Leaderboard




Popular Content
Showing content with the highest reputation on 03/26/2024 in all areas
-
To use your car example, though, call up BMW, and see if they'll give you a new ECU for your 2009 325is? If it's NLA (no longer available) as a lot of the 90s/2000s electronics are, ask them to just put in a new model's version. When you ask for the ECU, they'll try to (kindly) tell you that it's no longer made, "Talk to junk yards and see if you can find someone to re-key it for you" (i.e., go try to find someone who switched to a software license that can give/sell you their old hasp). When you ask them why doesn't the 2024 ECU "just incorporate that into the new one so it can work on 15 year old cars?" they'll laugh at you. That's not a practical use case, and it would require tons of engineering to support a very slim "customer" base. X5 is ~15+ years old at this point. Unfortunately, you're talking about jamming a new ECU into it. They started supporting software licenses in the 2019 release, which was made ~7 years ago. The software that powers the licenses now wasn't even in existence when X5 was programmed. To put it bluntly, if you only have a 15 year old version of the software that you haven't maintained, you're not really a customer anymore. I can understand why you're upset, but the reality is that it's hard to justify engineering effort for someone who only buys a product once every ~15 years... Same thing people get told when they try to get BMW to cover a blown transmission in their 15 year old car.2 points
-
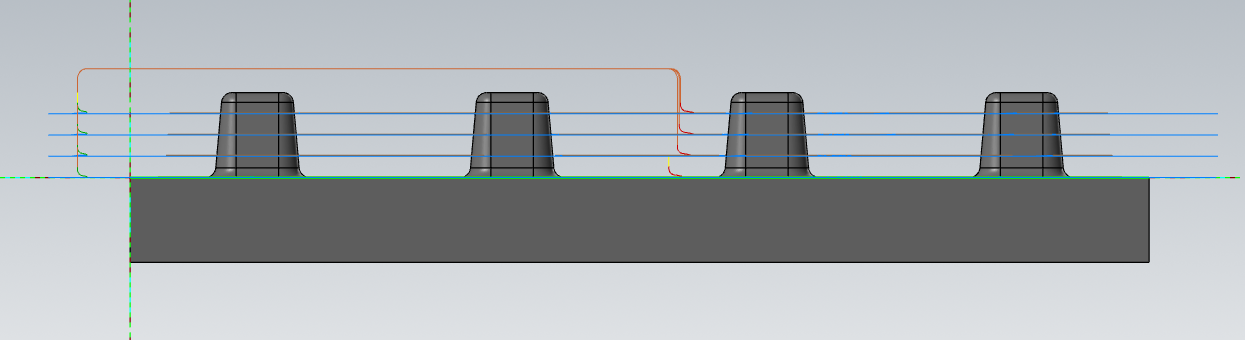
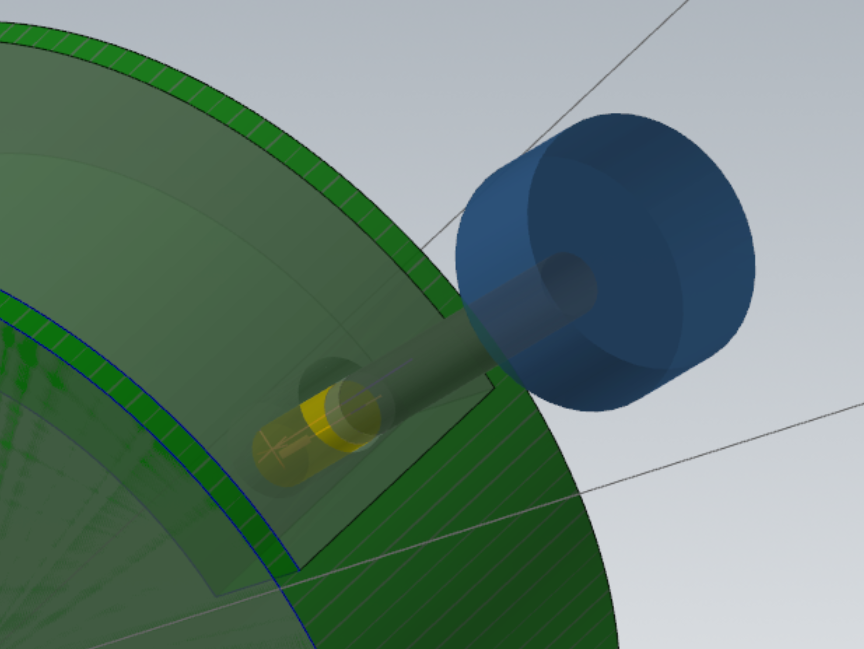
Right, there's no way to force it inside of the toolpath parameters. You can, however, leverage the fact that it is stock aware to cause it to drop into a position you'd like. Create a Helix Bore (or drill, or whatever you want your entry to look like) at the specified entry point, then, make a stock model. Pocketing will use it to drop into: Video showing it in action:
 2 points
2 points -
Saw these guys at IMTS last year. They had some little baby right angle heads they were demo'ing. They're available to us through our mitsubishi rep. https://www.mst-corp.co.jp/en/home/angle_head-top/mini/1 point
-
