Leaderboard



Popular Content
Showing content with the highest reputation on 04/02/2024 in all areas
-
Thanks for the additional info! Again, I'm not a DMG pilot... I just helped a customer out with the Mastercam side, then handed it off, luckily I know they're quirky machines, especially with that weird canned language.2 points
-
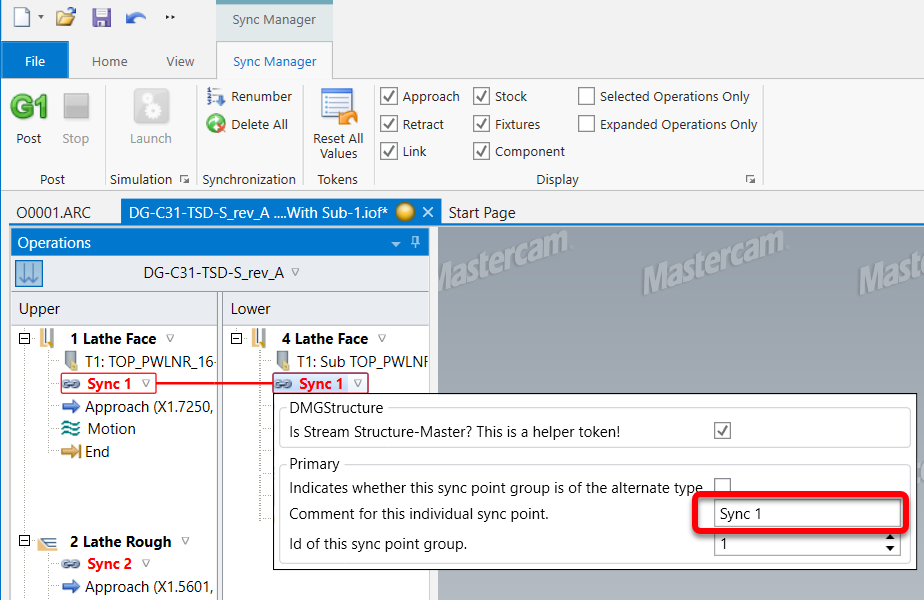
Yep. There was a few setup issues on your part (Machine Properties > Job Setup). I added a spindle toolpath for you and added the syncs. You can download my updated file here: DG-C31-TSD-S_rev_A - With Sub.zip One thing to note is that each of those Syncs need to have a comment, or it'll give you an error on posting:
 2 points
2 points -
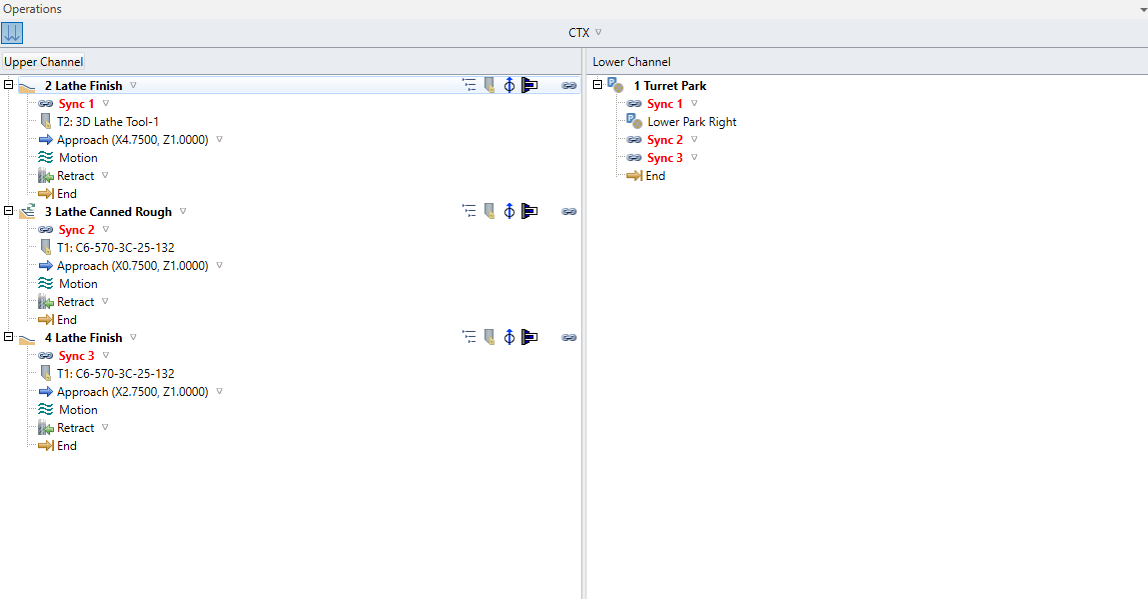
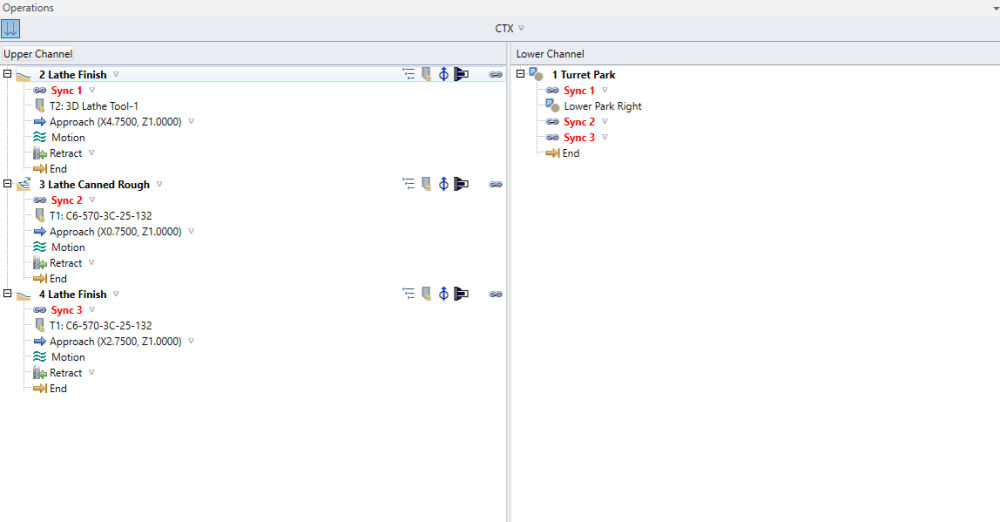
Here is an example of syncing a simple jaw turning program. Notice that all the operations have syncs.
 2 points
2 points -
We also have an NTX. Toolpathing is essentially the same between the CTX and NTX, using the sync manager is where it becomes challenging. The CTX controller breaks each tool path up into its own sub program and using the "syncs" in the sync manager is what creates the sub program. I don't want to get too far into the weeds here but for the program to run there needs to be an equal amount of sub programs in each channel, even if you are not doing anything on the other channel there needs to be dummy operations. At the