Leaderboard
.thumb.jpg.d4de3779c381ac511dbaaf4f87d2ea0c.jpg)



Popular Content
Showing content with the highest reputation on 10/28/2021 in all areas
-
I've done stuff like this (not exactly this, of course) by dipping it in wax to make it a pseudo-solid, first. Then, when you're done, heat it up to melt the wax away. Grab some machinists wax and get the best pot out of the company kitchen!3 points
-
We finally got around to fixing this....something regarding something something something that I don;t know. Doesn't matter, the thing finally actually works.2 points
-
So i tried to make this macro to check 3 parts on a fixture checking a witness cut from the previous operation. It seems to work like I intended. the first check is for the height and the other is for crookedness. is the anything you would add or remove? thanks. % O0010(OP 3 PROBE) (DATE - OCT. 27 2021 TIME - 3:44 PM) (MACHINE - MATSUURA MAM72-35V 3 AXIS) G131 R10 G91 G28 Z0 M19 G0 G90 G80 G40 G49 G17 G54 N10 T311 M6 ( 2 MM PROBE OMP 600 ) M01 M132 G0 G90 G54 X2.8949 Y-.512 AX[4]=0. C0. M131 G65 P9532 (PROBE ON) G43 H311 (PROTECTED POSITIONING CLEARANCE HEIGHT) G65 P9510 Z13.6743 ( PROBE Z SURFACE ) G65 P9510 X2.8949 Y-.512 G65 P9510 Z12.5 G65 P9511 Z11.6793 G65 P9510 Z13.6743 (CHECK FOR LOAD HEIGHT ERROR) IF[#142GT.004]GOTO600 (STORE POINT 1) G65 P9534 (PROTECTED POSITIONING) G65 P9510 X-.512 Y2.8949 Z13.6743 ( PROBE Z SURFACE ) G65 P9510 X-.512 Y2.8949 G65 P9510 Z12.5 G65 P9511 Z11.6793 G65 P9510 Z13.6743 (COMPARE POINT 2) G65 P9534 Z0. IF[#137LE.0005]GOTO150 GOTO600 N150 IF[#137GE-.0005]GOTO200 (MISLOAD REJECT PALLET) GOTO600 N200 (PROTECTED POSITIONING) G65 P9510 X-1.0041 Y2.7631 Z13.6743 ( PROBE Z SURFACE ) G65 P9510 X-1.0041 Y2.7631 G65 P9510 Z12.5 G65 P9511 Z11.6793 G65 P9510 Z13.6743 (CHECK FOR LOAD HEIGHT ERROR) IF[#142GT.004]GOTO600 (STORE POINT 1) G65 P9534 (PROTECTED POSITIONING) G65 P9510 X-2.2511 Y-1.8909 Z13.6743 ( PROBE Z SURFACE ) G65 P9510 X-2.2511 Y-1.8909 G65 P9510 Z12.5 G65 P9511 Z11.6793 G65 P9510 Z13.6743 (COMPARE POINT 2) G65 P9534 Z0. IF[#137LE.0005]GOTO350 GOTO600 N350 IF[#137GE-.0005]GOTO400 GOTO600 (REJECT PALLET) N400 (PROTECTED POSITIONING) G65 P9510 X-1.8909 Y-2.2511 Z13.6743 ( PROBE Z SURFACE ) G65 P9510 X-1.8909 Y-2.2511 G65 P9510 Z12.5 G65 P9511 Z11.6793 G65 P9510 Z13.6743 (CHECK FOR LOAD HEIGHT ERROR) IF[#142GT.004]GOTO600 (STORE POINT 1) G65 P9534 (PROTECTED POSITIONING) G65 P9510 X2.7631 Y-1.0041 Z13.6743 ( PROBE Z SURFACE ) G65 P9510 X2.7631 Y-1.0041 G65 P9510 Z12.5 G65 P9511 Z11.6793 G65 P9510 Z13.6743 G65 P9533 ( PROBE OFF ) G49 G53 Z0 G5.1 Q1 G91 G28 Y0. G90 (COMPARE POINT 2) G65 P9534 Z0. IF[#137LE.0005]GOTO450 GOTO600 N450 IF[#137GE-.0005]GOTO500 N600(PARTS MISLOADED) T0M6 M68(REJECT PALLET) M98P1(START PROGRAM) M01 N500(PARTS LOADED CORRECTLY) M99(RETURN TO PART PROGRAM) M302 points
-
save this as nc.reg Windows Registry Editor Version 5.00 [HKEY_CLASSES_ROOT\.NC] @="NC File" "Content Type"="text/plain" "PerceivedType"="text" nc.reg1 point
-
Use Regedit to add new string value PerceivedType as shown
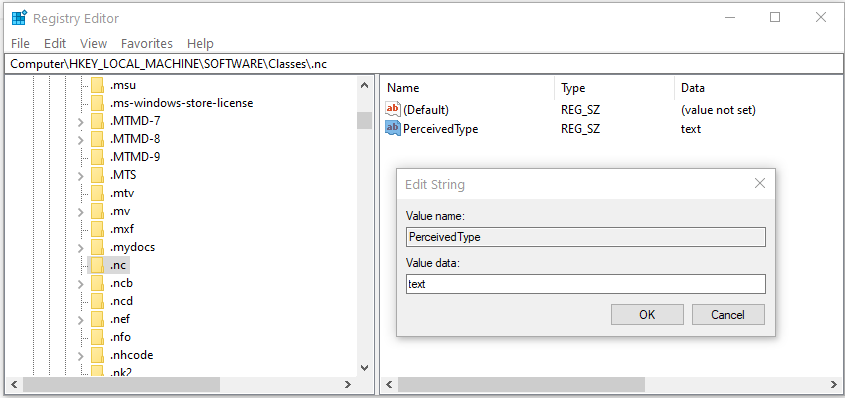 1 point
1 point -
u could modify an end mill into a woodruff shape to eliminate chatter. if u leave .1" or less of tooth at the end it should cut well.
