AMCNitro
-
Posts
677 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by AMCNitro
-
There's Dynamic, and there's Peel Mill. Similar, but different. Peel Mill is more for slots, you only need 2 chains. For what you're doing you want to use Dynamic. Draw a complete circle of the O.D. of your part, use that as your Machining Area. Then chain the contour you want to cut, including the round part, that will be your avoidance area. I have 2021, so I can't open your file, otherwise I'd do it for you
-
Is there a Long Cutter Rule of Thumb?
AMCNitro replied to [email protected]'s topic in Industrial Forum
OOFF!!! Ill light a candle for you and say a prayer to the machining gods. Like JP said low and slow. For that type of job, I go the extra mile(and extra $$) and get Harvey endmills, worth it. And try their machining advisor pro, it works nice. Right now, I'm making a mold with .020 ball endmill. Not a ton of material to remove, but one tool has done 6 cavities. -
THIS!! Sometimes I even use 2 different tools, one for roughing and the one with TC for finishing. You can even set the finishing operation on the end of the program. Also, get a post that adds N# to each tool change, allows the operator to memorize specific features that may need to be adjusted often.
-
What problems are you having with tool offsets? When I started on CNC machining, I didn't get any formal training, it was my dad and I just learning on an old 2.5D machine, I don't even know if it had diameter offsets. Then I went out on my own, now working on proper machines, I still didn't know about diameter offsets, so I did things the same way you're doing them. Finally, I worked a job shop, and I learned about diameter offsets, and wondered how I ever got on without it. I grasped the concept pretty quick. But there's a couple of different ways of doing it. Ask here, I'm sure most of us can help you .
-
Why does file size increase importing Solidworks assemblies?
AMCNitro replied to Doug Funny's topic in Industrial Forum
I did not know that, thank you. But if you have both of them, the file will be bigger -
IF you have 7 programmers doing that type of work, the shop is hemorrhaging money. You dont need more than 1 programmer for that type of work. It does, however, depend on the experience of the programmers
-
What is the quantity per lot? If you're running hundreds (or thousands) it helps to have setups that run many parts. That allows you to have an operator run more than one machine. Also, if you have parts with more than one operation, set it up progressively, that way every time you open the door you have complete parts.
-
Why does file size increase importing Solidworks assemblies?
AMCNitro replied to Doug Funny's topic in Industrial Forum
Are you converting into surfaces when importing? -
What's the best way to become an expert on the 3D Toolpath section?
AMCNitro replied to volitan71's topic in Industrial Forum
In that case it will be ready on Thursday... Just don't say which Thursday -
What's the best way to become an expert on the 3D Toolpath section?
AMCNitro replied to volitan71's topic in Industrial Forum
Just get in there and try different things until it does what you need it to do, every time it doesn't do what you need it to do you learn what it DOES do. Thats kind of how I learned, I needed to learn to make money. Making mistakes on the screen doesn't break machines or tools, that's what I tell people when I'm training them -
Small diameter drill on D2
AMCNitro replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
Ill keep this in mind for next time, thank you! We got through it by changing the drills every 4 parts, we only needed 35 parts. Always have trouble getting proper tools because Engineering springs stuff on me last minute... -
We're drilling 1/32 holes on non-heat treated D2, and we're struggling. We're using cobalt drills and the just break too easy. I have some carbide drills coming, but I don't have too much fate in them. Any help appreciated.
-
What I do when I get splines instead of arcs is I make points on each end and the middle of the spline, then I create an arc with 3 point arc. Much better than break many
-
Go old school. If you need Toll Comp control use 2D contour with taper, and machine the radius separate(either 2D swept or flowline). IF you don't need Tool Comp, just use 2D swept. With Flowline, make sure the filters are turned on. I don't use smoothing tolerance, I just go 50/50 on the Cut Tolerance and Line/Arc Tolerance. I've been playing with that lately, changing the percentages. But 50/50 works good.
-
Thank you! This will help even more! Also, thank you to all that replied.
-
Replace Solid Carbide end mills with Indexable inserts
AMCNitro replied to BradyCNC's topic in Industrial Forum
IF you ruin an indexable you're not out of pocket for just the inserts... -
It comes with Haas machines. I program it at the machine and the cut and paste. When you say that you use Renishaw Inspection plus, is that from Mastercam?
