Grievous
-
Posts
166 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Grievous
-
Looks good from what I can see... go ahead man...lol
- 1 reply
-
- 1
-

-
Just a suggestion on how you can do that. I use a param in the begining of program where I store the workoffset#, and keep recall it If u use more then 2 wpc on your prg things gets a bit complicated but u can do it(use buffers) . This way your guys can change on the fly what workoffset# they want to use, and you won't need to change ur MC file Fanuc: G20(INCH PROGRAM) #531=58.(WPC USED) G90G10L2P0X0Y0Z0W0B0 G90G10L2P5X-40.1815Y-22.0008Z-47.086W-5.B359.995 G59G90G40G80G98G17 M301(RETRACT FOR TOOL CHANGE) M01 (--------------------) N4T4(2" INS EM R0.06 FIN TC=6) M6(MAX=Z5. MIN=Z2.7) M01(FINISH WALLS LEFT-1-WEAR COMP/DIA2.) (EXTRA ON XY=0. / EXTRA ON Z=0.) G#531M200 G08P1 S800F30.M13 M08 M198P302 M301 M01 Sinumerik: $P_UIFR[1]=CTRANS(X,-299.18,Y,-299.555,Z,-493.57,A,0,C,178.702) G700 ;G700=INCH / G710=METRIC PROGRAM SMOOTHING_ON: CYCLE832(.002,112001) ;High Speed settings ON SMOOTHING_OFF: CYCLE832() ; ;----DATUM USED ---- DATUM: G54 D1 ENDLABEL: CYCLE800(1,"",10,39,,,,,,,,,,-1) TCHANGE ;RETRACT FOR TOOL CHANGE) ; ;***RESTART OPTION*** GOTOF "SEQUENCE"<<R1 ;(JUMP) ; ;************** SEQUENCE1: G700 ;MSG("--- 2" INS E/M ---") CANCEL_ALL T1 M06 ;MAX 4. / MIN -.06 RETRACT ;RETRACT Z M50 LOAD_RPM_T1: S770 F72. M3 ENDLABEL: M8 ;GOTOF "SEQUENCE1_"<<R2 ;(SUB_JUMP) ;----------- SEQUENCE1_1: REPEATB DATUM ;SET ACTIVE WPC CYCLE800(1,"",10,39,,,,180.,90.,,,,,-1) ;----------- MSG("FACE BACK-WEAR COMP/DIA2.") ; EXTRA ON XY=0. EXTRA ON Z=.005 G90 G0 X-5.7466 Y1.45 ............. RETRACT ;RETRACT Z MSG("SIDES-WEAR COMP/DIA2.") ; EXTRA ON XY=.005 EXTRA ON Z=0. ;----------- SEQUENCE1_3: REPEAT DATUM ;----------- REPEATB LOAD_RPM_T1 G90 G0 X-4.17 Y-2.89
-
So gents... ..in the end can someone layout in very specific way and with details, how this guy can achieve that 0.001 true position using probing cycles? I'm asking because I'd like to learn also how. Or he should buy camplete cuz that software has a miraculous function on how to achieve that tolerance. Thanks guys
-
This is so funny..lol Why you guys even bother bringing arguments pro-fanuc or pro-Sinumerik. It's well known that Sinumerik is the most powerful controller out there.
-

Multi-axis Facets no matter what I try...
Grievous replied to jaydenn's topic in Machining, Tools, Cutting & Probing
Just a question. What's the value you have on angle increment in tool axis control? -
This new file has all the rads from that model finished....didn't have time to finish all on the 1st file I attached ...busy here....lol ajmer_ihs_CORNER RADIUS.mcam
-
How about a simpler solution? I will finish the walls and floors til where the rad starts then do the rads like in the example attached. I would also add some multipass cuts to just remove the most of material on those rads 1st leaving let's say 0.01, then a finish cut like in the file. You can have comp on the cutter and control the size also and plus less code. See attachment ajmer_ihs_CORNER RADIUS.mcam
-
False tool break detection
Grievous replied to Cory M. Pio's topic in Machining, Tools, Cutting & Probing
+1 Sinumerik is a different animal. If a manufacturer configure his machine well, with all what Sinumerik can do, it blows out any controller out there in any application. Fanuc is reliable mostly cuz ..let's say..his "simplicity" and from here is easier to handle by a manufacturer. But is growing,.. and the more will grow, the more difficult to handle will be. -
"h" tool length offsets
Grievous replied to zappafanx's topic in Machining, Tools, Cutting & Probing
Well...sometimes you can. ..this a proven program from last week. Sometimes is just about settings on controller N50T50(2" HF INS EM)M06(MAX=Z29.6005 | MIN=Z-.4)M01(CORNER 1 CUT EXTRA-WEAR COMP/DIA2.)(EXTRA ON XY=0. / EXTRA ON Z=0.)G54G90G00G43.4H50D50Z8.X-24.Y23.A0B0C0S900F60.M03Z8.M07A-.897B7.287G43.1G68X0.Y0.Z0.I0.J0.K1.R97.034G68X0Y0Z0I1.J0.K0.R7.342G90G00X25.766Y21.8528Z5.2506X17.3648Y19.944Z5.Z4.32G01Z4.2601G41X17.3437Y19.8462..G01G40X24.5165Y17.7708G00Z5.X25.766Y21.8528Z5.2506 (CUT CORNER-1 F1-COMPUTER COMP/DIA2.)(EXTRA ON SURF=0./EXTRA ON CHECK SURF=.01)G69G43.4X-24.Y23.Z8.A0B0A-19.388B-48.557G43.1G68X0.Y0.Z0.I0.J0.K1.R244.851G68X0Y0Z0I1.J0.K0.R51.366G90G00X-10.6205Y-13.417Z29.6005X-4.3355Y-10.4343Z24.Z23.2374..G00Z24.X-10.6205Y-13.417Z29.6005M09G69G91G49G53Z0M05G91G0G28Y0A0B0C0M01.. -
"h" tool length offsets
Grievous replied to zappafanx's topic in Machining, Tools, Cutting & Probing
Check in parameter manual: - #5003 LVC, LVK, CCN - #5001 EVO - #3402 CLR - #3409 CFH, Cxx Save actual values and give it a try -
SSV on turning - Has anyone used this?
