Zbuilder
-
Posts
210 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Zbuilder
-
Don't waste your money with a super high core CPU. We tried a Ryzen 64 core ( $4500 'ish) for about a month and it didn't help at all. After a month dealing with trying to understand why it wasn't really any faster we found out Mastercam is only programmed to use 1 core !!! Can you believe it ? Mastercam is still in the stone ages as far as how it's programmed. What Mastercam needs right now is CPU, memory & storage SPEEEEED ! Follow the other suggestions above and you should be as good as it can get until CNC Software improves the code. What would be nice is to have all toolpath go to multi-thread and each multi-thread toolpath would use it's own core until all the cores are used then start doubling or tripling up. Mastercam would be unstoppable at that point ! Just my 2¢.
-
no rapid or feed move without spindle tunring
Zbuilder replied to Zbuilder's topic in Machining, Tools, Cutting & Probing
Thanks. I'll talk to maintenance about this. Not sure if they poked around in the params. -
Mastercam MP Post Documentation
Zbuilder replied to hehuahome's topic in Post Processor Development Forum
It's just a matter of time till the Chinese copy Mastercam. -
Can you unplug the internet cable or disable wifi if not needed ? This should suppress the Windows updates.
-
no rapid or feed move without spindle tunring
Zbuilder replied to Zbuilder's topic in Machining, Tools, Cutting & Probing
Well, it's been a while since I gave an update. Maintenance gave up for a while and we just used the M65, M66 codes. I went out to the machine today and spoke to an operator and he said they don't use the M codes anymore. Another problem surfaced on that Doosan; the Z+ axis always over travels when homing it. Maintenance figured out that booting the control with P-CAN pressed and then exiting that menu makes the machine Z home correctly without over travel and that also allowed the XY to move without the spindle turning, but P-CAN needs to be done every time we restart the machine. Anyone know why this happens ? -
I just found out today (after using 2020 for the past 2 days) that Planes associativity does not work, it's always ghosted. Moving your geometry will not move your planes/datums. BE VERY CAREFUL AND ALWAYS RESET YOUR PLANES !!!
-
It doesn't work on 2020 for me either but it worked for me on all previous versions that had it. The main reason I still use 2019 for most all work I do. Less buggy... more reliable, even for all the 5 axis programming.
-
Turret Recovery operation on a ROBODRILL
Zbuilder replied to Mike@Lustre's topic in Machining, Tools, Cutting & Probing
Not all our Robodrills will alarm when changing to an empty tool pocket so this must be parameter or keeprelay controlled or a sensor in some Robo's and not in others. -
I forgot to mention the Toyoda's age is 12 years now but we noticed the problem last year. The machine has a heavy super spacer set up on the left end and a vacuum jig on the right. the X travel is 55". That heavy weight on the far left end is pretty much what caused the problem.
-
Yes it did work for us. We had a different problem that this method solved. The machine gibs were worn and that made the table move out of square... depending where the center of gravity was on the far X- travel or far X+ travel. Using single direction positioning helped enough to make a passable part until the tech came in and fixed the problem. Single direction positioning is not used when the machine positioning/repeatability is in spec.
-
Never mind. Just found it. Fanuc Parameter# 5440
-
Please post what the parameter is. We are trying to find it also.
-
I guess this is why some toolpath regenerations are faster when small changes are made.
-
What is the purpose of the Regen files? Why doesn't CNC Software just automatically delete them and if they are no longer needed, why even have an option to save/delete them?