.thumb.jpg.904b9fc8c801cf538e9d833725065933.jpg) 1 point
1 point -
Found it by right clicking the operation and going to "wirepath editor" then you can change things wherever you want, just like in the toolpath editor for you mill guys. I could swear there was another way to do it with points but who knows. This works. Thanks!1 point
-
So great news if you just bend the tiny fin back and forth 100 times it snaps off1 point
-
go into parameters, cut parameters, Stops. If "as glue stop" is selected its a M01, if "as stop" then M00, Use the Distance before end of tab to make it stop where you want.1 point
-
Yes I have dipped my feet in the Post Edit water with Colin's videos and they are very good and super helpful. Also getting MPost documentation is helfpul1 point
-
60 hrs.???? of content, Quite a Investment of time.. def going to watch those videos.. I've begun to dabble with the switches at the beginning of the post file and now I'm working on deciphering the rest... Thanks Colin1 point
-
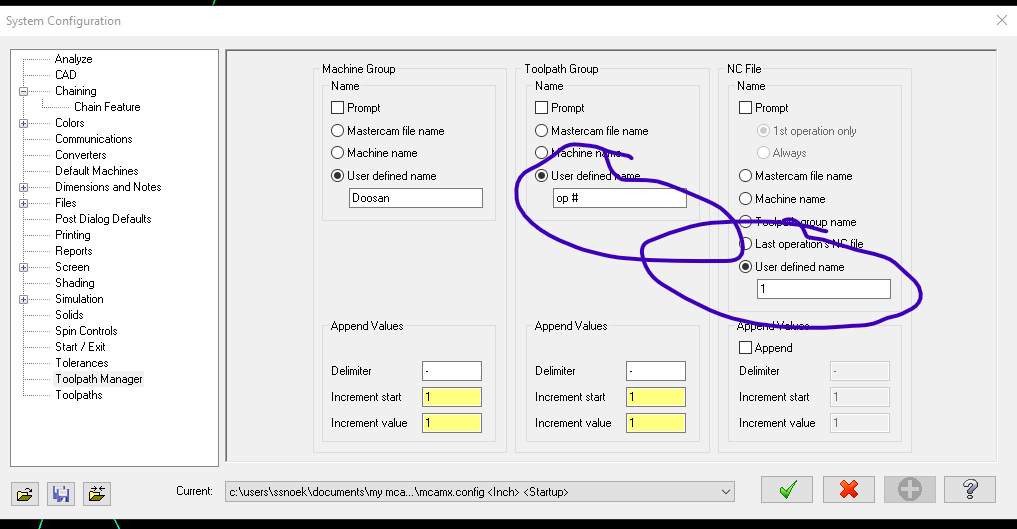
You can get your tool path groups to self number like this.
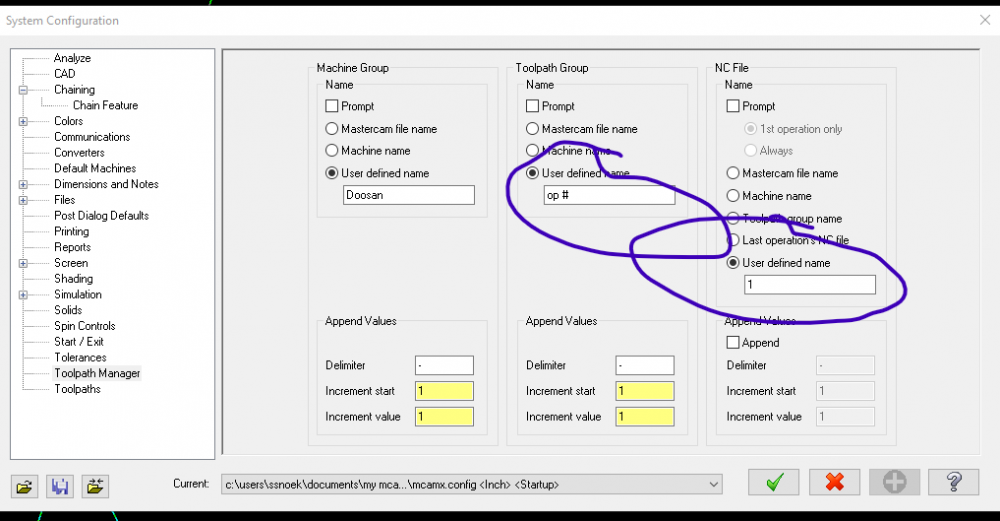 1 point
1 point -
Considering it's a very modest 2% increase... that's not even keeping pace with inflation. VERY reasonable IMHO. My healthcare benefit went up 6.1% this year. It's gone up 37% in the last 8 years... AND I get less for it. With CG Tech, you know you're at least getting a quality product that will continue to develop and add value. That's "Thank you sir may I have another."1 point


.jpg.dfaf4a0061f8063c654ad554739affeb.jpg)