Grievous replied to Watcher's topic in Machining, Tools, Cutting & Probing
http://www.industry.siemens.com/topics/global/en/cnc4you/tips_and_tricks/pages/vibration-control-turning-workpieces-with-sinumerik.aspx https://support.industry.siemens.com/cs/document/78452062/sinumerik-828d-840d-sl%3A-avoiding-vibration-in-slewing-gear-pieces?dti=0&lc=en-WW -
Yep...same problem here. I think the new Tool change option from Safety Zone is causing the issue. There is no option to not have this option disabled somehow. It will "feed" a tool change regardless of what option from those 3 you choose. Post must be changed. I just temporary disabled the switch in my post who was causing the retraction, then post my tool path. I didn't have time to look into it, 'cause different scenarios...and no time... Anybody else looked more into that?
-
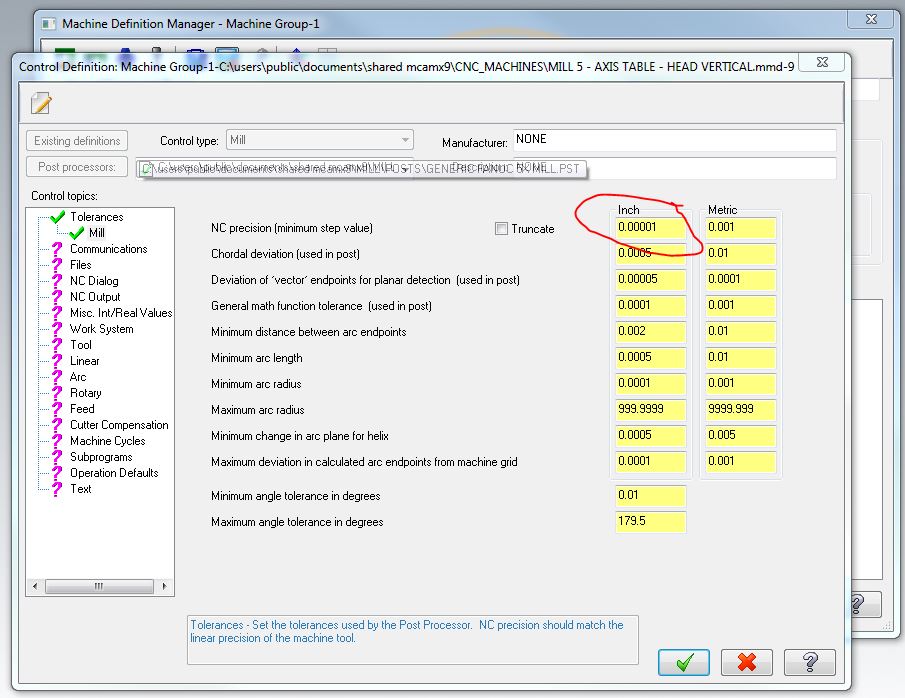
I'm using in machine for a inch file like in this example and same result (I uploaded the file just above).. So won't help..sorry. About features being cut oversize...well.. sometime no....it will gauge. Let me elaborate and show you what it can happen: Sinumerik controller: T1 M6 G54 D1 G90 G0 X-.754 Y4.1 Z.1 Z0 N5 G1 G41 X-.9367 N6 G3 X-.9368 Y4.1 Z-.445 I.1827 J0. TURN=22 N7 X-.5713 Y4.1 Z-.455 I.1827 J0. N8 X-.5713 Y4.1 I-.1827 J0. N9 G1 G40 X-.754 N10 G0 Z1. N12 M30 In this situation a gouge can occur. When? Let's say the operator has to interpolate a fine bore and he's putting a 0.005 or 0.01 in tool data in the controller to check what size he'll get, and compensate after. Since the starting pos in G1 line and the end of arc abs position are different, the controller will interpolate like in the pics I posted. If those points r identical, then there is no problem for him to keep adjusting the cutter size. Even if there is no comp in tool data the actual tool movement won't be a truly cylindrical one, but very close. If you keep changing the Xpos of the point in the G1 line(you can increase or decrease the value as per 2nd pic) and simulate in cimco and look from front plane (Siemens 840D adv) you will see the difference. So if the points match=>no issue. If the points differ=>issues. This is from experience playing at the controller. I know that some can advice to do all kind of things to avoid this problem, but again is not about that. It's about getting spotless code up to the last 0.0001 from a CAM system, and that's were I'm pointing now. Again, if someone can point me in the direction to achieve no variation in X Y I or J using that file uploaded then will be great, and my problem will be solved. Thanks a lot. Arc.mcx-9


