



Leaderboard




Popular Content
Showing content with the highest reputation on 03/25/2024 in all areas
-
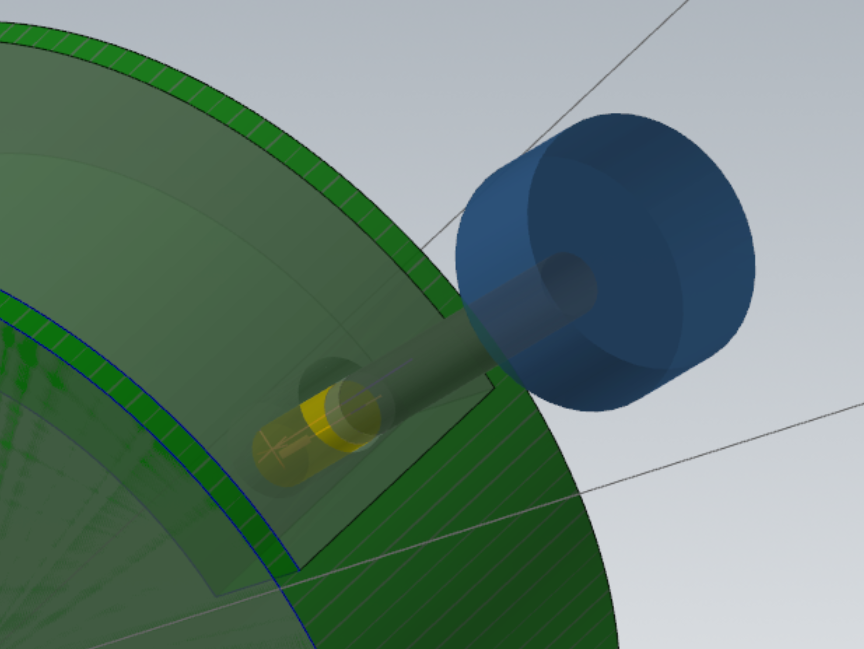
Right, there's no way to force it inside of the toolpath parameters. You can, however, leverage the fact that it is stock aware to cause it to drop into a position you'd like. Create a Helix Bore (or drill, or whatever you want your entry to look like) at the specified entry point, then, make a stock model. Pocketing will use it to drop into: Video showing it in action:
 5 points
5 points -
Maybe a servo-modded knee mill with a 4k spindle and DRO can't handle 2D dynamic ruffing? Dunno. Wouldn't be surprised if it was that kind of issue though... Buddy came in pretty hot, not really asking for assistance. I don't know if it comes from a place of technological ignorance, or wanting/needed something to work just as it has for a few years. EVERYTHING wears out eventually, gotta have a plan in place for when the failures materialize!4 points
-
To use your car example, though, call up BMW, and see if they'll give you a new ECU for your 2009 325is? If it's NLA (no longer available) as a lot of the 90s/2000s electronics are, ask them to just put in a new model's version. When you ask for the ECU, they'll try to (kindly) tell you that it's no longer made, "Talk to junk yards and see if you can find someone to re-key it for you" (i.e., go try to find someone who switched to a software license that can give/sell you their old hasp). When you ask them why doesn't the 2024 ECU "just incorporate that into the new one so it can work on 15 year old cars?" they'll laugh at you. That's not a practical use case, and it would require tons of engineering to support a very slim "customer" base. X5 is ~15+ years old at this point. Unfortunately, you're talking about jamming a new ECU into it. They started supporting software licenses in the 2019 release, which was made ~7 years ago. The software that powers the licenses now wasn't even in existence when X5 was programmed. To put it bluntly, if you only have a 15 year old version of the software that you haven't maintained, you're not really a customer anymore. I can understand why you're upset, but the reality is that it's hard to justify engineering effort for someone who only buys a product once every ~15 years... Same thing people get told when they try to get BMW to cover a blown transmission in their 15 year old car.3 points
-
You're welcome sir. You can do the same thing with an Opti toolpath in 3 axis, as they're really both just volumetric removal tools. The only thing that trips people up is that they try to drill too small of a hole (the tool can't plunge and then start its programmed stepover) or they use a 118° drill bit, and leave a "cone" at the bottom. The software will see that, recognize that it can't plunge the tool into that and then go back to "it's a full block" mode. That's why I prefer to use a Helix with the tool I'm going to be roughing with as I know it'll fit in the hole it makes3 points
-
