Leaderboard



Popular Content
Showing content with the highest reputation on 11/29/2021 in all areas
-
another issue you may run into working on old programs done by other programmers ..... I used to work with a guy who was pretty lazy. He would create wireframe from solids and surfaces, then have trouble chaining it due to tiny gaps between the wireframe segments Rather than fix the troublesome chains, he just rolled with his chaining tolerance set to .004" all the time So along comes gcode 4 years later to edit a toolpath When he opens the file, half the toolpaths won't regen, all the solids explode and the file is pretty much useless because gcode rolls with his chaining tolerance set to .001" inches and half of Lazy Guy's chains won't process. so.... If you ever open an old file and all the solids explode and the toolpaths won't regen, open a blank copy of Mastercam, bump up your chaining tolerance in System Config and try opening the file again.2 points
-
"Used or Named" radio button did the trick! Was set to "Named", didn't notice or use those buttons before, thanks a million! Seriously, thanks so much, I have been struggling with this issue constantly as a minor annoyance. Never had a super complex file that I NEEDED the wires from until today.2 points
-
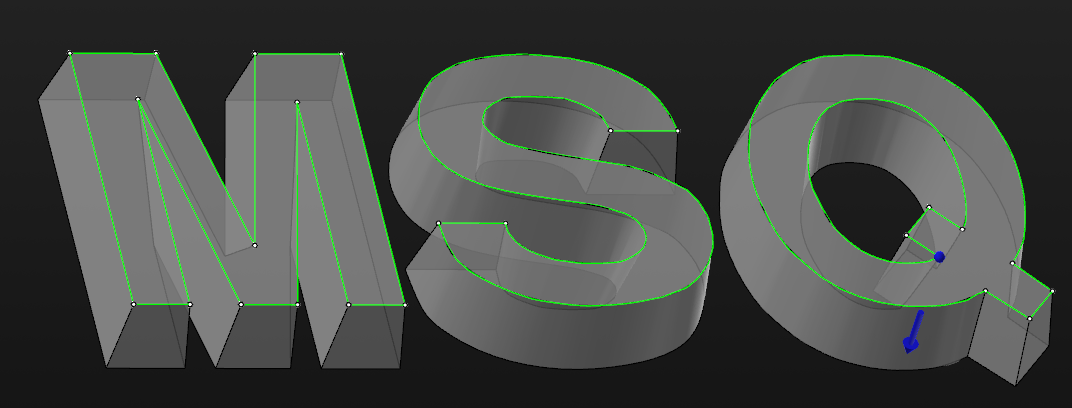
Any reason not to just use a Solid Extrude with Draft turned on? Here's three harder letters in the Hartford font: Notice how the Create Letters will give you a lot of little segments on the S & Q, so use Wireframe > Curves from Spline to combine them all. For best results, don't select the sharp corners, create two separate splines: And turn on "sharp corner smoothing" in Spline Curves: Now just Solids Extrude, and on the Advanced tab, turn on "draft angle" to whatever taper matches your tool:

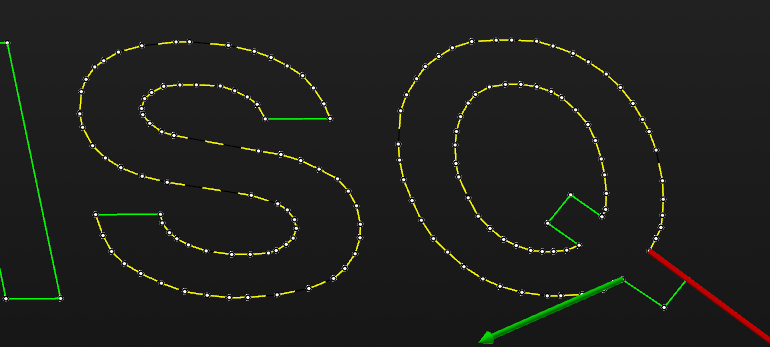

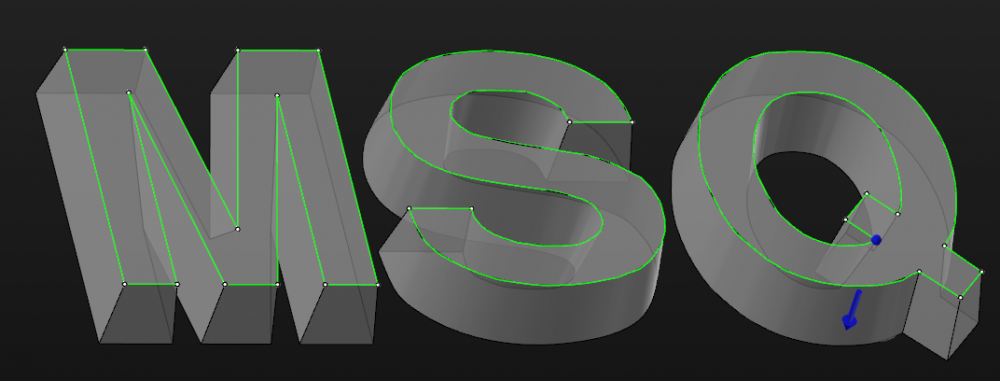 2 points
2 points -
Check the Edge Tolerance when you next try to use the Solids From Surfaces command - in Metric the default should be 0.075mm but I've known the figure to default to the English value instead which is 0.005.2 points
-
Customers have different versions for a variety of reasons. I have normally 4-5 versions on my system. I try to stay on the latest release, but as of late got one customer fighting their IT department to do their jobs and keep everything updated and current. Others just have their preference so I do what is needed to earn a living and support those that provide the work to make that happen.2 points
-
Thanks, Ron. As you well know, your thoughts and feedback are always welcome- as well as everyone else's here on the forum. Aaron made the mistake of relocating within driving distance, so he's bungled his clean escape here.1 point
-
a couple of things may be going on here First, the Level's Manager If you have Display set to Range 1 t0 200 and the old programmer used levels bigger than 200 they will not be visible Try changing your Level DIsplay setting to "Used or Named" also Some programmers use the Blank command to hide geometry once they are done with it This prevents solids and toolpaths from being destroyed by accidentally editing or deleting necessary geometry Try using the "unblank" command. It may make the missing geometry visible (and editable) again1 point
-
Click on Files under the Machine Properties (where you set your stock). Then click on the exclamation mark beside Operation Defaults. Then open Turning Toolpaths. Then select Lathe Drill parameters.1 point
-
I know there's a handful of other ways I could achieve the same end result. I just figured it was a good opportunity to learn something new on the software side.1 point
-
Yes this was it. I increased the tolerances and it worked. Their was two faces/surfaces that were causing the problem. Fortunately it highlights them once doing this so I have corrected it. Was a surface on top of another surface. Thanks it's much appreciated!1 point
-
You do not need the op_id$ in this case; your only concern is how many operations are between the current operation and the next physical tool change. In the below example, I set up a postblock to populate the s_next_20002 variable; p_get__s_next_20002. This postblock takes one parameter by reference and loops through the upcoming operations looking for the next physical tool change. Once the next physical tool change has been found, the lookahead_index variable contains the number of operations needed to look ahead for the next 20002. The parameter p_get__s_next_20002 modifies is a bool telling the caller if a valid 20002 was found or not. This is as much as I can help; your reseller and the official forums are great resources if you have follow up questions. Implementation example: lookahead_index : 0 next_tool_change_gcode : 0 invalid := -99999 s_next_20002 : "" s_invalid := "-99999" is_valid_arg : no$ p_get__s_next_20002(!is_valid_arg) lookahead_index = 1 next_tool_change_gcode = opinfo(92, lookahead_index) while next_tool_change_gcode <> invalid, [ if next_tool_change_gcode = 1002, [ next_tool_change_gcode = invalid ] else, [ lookahead_index = lookahead_index + 1 next_tool_change_gcode = opinfo(92, lookahead_index) ] ] s_next_20002 = opinfo(20002, lookahead_index) is_valid_arg = (s_next_20002 <> s_invalid) Calling example: psof$ #Start of file for non-zero tool number p_get__s_next_20002(!result) if result, "Next 20002->", s_next_20002, e$ ptlchg$ #Tool change p_get__s_next_20002(!result) if result, "Next 20002->", s_next_20002, e$ Output Example: ( T1 | 0.5 FLAT ENDMILL | H1 ) ( T239 | 1/2 FLAT ENDMILL | H239 ) Next 20002-> Tool code 2 N100 G20 N110 G0 G17 G40 G49 G80 G90 ( FINISH OUTER WALLS ) N120 M8 N130 T1 M6 ... N280 G91 G28 Z0. N290 A0. Next 20002-> Tool code 1 N300 M01 ( CONTOUR 2 ) N310 T239 M6 N320 G0 G90 G17 G56 X-2.8424 Y-.789 A0. S1069 M3 N330 G43 H239 Z.25 ... N570 G91 G28 Z0. N580 A0. N590 M01 ( MANUAL ENTRY TEXT COMMENT ) ( FINISH OUTER WALLS ) N600 M8 N610 T1 M6 N620 G0 G90 G17 G56 X-2.8424 Y-.789 A0. S15000 M31 point
-
No one ever owes me anything. I am just honored to be able to help anyone I can help. I had to fight my way through the ranks to gain a lot of the knowledge I have. The better we all are the more we can help each other. All I ever ask is to pass it on to someone who is trying to learn.1 point
-
Thanks! I'm assuming it's like racing with the old saying, "You know how you make a small fortune in racing? Start with a large one!" Well, I'm starting with a small fortune, let's see how it plays out0 points