-
no rapid or feed move without spindle tunring
Zbuilder replied to Zbuilder's topic in Machining, Tools, Cutting & Probing
That would sound like where the problem lies but the Feed Override works. Darn it! I'll check it again after the weekend. -
no rapid or feed move without spindle tunring
Zbuilder replied to Zbuilder's topic in Machining, Tools, Cutting & Probing
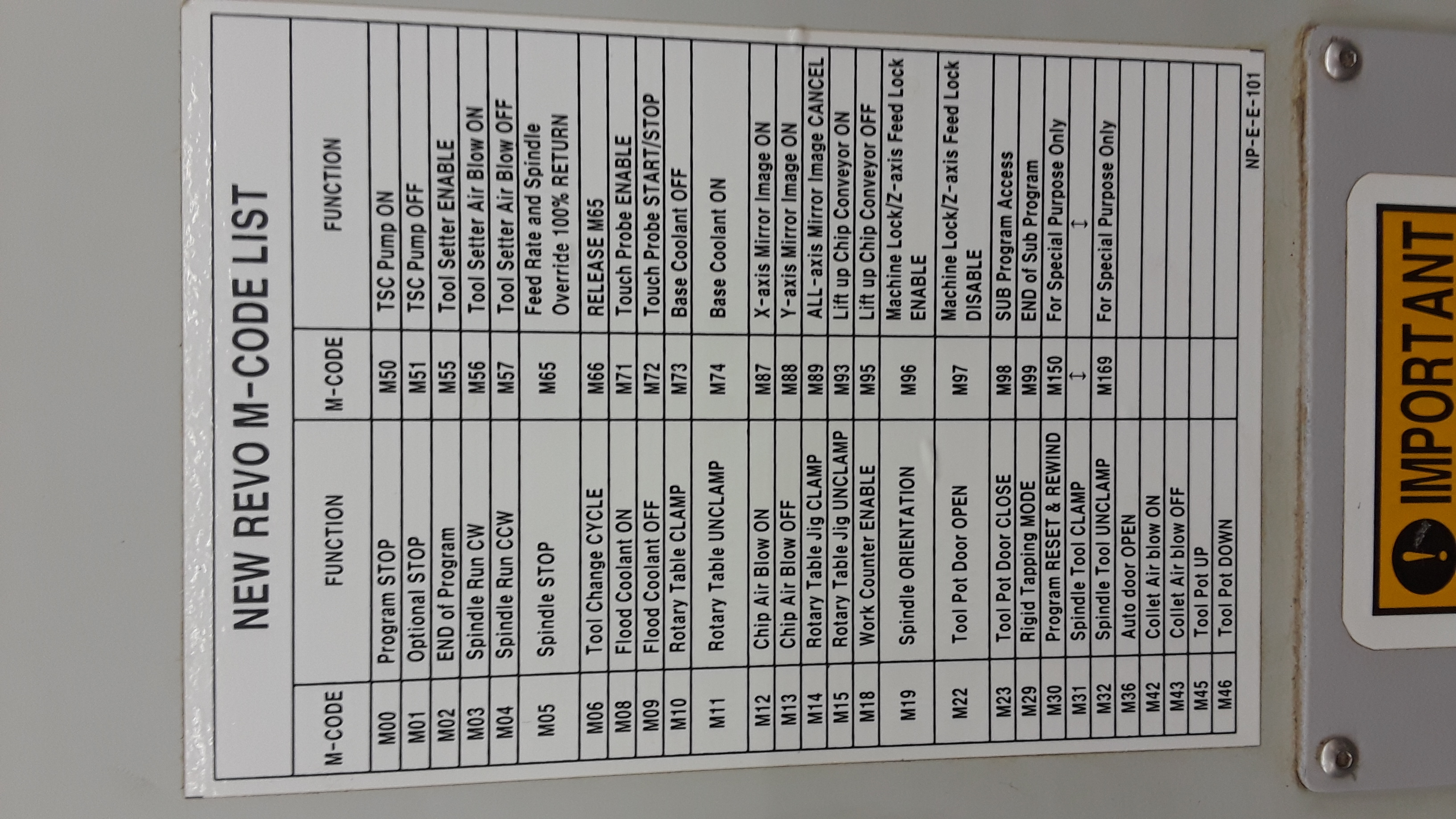
Does anyone know what M65 or M66 mean? See attached. We never had to use M65 before until our problem surfaced.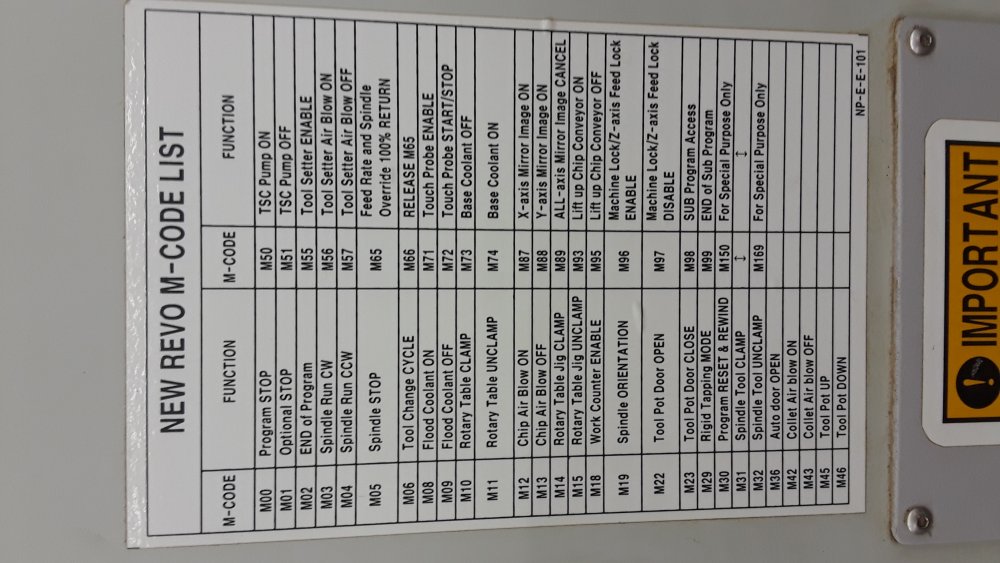
-
no rapid or feed move without spindle tunring
Zbuilder replied to Zbuilder's topic in Machining, Tools, Cutting & Probing
I did find out yesterday, M65 allows it to move without the spindle on , making it the way it's supposed to work but an M30 or pressing reset puts it back( M66) to non-working mode. -
no rapid or feed move without spindle tunring
Zbuilder replied to Zbuilder's topic in Machining, Tools, Cutting & Probing
We have another identical Doosan that works and compared keep relays and both machines match. I am really perplexed. -