-
Thanks Ron for taking your time looking into this. All In-House 5x posts and default ones (at least mine) have same issue, and when your have a machine where you want your arcs 360deg is even worse cuz you can get errors like the one I pointed b4: N5 G41 X-.9367 N6 G3 X-.9368 Y4.1 Z-.445 I.1827 J0. TURN=22 Keep changing the tolerance around between planes 2get good output is not a valid solution, I think we all agree 2 that. As for your solution, I know is just a temporary fix...what you are doing when you forget about that or you don't check your code?... And of course there are other solutions (changing cutter size..etc etc.). What I'm looking for is 2 solve the problem at it's core, and the issue to be addressed and fixed (unless someone is finding that I'm doing something wrong....I wish that, cuz the problem will be solved...lol). So maybe someone from In-House can look into that pls. Btw: did your 5x post from Postability gives you a good code for both planes/operations? Thx
-
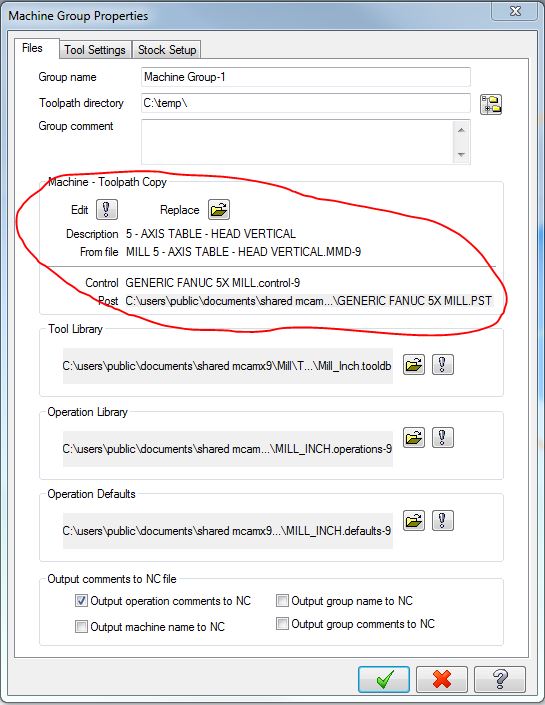
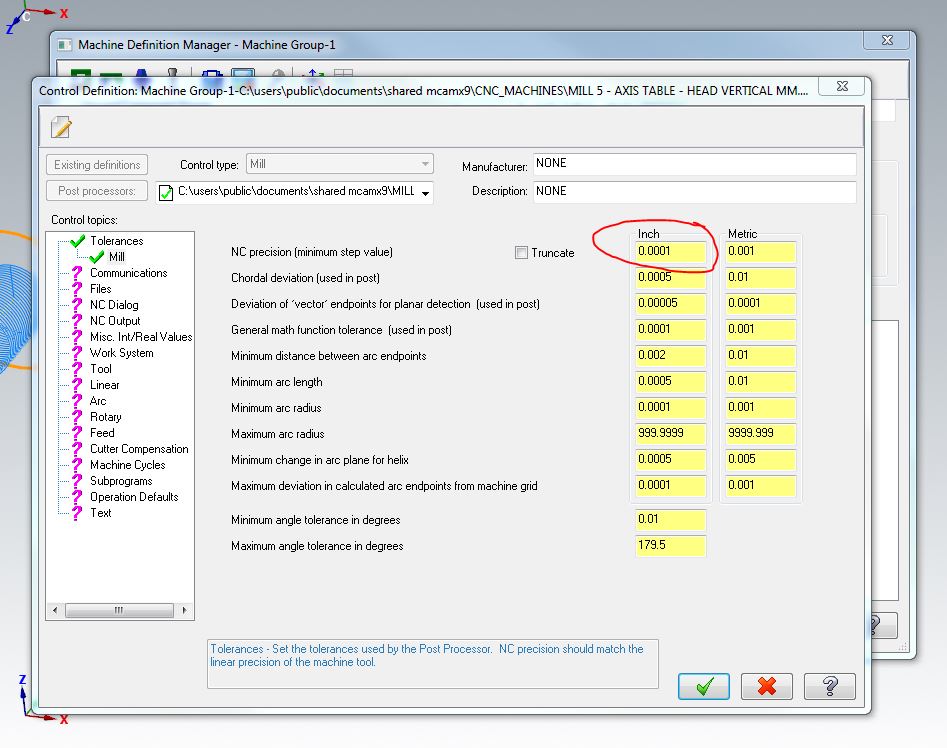
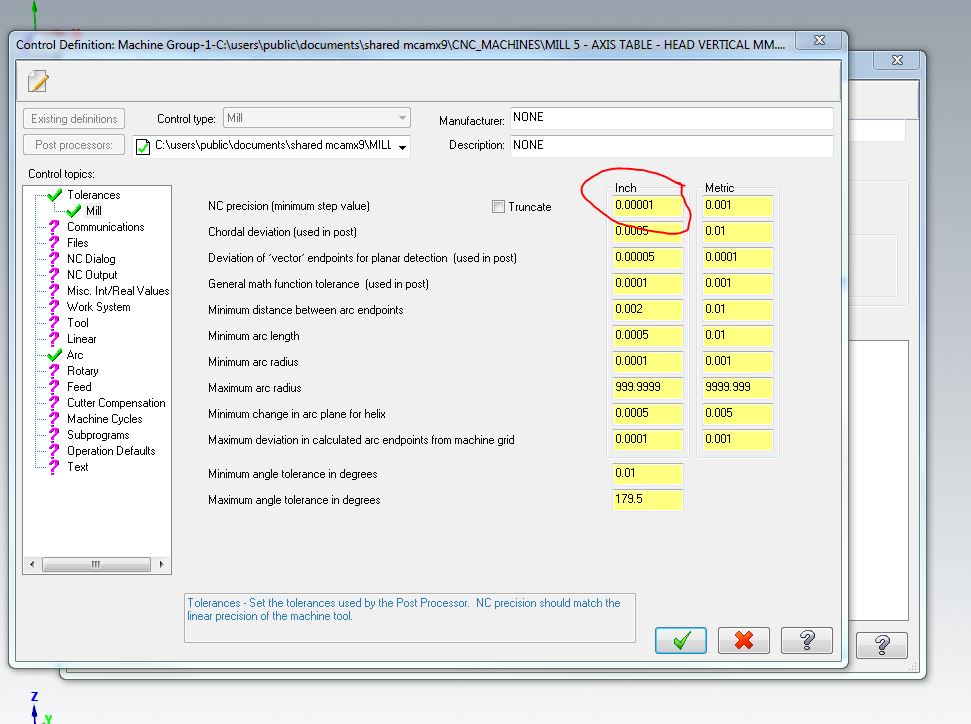
You are using a different MD (a 4axis one). Use a 5axis MD, and post same file pls..and you wont get same results even with those settings you pointed b4 I used a default one (check my file)
-
Yep...did that and I'm getting this (look at 2nd op) %:0001(ARC)(DATE=DD-MM-YY - 09-05-16 TIME=HH:MM - 14:02)(MCX FILE - C:\USERS\COPINCA\DESKTOP\ARC.MCX-9)(NC FILE - C:\TEMP\ARC.NC)(MATERIAL - ALUMINUM INCH - 2024)(T1|3/16 EM |H1|D1|WEAR COMP|TOOL DIA. - .1875)(T2|3/8 EM |H2|D2|WEAR COMP|TOOL DIA. - .375|XY STOCK TO LEAVE - .005|Z STOCK TO LEAVE - 0.)N100 G20N102 G0 G17 G40 G80 G90 G94 G98N104 G0 G28 G91 Z0.N106 G0 G28 X0. Y0.(3/16 EM |TOOL - 1|DIA. OFF. - 1|LEN. - 1|TOOL DIA. - .1875)(HELIX BORE)N108 T1 M6N110 G0 G54 G90 X-2.5 Y0. C0. B0. S4000 M3N112 G43 H1 Z1.N114 Z.1N116 G1 Z0. F15.N118 G41 D1 X-2.5313N120 G3 X-2.5 Y-.0313 Z-.005 I.0313N122 X-2.4688 Y0. Z-.01 J.0313N124 X-2.5 Y.0313 Z-.015 I-.0313N126 X-2.5313 Y0. Z-.02 J-.0313N128 X-2.5 Y-.0313 Z-.025 I.0313N130 X-2.4688 Y0. Z-.03 J.0313N132 X-2.5 Y.0313 Z-.035 I-.0313N134 X-2.5313 Y0. Z-.04 J-.0313N136 X-2.5 Y-.0313 Z-.045 I.0313N138 X-2.4688 Y0. Z-.05 J.0313N140 X-2.5 Y.0313 Z-.055 I-.0313N142 X-2.5313 Y0. Z-.06 J-.0313N144 X-2.5 Y-.0313 Z-.065 I.0313N146 X-2.4688 Y0. Z-.07 J.0313N148 X-2.5 Y.0313 Z-.075 I-.0313N150 X-2.5313 Y0. Z-.08 J-.0313N152 X-2.5 Y-.0313 Z-.085 I.0313N154 X-2.4688 Y0. Z-.09 J.0313N156 X-2.5 Y.0313 Z-.095 I-.0313N158 X-2.5313 Y0. Z-.1 J-.0313N160 X-2.5 Y-.0313 Z-.105 I.0313N162 X-2.4688 Y0. Z-.11 