I am a big fan of Lenovo! Maybe it's because I get a massive discount through my wife's employer. The previous company I worked for used Lenovo mobile workstations and they worked flawless. Thought we had them replaced every two years, just to keep up with technology. My new employer chooses HP Zbook workstations. I can't stand them! I have not used a desktop for almost two decades due to my job requirements of being mobile. I have enjoyed my Lenovo mobile workstations! I have never used a Legion, so I could not say anything about them, but I highly recommend the Lenovo workstations. I even bought my own Lenovo P17 fully stacked ($8k+), wifey job got it down to ($3600) just to have at home.1 point
-
Running a repeat Ti6AL4V job at the moment in our measly HAAS UMC500. Using KMetal UDDE hognose cutters. Can't do the depth of cut you require due to machine tool rigidity but we get good tool life in 3d Opti milling at 2xD depth, 7% step over, 90m/min surface and 0.15mm per tooth feed.1 point
-
This Alberti head might work https://www.albertiumberto.com/en/products/t90cn-15/ I requested a download of the catalogue page and they sent it to me but our A/V killed it1 point
-
Legal; Neither me, nor my company are responsible for any paramters yiu change. Your machine is your responsibility. It is advisable to consult a competent Machine Tool Applications Engineer that is familiar with your machine. Without further adieu, some of my favorites are as follows: #929=1, 1=Always make FTP Data in Attribute = ASCII #1300.1 = 1 Handle Jog OT alarm not output. (NAL) #1401.1 =1 No dogleg rapid (LRP) #1401.4 = 1 Rapid Stops when Feed Override is at 0% (RF0) #1604.0 = 0 AICC not on always in Auto Mode. (SHP) #3106.6 = 0 During TWP or WSEC, "Absolute" position display is Program Coordinate system (DAK) #3203.6 = 0 - Do Not Delete MDI Program after execution (MER) #3203.7 = 0 - MDI Program not cleared by reset (MCL) #3204.6 = 1 - Do not Automatically erase MDI program. (MKP) #3207.5 = 1 Display #500-#549 MACRO Variable Name (VRN) 7 #3233.1 = 1 (PDM) Folders in the Dataserver can be set as the foreground and background folder #3301.7 = 1 Screen Capture Enable (HDC) - Hold Shift for 5 sec. #5004.2 - 1 = Diameter, 0 = Radius for CC. (ODI) #5013 = MAX Wear Offset Value #5014 = MAX INC Wear Offset Input (INP.+ Method) #5148 (VMC Boring in Z-Axis) Z 1 = Shift X+ -1 = Shift X- 2 = Shift Y+ -2 = Shift Y- ALL other axes = 0 #5200.5 = 1 High Speed style peck tap (PCP) #5202.0 = 1 for Spindle Orient prior to rigid tap (reboot req.) (ORI) #5213 = Rigid Tap Backoff Dist. #5400.5 = 1 (LV3) Rotates MACRO Variables to be read in active coordinate system - For Probing in TWP. #6001.3 = 1 Output all MACRO Variables on punch (PV5) #6001.6 = 1 #100-#199 not cleared on reset. (CCV) #6005.0 = 1 In Sub Program Call use Sequence