





AMCNitro
-
Posts
677 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by AMCNitro
-
You would have to have a dealer's license... Get in touch with your dealer, perhaps for one file, once, they would do it.
-
There's a very common misconception that if it's not straight you have to use ball EMs. I make small molds now, usually nothing bigger than .25 EM. But when I made bigger molds with more shapes, I'd rough everything with a square EM, much more efficient that ball. Ball EMs tend to load up with heavy cuts, so I just take out as much material with a square EM and then go in there and semi finish and finish with a ball, or even a bull if possible. Even making molds for small parts I first rough it out with square EM, Im talking 1/32 diameter. MC does all the calculations for you.

-
Depends what you step down is. I use it all the time making molds, I rarely use taper endmills anymore. I also use Countour with an angle A LOT. 2 or 3 degrees with a .004 step downs leaves a pretty nice finish.
-
It will still work...
-
Try cutting in the other direction. Why are you cutting up and down? Instead of left to right?
-
I would love to be a fly on the wall of that shop. I've run into several young kids that knew it all and were going to replace me, only to be asking ME questions. This guy is just beyond arrogant and condescending.
-
You're not going to get very far by coming on here, saying you're a newbie (its ok, we were all newbies at one point), then turning around and complain about the capabilities of the "exorbitantly priced' software. Everyone on here will help you as much as you need, but good attitude goes a long way. Conversably, you can just go and program it by hand.
-
Only way to do it. If you don't it rounds off the edge, I learned that the hard way. I also do it on the cavities. I don't understand why scallops doesn't give you the option to make it straight. Learn how to use Net Surface(really easy), it will save you a lot of head scratching for simple surfaces. Power surface is hit and miss for me, sometimes it does that I need it to do, sometimes it does something unexplainable
-
I have to this quite often with ejector pin holes. I usually use Net Surface. It doesn't need to have the actual shape of the runner, you're going to drill it anyways. You just need to plug it so MC doesn't machine down the hole.
-
Try leaving .001 stock, it should clean it up.
-
Best training, I ever gotten was sitting in front of the computer and trying everything until something did what I wanted, in the process you learn what everything else does.
-
Are you using the filters?
-
MCAM 2024 - takes 5-7 seconds to load tool library
AMCNitro replied to Tinger's topic in Industrial Forum
Thats the lay of the land... In previous job the PC was so underpowered that if I, accidentally, hit the tool from the operation tree it would crash the PC -
Don't have a lot of experience C axis, but if its giving alarms on the G41 line make sure you have a straight lead in BEFORE the radius lead in. It's a problem with Haas, it needs the straight lead in, then the radius, .005 is enough.
-
You answered your own question. It needs to be drawn on the TOP plane regardless of the axis it's going to be used on.
-
Solid Carbiude Slitting saw
AMCNitro replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
Thanks for all the help! They ended up ordering some custom tools. I just helped point the in the right direction. -
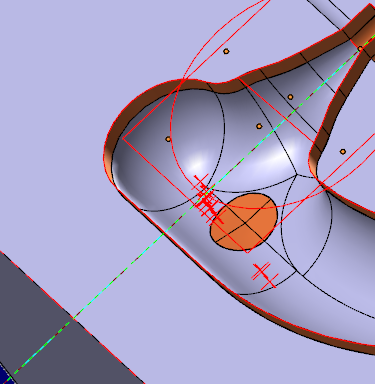
Not what I would use flowline on. Like others said, scallop is better for that type of feature. As far rolling the sharp edge, yeah, it's an issue. The way I do it is I create what I call a fence. Create geometry for the sharp edge, and extrude a surface, it will roll on the edge of the raised surface. Also, make sure you use boundaries.
-
I'm helping the Swiss department find some solid carbide slitting saws, they have one left and no one knows where they ordered it from. They're metric, and I havent had any luck finding what they need. Any manufacturers I can check?
-
It seems all you do is complain about the software...
-
Do you have to create a plane for each hole rotary drilling?
AMCNitro replied to CNCZACK's topic in Industrial Forum
You can always create one plane, DUPLICATE it and then ROTATE INCREMNTAL -
You have to pick the FRONT PLANE, not the FRONT WCS
-
Tips on dynamic facing toolpath - single direction
AMCNitro replied to ThickChips's topic in Industrial Forum
Do a 2D dynamic to remove the material, leaving .005 on the face. Then finish with a facemill, finito -
Do you guys drill out corners where applicable
AMCNitro replied to lowcountrycamo's topic in Industrial Forum
Youre adding run time, the endmill will go there anyways. -
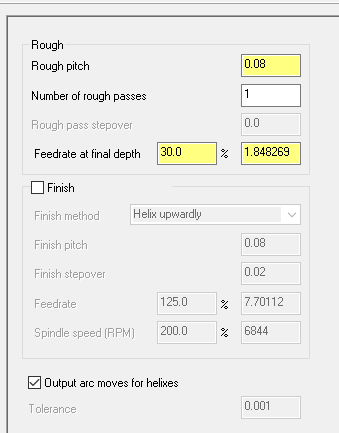
Output arc moves for helixes, try that. I dont use Helix Bore, I use Ramp, so Im not sure. BUt try it
-
Why is Optirough not an option with 6000rpms? Adjust feed according to the RPMs. One of our machines only does 6000rpms and I use Optirough all the time on it.