J.0313N164 X-2.5 Y.0313 Z-.11 I-.0313N166 X-2.5313 Y0. Z-.11 J-.0313N168 X-2.5 Y-.0313 Z-.11 I.0313N170 X-2.4688 Y0. Z-.11 J.0313N172 G1 G40 X-2.5N174 G0 Z1.N176 X2.5N178 Z.1N180 G1 Z0.N182 G41 D1 X2.4688N184 G3 X2.5 Y-.0313 Z-.005 I.0313N186 X2.5313 Y0. Z-.01 J.0313N188 X2.5 Y.0313 Z-.015 I-.0313N190 X2.4688 Y0. Z-.02 J-.0313N192 X2.5 Y-.0313 Z-.025 I.0313N194 X2.5313 Y0. Z-.03 J.0313N196 X2.5 Y.0313 Z-.035 I-.0313N198 X2.4688 Y0. Z-.04 J-.0313N200 X2.5 Y-.0313 Z-.045 I.0313N202 X2.5313 Y0. Z-.05 J.0313N204 X2.5 Y.0313 Z-.055 I-.0313N206 X2.4688 Y0. Z-.06 J-.0313N208 X2.5 Y-.0313 Z-.065 I.0313N210 X2.5313 Y0. Z-.07 J.0313N212 X2.5 Y.0313 Z-.075 I-.0313N214 X2.4688 Y0. Z-.08 J-.0313N216 X2.5 Y-.0313 Z-.085 I.0313N218 X2.5313 Y0. Z-.09 J.0313N220 X2.5 Y.0313 Z-.095 I-.0313N222 X2.4688 Y0. Z-.1 J-.0313N224 X2.5 Y-.0313 Z-.105 I.0313N226 X2.5313 Y0. Z-.11 J.0313N228 X2.5 Y.0313 Z-.11 I-.0313N230 X2.4688 Y0. Z-.11 J-.0313N232 X2.5 Y-.0313 Z-.11 I.0313N234 X2.5313 Y0. Z-.11 J.0313N236 G1 G40 X2.5N238 G0 Z1.N240 M5N242 G0 G28 G91 Z0.N244 G28N246 M01N248 G0 G17 G40 G80 G90 G94 G98N250 G0 G28 G91 Z0.(3/8 EM |TOOL - 2|DIA. OFF. - 2|LEN. - 2|TOOL DIA. - .375)(HELIX BORE)N252 T2 M6N254 G0 G54 G90 X-.754 Y4.1 C180. B-90. S2000 M3N256 G43 H2 Z1.N258 Z.065N260 G1 Z.015 F10.N262 G41 D2 X-.9367N264 G3 X-.754 Y3.9173 Z.01 I.1827N266 X-.5713 Y4.1 Z.005 J.1827N268 X-.754 Y4.2828 Z0. I-.1827N270 X-.9367 Y4.1 Z-.005 J-.1828N272 X-.754 Y3.9173 Z-.01 I.1827N274 X-.5713 Y4.1 Z-.015 J.1827N276 X-.754 Y4.2828 Z-.02 I-.1827N278 X-.9367 Y4.1 Z-.025 J-.1828N280 X-.754 Y3.9173 Z-.03 I.1827N282 X-.5713 Y4.1 Z-.035 J.1827N284 X-.754 Y4.2828 Z-.04 I-.1827N286 X-.9367 Y4.1 Z-.045 J-.1828N288 X-.754 Y3.9173 Z-.05 I.1827N290 X-.5713 Y4.1 Z-.055 J.1827N292 X-.754 Y4.2828 Z-.06 I-.1827N294 X-.9367 Y4.1 Z-.065 J-.1828N296 X-.754 Y3.9173 Z-.07 I.1827N298 X-.5713 Y4.1 Z-.075 J.1827N300 X-.754 Y4.2828 Z-.08 I-.1827N302 X-.9367 Y4.1 Z-.085 J-.1828N304 X-.754 Y3.9173 Z-.09 I.1827N306 X-.5713 Y4.1 Z-.095 J.1827N308 X-.754 Y4.2828 Z-.1 I-.1827N310 X-.9367 Y4.1 Z-.105 J-.1828N312 X-.754 Y3.9173 Z-.11 I.1827N314 X-.5713 Y4.1 Z-.115 J.1827N316 X-.754 Y4.2828 Z-.12 I-.1827N318 X-.9367 Y4.1 Z-.125 J-.1828N320 X-.754 Y3.9173 Z-.13 I.1827N322 X-.5713 Y4.1 Z-.135 J.1827N324 X-.754 Y4.2828 Z-.14 I-.1827N326 X-.9367 Y4.1 Z-.145 J-.1828N328 X-.754 Y3.9173 Z-.15 I.1827N330 X-.5713 Y4.1 Z-.155 J.1827N332 X-.754 Y4.2828 Z-.16 I-.1827N334 X-.9367 Y4.1 Z-.165 J-.1828N336 X-.754 Y3.9173 Z-.17 I.1827N338 X-.5713 Y4.1 Z-.175 J.1827N340 X-.754 Y4.2828 Z-.18 I-.1827N342 X-.9367 Y4.1 Z-.185 J-.1828N344 X-.754 Y3.9173 Z-.19 I.1827N346 X-.5713 Y4.1 Z-.195 