I also have all the macro variable descriptions if you need it.
-
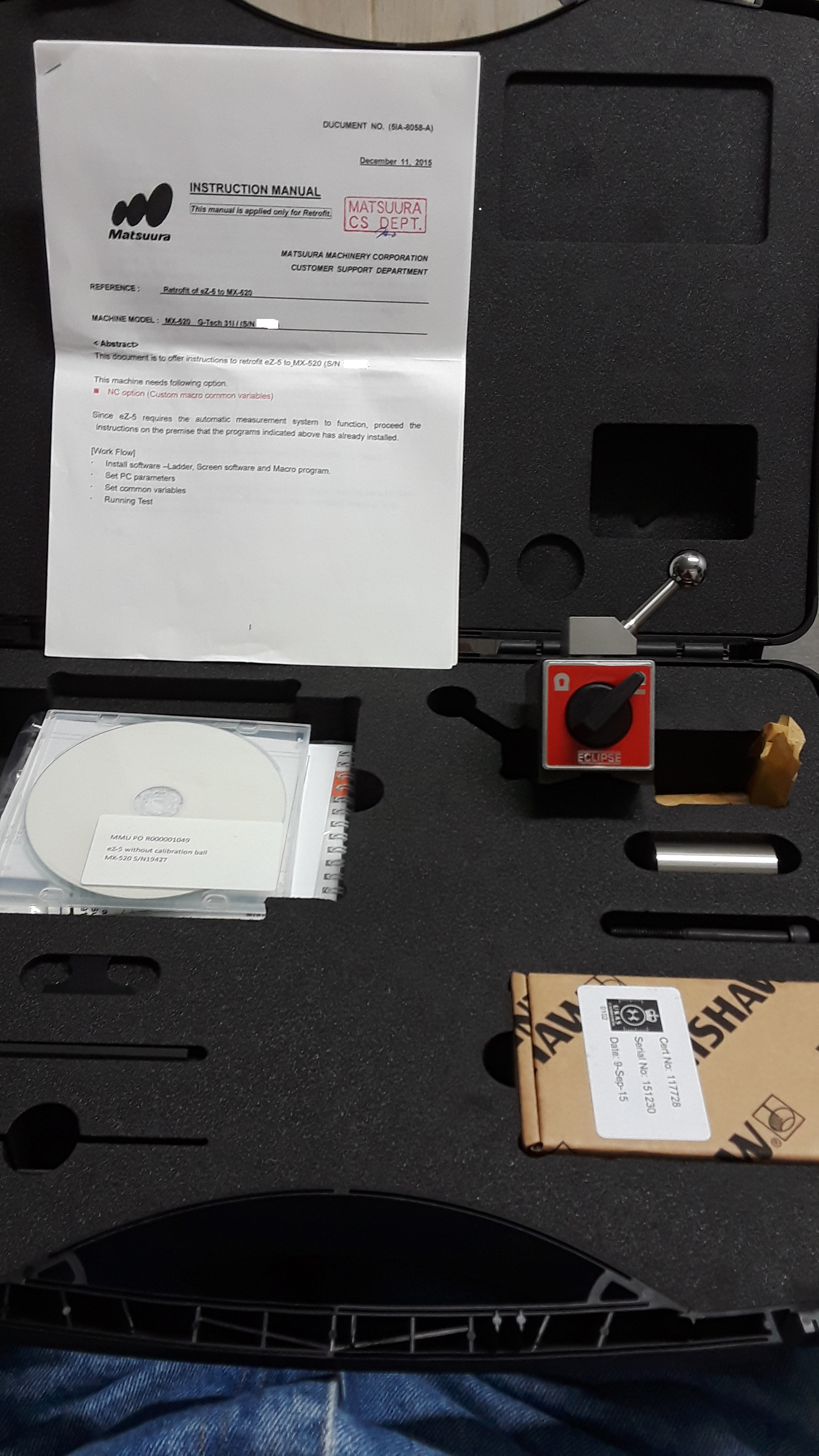
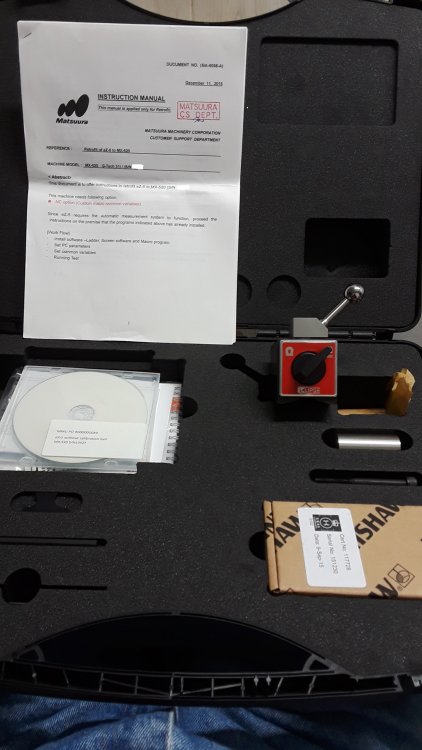
Hey Cincy K, did you ever figure it out? We also have the MX520 but got the EZ-5 Retrofit kit from Matsuura. What we do is set the gauge ball at the 1:30 position on the table (back right corner) as far away from center (for best precision) without over traveling. We have the Marposs probe and not the Renishaw so Matsuura had to make/modify macros for us so the Marposs probe talked to the EZ-5 part of the control correctly. The program checks the ball 3 times (120° apart) on the C axis while A0.0, Then it tilts at A-45 (I think) and does it again at 3 positions around C axis.
-
Hey Brando, we would like to slow our Doosan TC also but can't find the param or Keep relay for it. Can you tell my which one and I'll see if ours is compatible. Thanks
-
Happened again today. Forgot to mention I'm still using the NVidia Quadro K620 graphics and SSD hard drive. None of the X9 maintenance updates fixed it.
-
no rapid or feed move without spindle tunring
Zbuilder replied to Zbuilder's topic in Machining, Tools, Cutting & Probing
I agree. All of our machines move without the spindle running. I've been doing this for 35 years and not one of our machines has ever been unable to move in Auto Cycle or MDI without the spindle running. I think it's more of a "per MTB" thing because of liability reasons but could be wrong about the reason. -
no rapid or feed move without spindle tunring
Zbuilder replied to Zbuilder's topic in Machining, Tools, Cutting & Probing
We compared the original printed out parameters to what's in the control and they are the same. So much so that the backlash params are the same with the original ball screw and nut and the machine is precise. I love the accuracy. They sure did something right with that table and slide system. -
no rapid or feed move without spindle tunring
Zbuilder replied to Zbuilder's topic in Machining, Tools, Cutting & Probing
I just tried the M184/M185 and it doesn't accept them.