All was well - but I had to play to get to grips with the settings. And confidence....as Bus partner was still of the belief that you get the largest cutter you can and plough it through the part shaking the machine to pieces and sod consumable cost and part distortion But....it was faster than I thought - F2250.00000000000000HHHHH https://www.youtube.com/watch?v=_PZHd73Ovis2 points
-
Haha, yeah! I showed these guys how to use Dynamic on some wear plates (4140 PH?? I can't remember), either way, took the cycle time from 27 minutes down to like 3... And ended up just letting the stuff pile up and snow shovel it off the floor every half hour or so. You couldn't stand within 10' of it while it was cutting. I hate open machines.2 points
-
I usually back their numbers off to about 70% to start and see how it responds on the machine/ part.2 points
-
You're right, and that's why they haven't used them for quite a few years now. In all honesty, it sounds like your mind was made up from the beginning anyways. I'm curious though, what is this "new stuff" that's way too slow and doesn't work in "real life"??2 points
-
Thanks !!! That is good to know. I hadn't thought of that. My managers have this project scheduled to run on a horizontal boring mill old school plunge mill roughing or maybe rough, index, rough etc etc. I know for sure that it is not capable of running a B axis dynamic roughing path My test file posted at 21meg... for one of two slots LOL!!! I put this sample file together to demonstrate what modern toolpaths and a state of the art Okuma 5X HMB can do. I'm still working on my demo and sales pitch. What I really need are realistic feeds, speeds and stepovers DOC is 2.25, Material is Ti ( don't know full specs yet) endmill is a 6 or 7 flute Ø1" bull /.06r Tool holder is an HSK125 RegoFix Secure Grip... or maybe a heavy duty hydraulic chuck. Up to 500 or 1000 psi though coolant is available. I've tried HMS Advisor and Helical for feeds and speeds. HSM seems realistic but a little slow,, Helical at even half recommended feeds and speeds is stupid fast.2 points
-
When I was a kid in Saudi Arabia, people would cut your throat for Double Bubble... even though it had been in transits so long it was rock hard. When I got to the states and bought some fresh chewing gum, I thought something was wrong with it cause it was soft.1 point
-
Thanks for posting James, very useful info1 point
-
Oh man, I gotta check the grandparent's basement now. Also makes me wish I had bought an IBM XT with a board instead of a bare chassis a few years ago, it's destined for a modern gaming rig so it only had the PSU inside. Never thought about reselling the innards at the time.1 point
-
Thanks for the Novo tip I didn't know Kennametal had a feeds and speeds app I'll be signing up for that!1 point
-
Wow! Yeah, that's a helluva setup and lot more rigid than the HSK-63A we were playing with. According to HSMAdvisor, at the Helical recommendedations, it'll have .0054" of deflection (which I really don't like), but it'll only be at 101% of tool torque, so, yeah, it seems possible? Also sounds crazy It's also using 1583 lb of force, which is wild! That being said, it's within the realm of possiblities. Depending how long you need the tool to last, I generally try not to exceed .003 or so of deflection, but on a 1" cutter, that .0054" is only 1/2 of a percent... So. Try it? Especially with a Helical enginerd there to provide you another tool if it doesn't work1 point