Number (SQC) #6008.3 = 1 On reset, POPEN is closed (KOP). #6019.0 = 1 Output all variables as decimal number (MCO) #6019.3 = 0 File Format of output file =PRNTnnnn.DAT (OFN) non =0000-9999 #6019.7 = 1 File Format of output file =PRNTnnnn.DAT (SFN) non =0000-9999 is memorized. #11200.3 = 1 system variable #5061- #5080 Skip Coordinates can be read - for probing with WSEC active (WSK) #11350.1=1 Current section of program only displayed, not look ahead section (APD) (Requires Reboot) #11351.6=1 Parameter Group Names Displayed (GTD) #13451.1 = 1 TWP 0's ok. (ATW) #14701.5 & .4 = 1 Maximum clipboard size. (CLP) (Reboot Req.) #14853.4 = 1 - Able to transfer from memory card to Dataserver. (Reboot Req.) (MDO) #14854.6 = 1 Program Input/Output is enabled during Background Editing (BGO) #19746.4 = 1 (TBP) for G41.2/G42.21 point
-
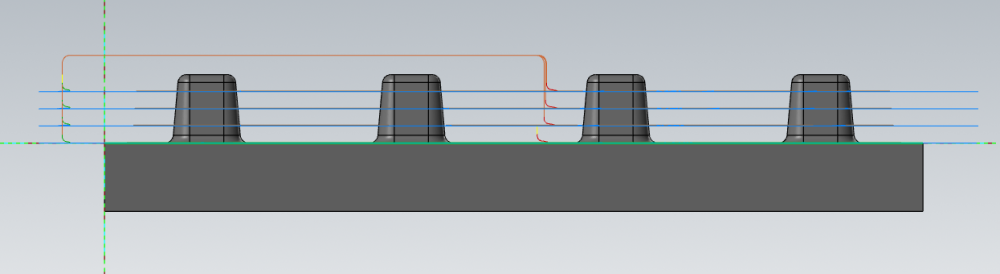
Again you don't provide a file. Here is a sample like yourS with 4 bosses. Only goes up to start the next depth outside the part like it should since the stock is define correctly. Again you keep thinking were the idiots with that arrogance you keep not realizing you are putting out. No file and keep prompting two different CAM Software means you're a shill or a pirate. BIRD FLEW THE COOP REALITY CHECK
 1 point
1 point -
Mastercam will use the graphics card for certain calculations during HSM (High Speed Machining toolpaths) such as Opti, Waterline, Equal Scallop, etc. via the OpenCL (note: C, not G) standard If you're benchmarking programs using the GPU, look for GridComputeServer.exe, as that's the process that handles the GPU utilization: https://my.mastercam.com/knowledgebase/opencl-troubleshooting/ In practice, the calculations being done on the GPU are so trivial for it, that you have to be really logging a lot to notice a blip. The first question people have about using GPU processing is "Why aren't you doing ALL of the calculations on the GPU then!??!?11" The truth is the majority of the time savings of using the GPU for stuff like this is taken up by the operational overhead of managing the data and handing it back and forth from the GPU.1 point
-
The specs alone take it away from a gaming rig... If you're doing workstation work, buy a workstation.....if you're gaming, buy a gaming rig... That's just how I approach it...1 point
-
The difference between Vericut, Camplete & Machsim is like comparing a Rolls Royce = Vericut - Price $$$$ Camplete=Bentley - Price $$$ Machsim= Chevrolet (not a Corvette or even a Camaro) - Price = $0 points