------------------------------------------------------------------- this is what I'm having difficulty getting. G00 G17 G20 G40 G49 G80 G90 G90 G30 Z0. G90 T1 M06 (1.25" BUTTON ENDMILL) M11 (UNLOCK) G00 G17 G55 A0. X-4.9361 Y1.0502 S1800 M03 M10 (LOCK) G43 H1 Z2. M08 Z.55 G94 G01 Z.4 F30. X-4.4761 Y1.5101 F72. X-3.6338 Y1.5136 thanks ahead of time.
-
Hello Wondering if anyone out there has a cad model of a 5C collet with an extended tapered nose they could share? Thanks ahead of time.. Joey
-
Thanks Aaron. We will give it a try.
-
Hello all. We got a new Centroid 3 axis knee mill and I was asked to see if one of the post that comes with mastercam will work with it or if we need to get one quoted for our machine. Thanks ahead of time. Joey
-
Oscar, you are correct. they are RoboDrills. we have five of them.
-
Thanks guys. I will start fresh and see what I get. appreciate the help and the info. Would it be better to use the haas post or the fanuc 5x mill post. the machine is fanuc control. any pros and cons with one versus the other? Joey
-
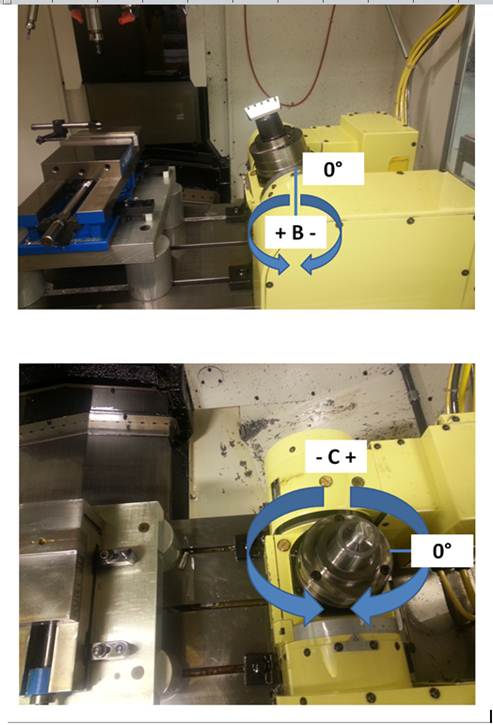
Here's a picture of our set-up in the machines

-
K2csq7 Thank you. I made my post look like what you posted and then I posted out the third eration (rough left side) and I get C-90. instead of C180. Did you do anything with the misc. values? This is driving me crazy. Very Frustrating. I feel it's pretty close but I can't figure it out. Also, I know about the errors but not sure how to fix them. All I've been doing is editing a generic haas 5th axis post. not sure where they came from.
-
oops. sorry
-
Here is a zip file of the file I'm currently working on. I had to remove a few of the larger toolpathes to get the file size down but my 5 axis moves are still in there. Attached also is a copy of what the program should look like. ( I compared it to a file I ran through Camplete) I want to get away from using Camplete and just have Mastercam post out the code. Thank you so much for your help.
-
the first operation zip file is what the code should look like.
-
Thank you Gizmo
-
Here is a zip file of the file I'm currently working on. I had to remove a few of the larger toolpathes to get the file size down but my 5 axis moves are still in there. Attached also is a copy of what the program should look like. ( I compared it to a file I ran through Camplete) I want to get away from using Camplete and just have Mastercam post out the code. Thank you so much for your help. Joey 67300-1008.Z2G FIRST OPERATION.zip
-
I'm working on attaching a Z2G file but I got to get the file size down.
-
When I do this: rotaxis2$ = vecz #Zero <<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< try changing this to vecx rotdir2$ = vecy #Direction I get this: M69 M72 T4 M6(.093" ENDMILL | TOOL DIA. - .0938) G00 G90 G56 X.6559 Y-.0596 C23.95 B0. S8149 M03 M68 M71 and it should be: M69 M72 T4 M6(.093" ENDMILL | TOOL DIA. - .0938) G00 G90 G56 X-3.8823 Y-.0596 C-66.05 B30.9889 S8149 M03 M68 M71 I also get a error message when posting which says SETUP FOR PRIMARY OR SECONDARY AXIS IS ILLEGAL. I emailed my reseller 3 weeks ago to look into this for me and I haven't heard back from them. I sent them a sample file (zip2go). I sent a reminder email today and still not reply.
-
oneyankfan1 Where can the rest of us find it?
-
"Y" trunnion. B rotates on the Yaxis
-
thank you however I made the correction in the post and now all my coordinates are off by 90 degrees including the X and Y values except for the B values. I should have mentioned that it is a mill. I got a table on table configuration with a small trunnion on the table.