J.1827N348 X-.754 Y4.2828 Z-.2 I-.1827N350 X-.9367 Y4.1 Z-.205 J-.1828N352 X-.754 Y3.9173 Z-.21 I.1827N354 X-.5713 Y4.1 Z-.215 J.1827N356 X-.754 Y4.2828 Z-.22 I-.1827N358 X-.9367 Y4.1 Z-.225 J-.1828N360 X-.754 Y3.9173 Z-.23 I.1827N362 X-.5713 Y4.1 Z-.235 J.1827N364 X-.754 Y4.2828 Z-.24 I-.1827N366 X-.9367 Y4.1 Z-.245 J-.1828N368 X-.754 Y3.9173 Z-.25 I.1827N370 X-.5713 Y4.1 Z-.255 J.1827N372 X-.754 Y4.2828 Z-.26 I-.1827N374 X-.9367 Y4.1 Z-.265 J-.1828N376 X-.754 Y3.9173 Z-.27 I.1827N378 X-.5713 Y4.1 Z-.275 J.1827N380 X-.754 Y4.2828 Z-.28 I-.1827N382 X-.9367 Y4.1 Z-.285 J-.1828N384 X-.754 Y3.9173 Z-.29 I.1827N386 X-.5713 Y4.1 Z-.295 J.1827N388 X-.754 Y4.2828 Z-.3 I-.1827N390 X-.9367 Y4.1 Z-.305 J-.1828N392 X-.754 Y3.9173 Z-.31 I.1827N394 X-.5713 Y4.1 Z-.315 J.1827N396 X-.754 Y4.2828 Z-.32 I-.1827N398 X-.9367 Y4.1 Z-.325 J-.1828N400 X-.754 Y3.9173 Z-.33 I.1827N402 X-.5713 Y4.1 Z-.335 J.1827N404 X-.754 Y4.2828 Z-.34 I-.1827N406 X-.9367 Y4.1 Z-.345 J-.1828N408 X-.754 Y3.9173 Z-.35 I.1827N410 X-.5713 Y4.1 Z-.355 J.1827N412 X-.754 Y4.2828 Z-.36 I-.1827N414 X-.9367 Y4.1 Z-.365 J-.1828N416 X-.754 Y3.9173 Z-.37 I.1827N418 X-.5713 Y4.1 Z-.375 J.1827N420 X-.754 Y4.2828 Z-.38 I-.1827N422 X-.9367 Y4.1 Z-.385 J-.1828N424 X-.754 Y3.9173 Z-.39 I.1827N426 X-.5713 Y4.1 Z-.395 J.1827N428 X-.754 Y4.2828 Z-.4 I-.1827N430 X-.9367 Y4.1 Z-.405 J-.1828N432 X-.754 Y3.9173 Z-.41 I.1827N434 X-.5713 Y4.1 Z-.415 J.1827N436 X-.754 Y4.2828 Z-.42 I-.1827N438 X-.9367 Y4.1 Z-.425 J-.1828N440 X-.754 Y3.9173 Z-.43 I.1827N442 X-.5713 Y4.1 Z-.435 J.1827N444 X-.754 Y4.2828 Z-.44 I-.1827N446 X-.9367 Y4.1 Z-.445 J-.1828N448 X-.754 Y3.9173 Z-.45 I.1827N450 X-.5713 Y4.1 Z-.455 J.1827N452 X-.754 Y4.2828 Z-.455 I-.1827N454 X-.9367 Y4.1 Z-.455 J-.1828N456 X-.754 Y3.9173 Z-.455 I.1827N458 X-.5713 Y4.1 Z-.455 J.1827N460 G1 G40 X-.754N462 G0 Z1.N464 M5N466 G0 G28 G91 Z0.N468 G0 G28 X0. Y0.N470 G28 C0. B0.N472 M30% Arc.mcx-9

-
Yes I replaced like you said (pic attached), and I'm getting this code :0001(ARC)(DATE=DD-MM-YY - 09-05-16 TIME=HH:MM - 13:10)(MCX FILE - C:\USERS\COPINCA\DESKTOP\ARC.MCX-9)(NC FILE - C:\TEMP\ARC.NC)(MATERIAL - ALUMINUM INCH - 2024)(T1|3/16 EM |H1|D1|WEAR COMP|TOOL DIA. - .1875)(T2|3/8 EM |H2|D2|WEAR COMP|TOOL DIA. - .375|XY STOCK TO LEAVE - .005|Z STOCK TO LEAVE - 0.)N100 G20N102 G0 G17 G40 G80 G90 G94 G98N104 G0 G28 G91 Z0.N106 G0 G28 X0. Y0.