-
- With my simple approach, I used the toolplane vectors to get the i,J,K value directly. With this method, my tilted plane's X&Y may not align with the machine X,Y axis after applying the G68.2 (e.g. X100. command will cause both X and Y axis to move) ------------------------------------------------------------------------------------------------------------- Yes this is the problem with using the plane, we need to use the operations X axis - With your method, the tool plane's X&Y axis will be rotated to align with the machine XY axis after applying G68.2 . Am I correct? ----------------------------------------------------------------------------------------------------------------- Yes correct Your code is correct to calculate the Euler angle from the plane, but using the plane is not the answer.1 point
-
IF you're connected to the interwebz, try rolling back any updates. Then if this works, unplug from the interwebz and NEVER plug it back in....1 point
-
Legal; Neither me, nor my company are responsible for any paramters yiu change. Your machine is your responsibility. It is advisable to consult a competent Machine Tool Applications Engineer that is familiar with your machine. Without further adieu, some of my favorites are as follows: #929=1, 1=Always make FTP Data in Attribute = ASCII #1300.1 = 1 Handle Jog OT alarm not output. (NAL) #1401.1 =1 No dogleg rapid (LRP) #1401.4 = 1 Rapid Stops when Feed Override is at 0% (RF0) #1604.0 = 0 AICC not on always in Auto Mode. (SHP) #3106.6 = 0 During TWP or WSEC, "Absolute" position display is Program Coordinate system (DAK) #3203.6 = 0 - Do Not Delete MDI Program after execution (MER) #3203.7 = 0 - MDI Program not cleared by reset (MCL) #3204.6 = 1 - Do not Automatically erase MDI program. (MKP) #3207.5 = 1 Display #500-#549 MACRO Variable Name (VRN) 7 #3233.1 = 1 (PDM) Folders in the Dataserver can be set as the foreground and background folder #3301.7 = 1 Screen Capture Enable (HDC) - Hold Shift for 5 sec. #5004.2 - 1 = Diameter, 0 = Radius for CC. (ODI) #5013 = MAX Wear Offset Value #5014 = MAX INC Wear Offset Input (INP.+ Method) #5148 (VMC Boring in Z-Axis) Z 1 = Shift X+ -1 = Shift X- 2 = Shift Y+ -2 = Shift Y- ALL other axes = 0 #5200.5 = 1 High Speed style peck tap (PCP) #5202.0 = 1 for Spindle Orient prior to rigid tap (reboot req.) (ORI) #5213 = Rigid Tap Backoff Dist. #5400.5 = 1 (LV3) Rotates MACRO Variables to be read in active coordinate system - For Probing in TWP. #6001.3 = 1 Output all MACRO Variables on punch (PV5) #6001.6 = 1 #100-#199 not cleared on reset. (CCV) #6005.0 = 1 In Sub Program Call use Sequence Number (SQC) #6008.3 = 1 On reset, POPEN is closed (KOP). #6019.0 = 1 Output all variables as decimal number (MCO) #6019.3 = 0 File Format of output file =PRNTnnnn.DAT (OFN) non =0000-9999 #6019.7 = 1 File Format of output file =PRNTnnnn.DAT (SFN) non =0000-9999 is memorized. #11200.3 = 1 system variable #5061- #5080 Skip Coordinates can be read - for probing with WSEC active (WSK) #11350.1=1 Current section of program only displayed, not look ahead section (APD) (Requires Reboot) #11351.6=1 Parameter Group Names Displayed (GTD) #13451.1 = 1 TWP 0's ok. (ATW) #14701.5 & .4 = 1 Maximum clipboard size. (CLP) (Reboot Req.) #14853.4 = 1 - Able to transfer from memory card to Dataserver. (Reboot Req.) (MDO) #14854.6 = 1 Program Input/Output is enabled during Background Editing (BGO) #19746.4 = 1 (TBP) for G41.2/G42.21 point