beginning of each sub there is info that updates the controller on the status of the machine, for example, it will read a variable at the start of each op and see that either the main chuck is empty, has an unmachined part, or has a finished part. It constantly updates the status of both channels so that if you had to stop and restart, you could do so at any part of the program without having to sift through and line up wait codes like you would on an NTX machine.2 points
-
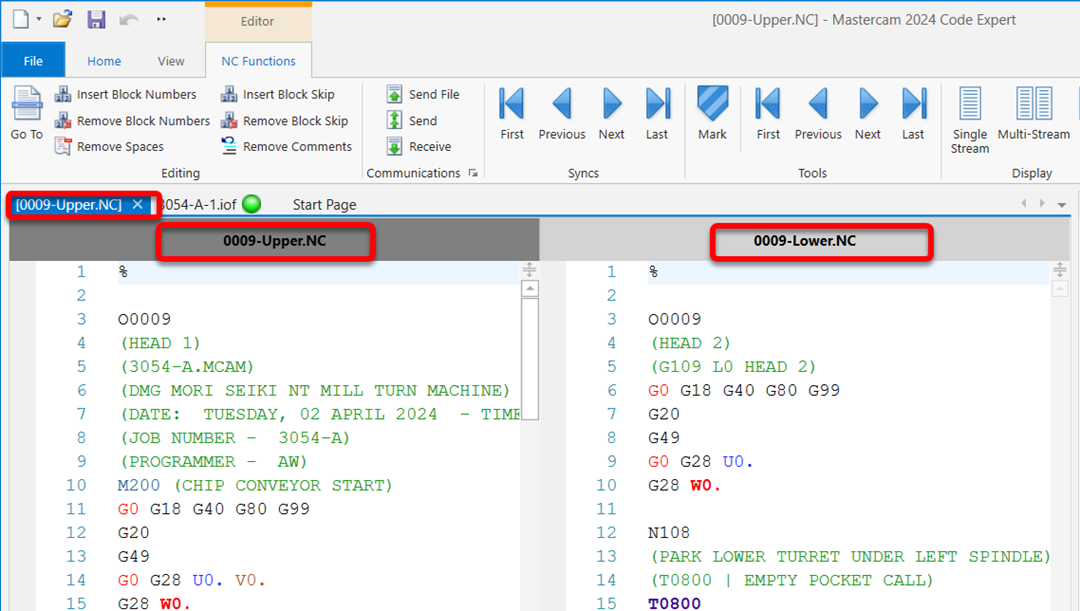
I don't have a CTX handy, but I just did some MT programming for an NTX (to be honest, I'm not sure what the difference is ). When I posted out the code, it will generate a "-upper" and "-lower" version. For example, here's a file 0009 posted: Unfortunately, that's where my knowledge of 'em ends, as I never actually ran one. From what I can tell it was out being output correctly, though, the setup guy/operator I was working with seemed happy enough? If you could post a sample file (zip2go so we have the machine def), we might be able to help specifically. You may already know this, but it chooses the "stream" to output based on the individual toolpaths' "Axis Combination" selection, i.e.: So anything happening on the lower stream has to be programmed to Lower Left/Right. I've seen a lot of old school lathe guys getting into MT forget to check this, as they just set everything up to the Upper Left all their lives.