-
Its H0. I0.
-
G65 P9995 W54. A10. D1.275 E0. H0. That's the code for probing an ID. G65 P9995 W54. A11. D.788 E-0.3 H0.10 And that's the code for probing an OD(boss). My question is, what does the A represent? I looked on the Inspection Plus manual and there's nothing about P9995
-
IMO it would be easier to copy and paste the TP and then just change the plane. Create 4 toolpath groups and each group is a different WCS.
-
Renishaw Prode diameter on Haas machine
AMCNitro replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
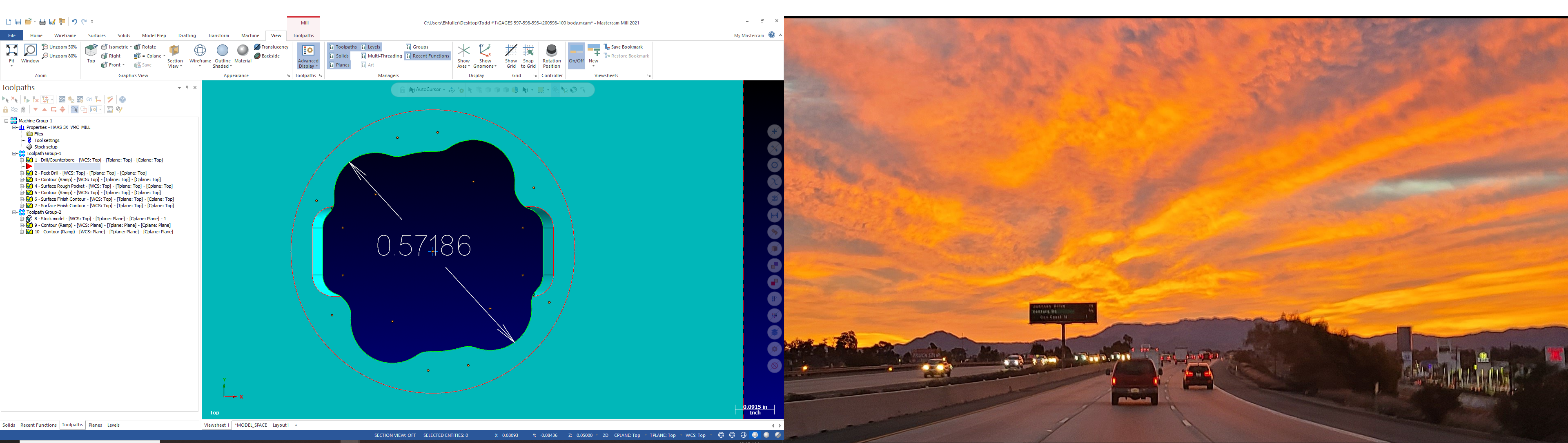
I wasn't clear enough. This is the feature Im trying to measure
-
Renishaw Prode diameter on Haas machine
AMCNitro replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
it needs to stay in the pocket, that code makes it come up and out of the pocket, then when it goes down it gives the "unexpected surface" alarm. Ill have to try that when I got more time. Thank you! -
Renishaw Prode diameter on Haas machine
AMCNitro replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
This is the code I tried, with different values, of course. 1. T01M06 2. G54X0Y0 3. G43H1Z100.0 4. G65 P9832 5. G65P9810Z10.F3000 6. G65P9822A30.D50.Z-10.S2 7. G65P9810Z100. 8. G65P9833 9. G28Z100. I tried omitting some of the lines to see if it would do what I needed it to, but dice. We're making gages for plastic parts and I was trying to measure at the machine. IT going to be more of a learning experience for the next time, now I just want to know how. Thanks! -
Renishaw Prode diameter on Haas machine
AMCNitro replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
Ok, I ran the calibration cycle I needed to run to use O9822. I followed the example in the Inspection Plus book. Problem I'm encountering is that the example is for a web feature. I just need to insert the prove into the bore and have it measure the feature, and its not liking the code I'm using. Any ideas? Thank you! -
Renishaw Prode diameter on Haas machine
AMCNitro replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
I need to find the manual for the software... Found it! Thanks Ron. Before looking for the instructions I wanted to make sure it was possible, you sent me in the right direction.