(3/16 EM |TOOL - 1|DIA. OFF. - 1|LEN. - 1|TOOL DIA. - .1875)(HELIX BORE)N108 T1 M6N110 G0 G54 G90 X-2.5 Y0. C0. B0. S4000 M3N112 G43 H1 Z1.N114 Z.1N116 G1 Z0. F15.N118 G41 D1 X-2.5313N120 G3 X-2.5 Y-.0313 Z-.005 I.0313N122 X-2.4687 Y0. Z-.01 J.0313N124 X-2.5 Y.0313 Z-.015 I-.0313N126 X-2.5313 Y0. Z-.02 J-.0313N128 X-2.5 Y-.0313 Z-.025 I.0313N130 X-2.4687 Y0. Z-.03 J.0313N132 X-2.5 Y.0313 Z-.035 I-.0313N134 X-2.5313 Y0. Z-.04 J-.0313N136 X-2.5 Y-.0313 Z-.045 I.0313N138 X-2.4687 Y0. Z-.05 J.0313N140 X-2.5 Y.0313 Z-.055 I-.0313N142 X-2.5313 Y0. Z-.06 J-.0313N144 X-2.5 Y-.0313 Z-.065 I.0313N146 X-2.4687 Y0. Z-.07 J.0313N148 X-2.5 Y.0313 Z-.075 I-.0313N150 X-2.5313 Y0. Z-.08 J-.0313N152 X-2.5 Y-.0313 Z-.085 I.0313N154 X-2.4687 Y0. Z-.09 J.0313N156 X-2.5 Y.0313 Z-.095 I-.0313N158 X-2.5313 Y0. Z-.1 J-.0313N160 X-2.5 Y-.0313 Z-.105 I.0313N162 X-2.4688 Y0. Z-.11 J.0313N164 X-2.5 Y.0312 Z-.11 I-.0312N166 X-2.5312 Y0. Z-.11 J-.0312N168 X-2.5 Y-.0312 Z-.11 I.0312N170 X-2.4688 Y0. Z-.11 J.0312N172 G1 G40 X-2.5N174 G0 Z1.N176 X2.5N178 Z.1N180 G1 Z0.N182 G41 D1 X2.4688N184 G3 X2.5 Y-.0312 Z-.005 I.0312N186 X2.5312 Y0. Z-.01 J.0312N188 X2.5 Y.0312 Z-.015 I-.0312N190 X2.4688 Y0. Z-.02 J-.0312N192 X2.5 Y-.0312 Z-.025 I.0312N194 X2.5312 Y0. Z-.03 J.0312N196 X2.5 Y.0312 Z-.035 I-.0312N198 X2.4688 Y0. Z-.04 J-.0312N200 X2.5 Y-.0312 Z-.045 I.0312N202 X2.5312 Y0. Z-.05 J.0312N204 X2.5 Y.0312 Z-.055 I-.0312N206 X2.4688 Y0. Z-.06 J-.0312N208 X2.5 Y-.0312 Z-.065 I.0312N210 X2.5312 Y0. Z-.07 J.0312N212 X2.5 Y.0312 Z-.075 I-.0312N214 X2.4688 Y0. Z-.08 J-.0312N216 X2.5 Y-.0312 Z-.085 I.0312N218 X2.5312 Y0. Z-.09 J.0312N220 X2.5 Y.0312 Z-.095 I-.0312N222 X2.4688 Y0. Z-.1 J-.0312N224 X2.5 Y-.0312 Z-.105 I.0312N226 X2.5313 Y0. Z-.11 J.0312N228 X2.5 Y.0313 Z-.11 I-.0313N230 X2.4687 Y0. Z-.11 J-.0313N232 X2.5 Y-.0313 Z-.11 I.0313N234 X2.5313 Y0. Z-.11 J.0313N236 G1 G40 X2.5N238 G0 Z1.N240 M5N242 G0 G28 G91 Z0.N244 G28N246 M01N248 G0 G17 G40 G80 G90 G94 G98N250 G0 G28 G91 Z0.(3/8 EM |TOOL - 2|DIA. OFF. - 2|LEN. - 2|TOOL DIA. - .375)(HELIX BORE)N252 T2 M6N254 G0 G54 G90 X-.754 Y4.1 C180. B-90. S2000 M3N256 G43 H2 Z1.N258 Z.065N260 G1 Z.015 F10.N262 G41 D2 X-.9367N264 G3 X-.754 Y3.9173 Z.01 I.1827N266 X-.5713 Y4.1 Z.005 J.1827N268 X-.754 Y4.2827 Z0. I-.1827N270 X-.9367 Y4.1 Z-.005 J-.1827N272 X-.754 Y3.9173 Z-.01 I.1827N274 X-.5713 Y4.1 Z-.015 J.1827N276 X-.754 Y4.2827 Z-.02 I-.1827N278 X-.9367 Y4.1 Z-.025 J-.1827N280 X-.754 Y3.9173 Z-.03 I.1827N282 X-.5713 Y4.1 Z-.035 J.1827N284 X-.754 Y4.2827 Z-.04 I-.1827N286 X-.9367 Y4.1 Z-.045 J-.1827N288 X-.754 Y3.9173 Z-.05 I.1827N290 X-.5713 Y4.1 Z-.055 J.1827N292 X-.754 Y4.2827 Z-.06 I-.1827N294 X-.9367 Y4.1 Z-.065 J-.1827N296 X-.754 Y3.9173 Z-.07 I.1827N298 X-.5713 Y4.1 Z-.075 J.1827N300 X-.754 Y4.2827 Z-.08 I-.1827N302 X-.9367 Y4.1 Z-.085 J-.1827N304 X-.754 Y3.9173 Z-.09 I.1827N306 X-.5713 Y4.1 Z-.095 J.1827N308 X-.754 Y4.2827 Z-.1 I-.1827N310 