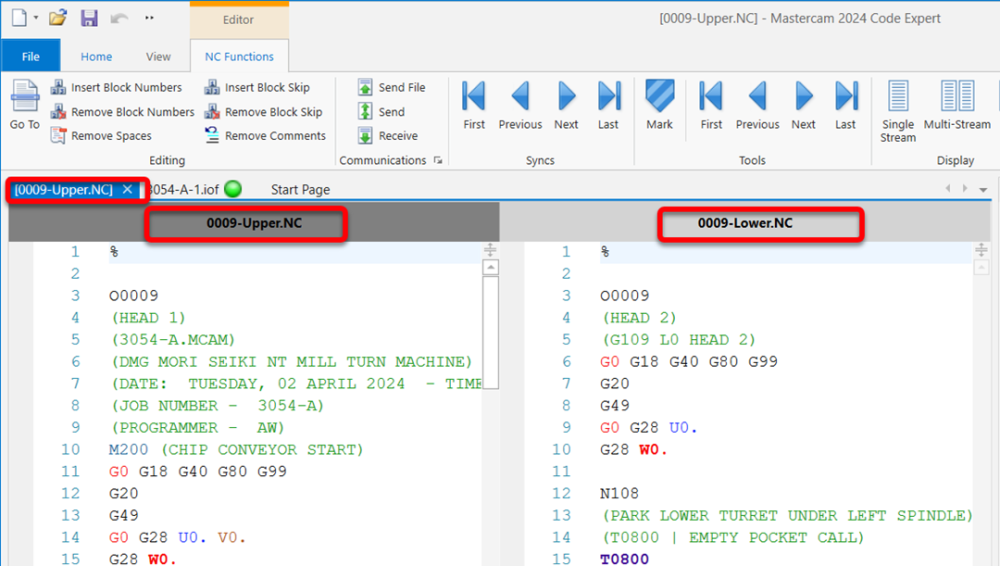

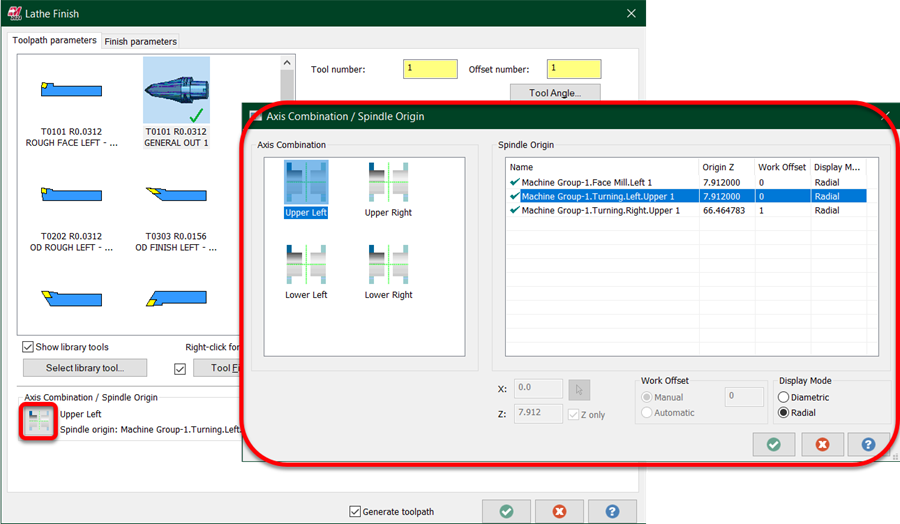 2 points
2 points -
DING DING DING When running high feed cutters, in my experience, when climb should have worked best, conventional cutting has worked better, as well as the opposite case. It is highly dependent on toolpath style as well as material and part shape. When running in Ti, Inco, or other super alloys, I now always advise my customers to try both ways. I have seen 3-5x differences in tool life with zero difference in processing time or speeds and feeds. When you get that much more life often I have been able to really boost productivity by then balancing the tool life with speed and hitting the right tool change interval. Let's just say you get 1 part going climb, you switch to conventional and you get 5 parts. You then increase the speed 30%, and now you get 2.5 parts. So you bump it up 5% more and now you get 2.1 parts and change them at 2 so you have a little wiggle room. 35% on productivity is huge and think, you are using 50% of the inserts you were. It's a made up example, but to Ron's point. TEST TEST TEST, you won't know unless you try.2 points
-
Regarding the comments, it was taught to me by a DMG tech, that for the paths that work on the main spindle the comment needs to be "SP4" and for the sub spindle "SP3". For most situations the syncs have to be opposite from one another. In the screenshot i showed the comment for sync 1 on the upper channel is SP4 and the comment for sync 1 on the lower channel is SP3.1 point
-
We have two CTX Beta TC 4A's and they have been nothing short of a pain to program. Ours have Siemens controllers that read Gildemeister structure, so maybe not the same situation you are in. What I do know is that for ours to run the controller needs code in both channels, even if you are only using one channel. For instance, if we are only using the main chuck and upper tool spindle in a program we will also program a dummy operation for the second channel. In most cases the dummy operation would be something like a turret park. Then in the sync manager you have to sync every operation from channel one to that turret park in channel two. We have been working with Mastercam and DMG for almost two years and there are still quite a bit of work arounds to get the CTX machines to play nicely with the Mastercam Mill/Turn module.1 point
-