-
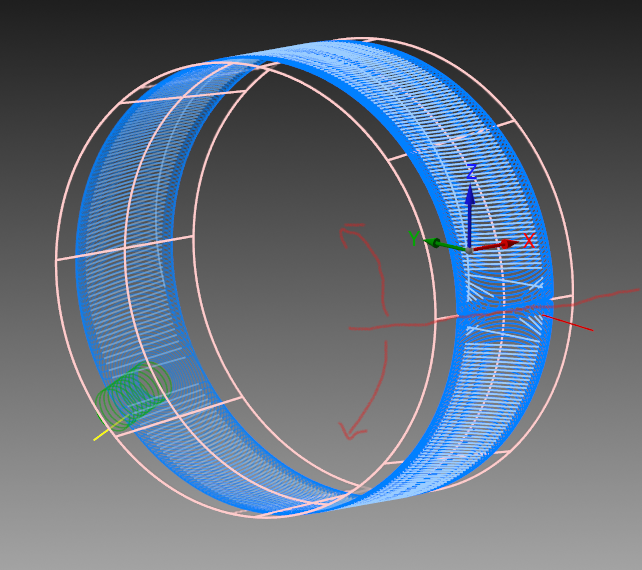
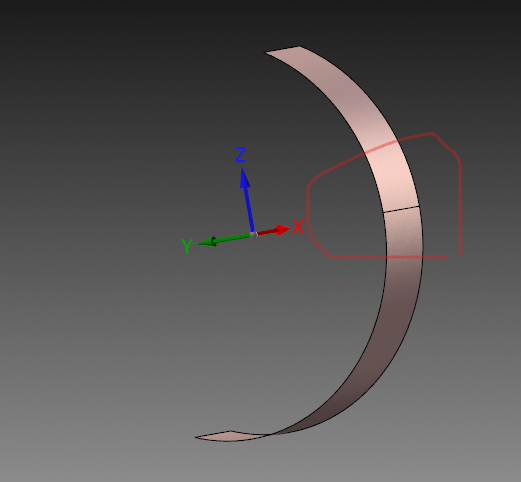
Bottom driving surface problem, rotate it or re-establish it to avoid the "position" of the "hidden" boundary line of the surface Make it not exist (if it is a 360-degree surface, there is no way to eliminate it, it must be there, you can only change the position) I don't know the English meaning, but my understanding is this...
 1 point
1 point -
Instead of editing the jump heights, try using "automatic linking" on the Linking page.. It's more betterer.1 point
-
I'll take that as a no0 points
-
Tell me you're 'Murrican....without telling me you're 'Murrican....0 points
-
and Double Bubble chewing gum to seal those pesky leaks0 points
-
Love the video, especially the wrench on the right side of the machine so you can help pull the poor thing around the corners0 points
-
At least you guys had coolant and machine guards, lol! Impressed to see a knee mil running like that!0 points
-
and a funeral and memorial service for the Protrack shortly thereafter.0 points
-
ProtoTrak DPM SX5 was the first NC machine I ever ran, ~2013, fond memories. Would be a messy job running HSM toolpaths on an open machine! We had to get out the cardboard box panel to deflect the facemill chips back then, lol.0 points
-
I have I nice vid of X4 dynamic pocketing a big ally block on a Prototrak 2axis SMX1500 mill running flat out at 4k rpm and 2000mm/min feedrate. But this was 2009/2010 and I am soooo last Wednesday....0 points
-
I have worked on machines 30 plus years old that they still work no issue and dont suddenly stop working because an ancient hasp long since paid for is still needed -----Its a stupid idea in 2024 to be honest ----------------I dont need one third of the new stuff found on some of these softwares to be honest as they dont work in real life and way to slow ---------Other than complicated curves i really dont have time to use it anymore as Macros would have it done in 10 percent of the time -I have saw this type of stuff with Allen Bradley now over last few yrs and obsoliting stuff long since bought -------its just sad i have no access to files and stuff used becuase of a 5 dollar Hasp burning out ---------Install and reinstall and do the magic three times around the computer and it still does not work0 points
-
Because an ancient piece of hardware died??0 points
-
Thank for the Replys If it worked for last two yrs on this computer there is no conflict issue It was bought outright at the time so permanant lience stand alone I think some maybe right that its now dead and that will be the end of it as i had it almost from the release of X3 -------Used X19 and stuff on network but not interested upgrading to that system so if i cant get new Hasp will just call it a day -----So many in the UK now using other Cam software and i am begining to understand why0 points