X-.9367 Y4.1 Z-.105 J-.1827N312 X-.754 Y3.9173 Z-.11 I.1827N314 X-.5713 Y4.1 Z-.115 J.1827N316 X-.754 Y4.2827 Z-.12 I-.1827N318 X-.9367 Y4.1 Z-.125 J-.1827N320 X-.754 Y3.9173 Z-.13 I.1827N322 X-.5713 Y4.1 Z-.135 J.1827N324 X-.754 Y4.2827 Z-.14 I-.1827N326 X-.9367 Y4.1 Z-.145 J-.1827N328 X-.754 Y3.9173 Z-.15 I.1827N330 X-.5713 Y4.1 Z-.155 J.1827N332 X-.754 Y4.2827 Z-.16 I-.1827N334 X-.9367 Y4.1 Z-.165 J-.1827N336 X-.754 Y3.9173 Z-.17 I.1827N338 X-.5713 Y4.1 Z-.175 J.1827N340 X-.754 Y4.2827 Z-.18 I-.1827N342 X-.9367 Y4.1 Z-.185 J-.1827N344 X-.754 Y3.9173 Z-.19 I.1827N346 X-.5713 Y4.1 Z-.195 J.1827N348 X-.754 Y4.2827 Z-.2 I-.1827N350 X-.9367 Y4.1 Z-.205 J-.1827N352 X-.754 Y3.9173 Z-.21 I.1827N354 X-.5713 Y4.1 Z-.215 J.1827N356 X-.754 Y4.2827 Z-.22 I-.1827N358 X-.9367 Y4.1 Z-.225 J-.1827N360 X-.754 Y3.9173 Z-.23 I.1827N362 X-.5713 Y4.1 Z-.235 J.1827N364 X-.754 Y4.2827 Z-.24 I-.1827N366 X-.9367 Y4.1 Z-.245 J-.1827N368 X-.754 Y3.9173 Z-.25 I.1827N370 X-.5713 Y4.1 Z-.255 J.1827N372 X-.754 Y4.2827 Z-.26 I-.1827N374 X-.9367 Y4.1 Z-.265 J-.1827N376 X-.754 Y3.9173 Z-.27 I.1827N378 X-.5713 Y4.1 Z-.275 J.1827N380 X-.754 Y4.2827 Z-.28 I-.1827N382 X-.9367 Y4.1 Z-.285 J-.1827N384 X-.754 Y3.9173 Z-.29 I.1827N386 X-.5713 Y4.1 Z-.295 J.1827N388 X-.754 Y4.2827 Z-.3 I-.1827N390 X-.9367 Y4.1 Z-.305 J-.1827N392 X-.754 Y3.9173 Z-.31 I.1827N394 X-.5713 Y4.1 Z-.315 J.1827N396 X-.754 Y4.2827 Z-.32 I-.1827N398 X-.9367 Y4.1 Z-.325 J-.1827N400 X-.754 Y3.9173 Z-.33 I.1827N402 X-.5713 Y4.1 Z-.335 J.1827N404 X-.754 Y4.2827 Z-.34 I-.1827N406 X-.9367 Y4.1 Z-.345 J-.1827N408 X-.754 Y3.9173 Z-.35 I.1827N410 X-.5713 Y4.1 Z-.355 J.1827N412 X-.754 Y4.2827 Z-.36 I-.1827N414 X-.9367 Y4.1 Z-.365 J-.1827N416 X-.754 Y3.9173 Z-.37 I.1827N418 X-.5713 Y4.1 Z-.375 J.1827N420 X-.754 Y4.2827 Z-.38 I-.1827N422 X-.9367 Y4.1 Z-.385 J-.1827N424 X-.754 Y3.9173 Z-.39 I.1827N426 X-.5713 Y4.1 Z-.395 J.1827N428 X-.754 Y4.2827 Z-.4 I-.1827N430 X-.9367 Y4.1 Z-.405 J-.1827N432 X-.754 Y3.9173 Z-.41 I.1827N434 X-.5713 Y4.1 Z-.415 J.1827N436 X-.754 Y4.2827 Z-.42 I-.1827N438 X-.9367 Y4.1 Z-.425 J-.1827N440 X-.754 Y3.9173 Z-.43 I.1827N442 X-.5713 Y4.1 Z-.435 J.1827N444 X-.754 Y4.2827 Z-.44 I-.1827N446 X-.9367 Y4.1 Z-.445 J-.1827N448 X-.754 Y3.9173 Z-.45 I.1827N450 X-.5713 Y4.1 Z-.455 J.1827N452 X-.754 Y4.2827 Z-.455 I-.1827N454 X-.9367 Y4.1 Z-.455 J-.1827N456 X-.754 Y3.9173 Z-.455 I.1827N458 X-.5713 Y4.1 Z-.455 J.1827N460 G1 G40 X-.754N462 G0 Z1.N464 M5N466 G0 G28 G91 Z0.N468 G0 G28 X0. Y0.N470 G28 C0. B0.N472 M30 Arc.mcx-9

-
ok. how about the 1st operation? Post both pls
-
I don't know either..any suggestions? Ron, can you post both ops pls?