Rusty Those look like pretty cool machines. CTX Gamma I can't help you with your problem, but I have moved your post to the Industrial Forum, where it will get more eyeballs. I'm sure there is someone here who can help. Which model did you buy?1 point
-
Hi Aaron... 2024....I don’t have time to switch to English ...sorry!
 1 point
1 point -
We have a few of the OMG heads here, larger than your requirement but they do smaller heads - Angle Heads Series BY OMG AMERICA -1 point
-
Nothing says "easy to machine" quite like putting a tool to Silicon Carbide. Try 6 C. https://6c-tools.ch/en/produkte/1 point
-
Post a file with your attempt and someone can try to point you in the correct direction.1 point
-
It's probably welding to the drill causing it to enlarge parts of the hole. I would think something uncoated would be best. I would Try cutting the spindle speed and increase the chip with a small peck. Maybe a parabolic drill1 point
-
Because terminology is CRITICAL in CNC Functions, it is important to understand Sub-Programs and Sub-Routines ARE different. Most people think the terms can be freely interchanged but they should not be IMHO. A Sub-Program is a call to an external program. M98/M198Pnnnn or M98/M198<EXAMPLE> A Sub-Routine is a call within the same program. M98Q1234 with the Q being the routing/section to jump to. And because we're taking about this stuff, may as well mention MACRO calls; G65Pnnn or custom G-Codes or custom M-Codes and perhaps passing some arguments along. Here's a PDF we pass along to our customers that is pretty rich in details/explanations about FANUC Custom MACRO B. Some of the credit as tonsome of the details in it should go to some of our fellow eMastercammers that like to talk trash about FANUC controls not being able to do this or that. We're at Rev. D. As questions get asked, and we get time, it gets updated. Hope this helps. https://www.dropbox.com/scl/fi/w6fbkogex8wytpnqp7mgc/Custom-MACRO-B-Simplified-Guide.pdf?rlkey=ko1e4jlqgwt42x0829qwe62gg&dl=01 point
-
If high radial DOC and small axial, I like to zig zag, if high axial and lower radial (think HEM style milling) I like climb only1 point
-
1 point
-
Unforturnately, we are still stuck on 2023 still so I can't look at your file. If you can send a 23 file I could take a look and show you how I process parts to make them run on these machines.0 points
-
For a $1,000,000 I am wiling to give it a shot.0 points