-
That did it for the 2nd op, but on the 1st one I get again a diference N110 G0 G54 G90 X-2.5 Y0. C0. B0. S4000 M3N112 G43 H1 Z1.N114 Z.1N116 G1 Z0. F15.N118 G41 D1 X-2.5313N120 G3 X-2.5 Y-.0313 Z-.005 I.0313N122 X-2.4687 Y0. Z-.01 J.0313N124 X-2.5 Y.0313 Z-.015 I-.0313N126 X-2.5313 Y0. Z-.02 J-.0313N128 X-2.5 Y-.0313 Z-.025 I.0313N130 X-2.4687 Y0. Z-.03 J.0313N132 X-2.5 Y.0313 Z-.035 I-.0313N134 X-2.5313 Y0. Z-.04 J-.0313N136 X-2.5 Y-.0313 Z-.045 I.0313N138 X-2.4687 Y0. Z-.05 J.0313N140 X-2.5 Y.0313 Z-.055 I-.0313N142 X-2.5313 Y0. Z-.06 J-.0313N144 X-2.5 Y-.0313 Z-.065 I.0313N146 X-2.4687 Y0. Z-.07 J.0313N148 X-2.5 Y.0313 Z-.075 I-.0313N150 X-2.5313 Y0. Z-.08 J-.0313N152 X-2.5 Y-.0313 Z-.085 I.0313N154 X-2.4687 Y0. Z-.09 J.0313N156 X-2.5 Y.0313 Z-.095 I-.0313N158 X-2.5313 Y0. Z-.1 J-.0313N160 X-2.5 Y-.0313 Z-.105 I.0313N162 X-2.4688 Y0. Z-.11 J.0313N164 X-2.5 Y.0312 Z-.11 I-.0312N166 X-2.5312 Y0. Z-.11 J-.0312N168 X-2.5 Y-.0312 Z-.11 I.0312N170 X-2.4688 Y0. Z-.11 J.0312N172 G1 G40 X-2.5

-
Just that I have a slight variation on J value. . . N100 G20N102 G0 G17 G40 G80 G90 G94 G98N104 G0 G28 G91 Z0.N106 G0 G28 X0. Y0.(3/8 EM |TOOL - 2|DIA. OFF. - 2|LEN. - 2|TOOL DIA. - .375)(HELIX BORE)N108 T2 M6N110 G0 G54 G90 X-.754 Y4.1 C180. B-90. S2000 M3N112 G43 H2 Z1.N114 Z.065N116 G1 Z.015 F10.N118 G41 D2 X-.9367N120 G3 X-.754 Y3.9173 Z.01 I.1827N122 X-.5713 Y4.1 Z.005 J.1827N124 X-.754 Y4.2828 Z0. I-.1827N126 X-.9367 Y4.1 Z-.005 J-.1828N128 X-.754 Y3.9173 Z-.01 I.1827N130 X-.5713 Y4.1 Z-.015 J.1827N132 X-.754 Y4.2828 Z-.02 I-.1827N134 X-.9367 Y4.1 Z-.025 J-.1828N136 X-.754 Y3.9173 Z-.03 I.1827N138 X-.5713 Y4.1 Z-.035 J.1827N140 X-.754 Y4.2828 Z-.04 I-.1827N142 X-.9367 Y4.1 Z-.045 J-.1828 . .

-
Sorry JP, but you're wrong. I'm worry about it and for 2 reasons: 1. Code should be spotless up to the last 0.0001 regarding on situation. You cannot just sweep a problem under the carpet. 2. On some controllers because this type of rounding you can scrap the part. I'm always check my Sinumerik post for this type of errors N5 G41 X-.9367 N6 G3 X-.9368 Y4.1 Z-.445 I.1827 J0. TURN=22 ;.......that's a scrap here if you don't look for it. N7 X-.5713 Y4.1 Z-.455 I.1827 J0. N8 X-.5713 Y4.1 I-.1827 J0. N9 G1 G40 X-.754
-
That did it guys. Thanks. But I still have a smaaaaaal (it's just 0.0001..lol..) problem ... See attached mcx file. Same I and J..... Arc.mcx-9
-
I know..that's why I said I,J, and X. ...and it's not fine at all. The code should be consistent regardless of situation, and it is not. Any suggestion?
-
Using X9, Mpmaster, operation type Helix bore (see attached mcx file) I'm getting different values on I J and (in this case) X, when the tool is doing last pass at final depth. See below: .N40 G00 G17 G90 G54 X-2.5 Y0. S4000 M03N45 G43 H1 Z1.N50 Z.1N55 G94 G01 Z0. F15.N60 G41 D1 X-2.5313N65 G03 X-2.4687 Z-.01 I.0313 J0.N70 X-2.5313 Z-.02 I-.0313 J0.N75 X-2.4687 Z-.03 I.0313 J0.N80 X-2.5313 Z-.04 I-.0313 J0.N85 X-2.4687 Z-.05 I.0313 J0.N90 X-2.5313 Z-.06 I-.0313 J0.N95 X-2.4687 Z-.07 I.0313 J0.N100 X-2.5313 Z-.08 I-.0313 J0.N105 X-2.4687 Z-.09 I.0313 J0.N110 X-2.5313 Z-.1 I-.0313 J0.N115 X-2.4688 Z-.11 I.0313 J0. <====???N120 X-2.5312 I-.0312 J0. <====???N125 X-2.4688 I.0312 J0. <====???N130 G01 G40 X-2.5 . . . Anyone know why and can advice please? PS: It's not about a workaround to this specific example (like changing tool size so its rad will get rounded at a 4th decimal or something else). I'm more into, why it this happen and how it can be fixed please. Thanks Arc.mcx-9