NOTW Programmer
-
Posts
469 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by NOTW Programmer
-
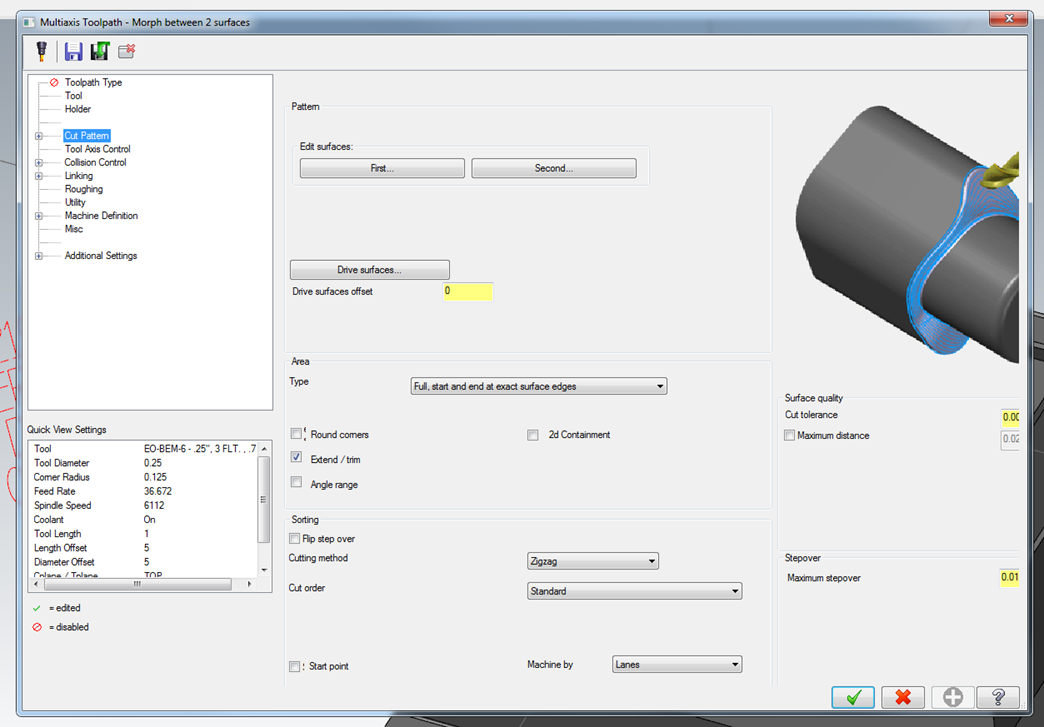
My colleague got his new Laptop and the attached image is what he gets when opening the Tool Parameters page. He had to set his DPI to 110% in order for this to clear up. I think this might be a driver problem as his images are also jagged. Anyone experience this? I didnt find anything when I searched the forums. -Grey

- 6 replies
-
- 1
-

-
- new laptop
- parameters screen
- (and 2 more)
-
We have a Mazak Variaxis I800, the guys at the floor only have the option to use Restart 2; this is non-modal. I emailed Mazak and they said that Modal Restart cannot, i.e. Restart 1, cannot be used due to the explanation below. Anyone have any say on this, seems like the machine would be able to pick up and read all the previous codes no problem. The Mazak Manual even offers the option and does not warn about any complications. G54.2 - Dynamic Offsetting II Restarting in the program cannot be executed inside of G54.2 mode. G54.4 - Work Position Error Comp. Restarting operation from a block in the mode of workpiece setup error correction begins with a movement to the accordingly corrected position and to the position without correction, respectively, in the case of using the [RESTART] and the [RESTART 2 NONMODAL] menu function. G05P2 G61.1 - High Speed Smoothing Alarm is generated. G43.4 - Tool Tip Point Control Alarm is generated if restarting is done inside of G43.4 or on the line of cancelation, G49.
-
Combining features in a active report set up sheet.
NOTW Programmer replied to JonBlinder's topic in Educational Forum
Have you gone through the Active Reports Training Tutorial? If you have not I suggest you do, if you don't have it send me a PM. -Bill -
Even if "Ask" bubble is checked in Settings, doesn't the control definition setting take precedence ?
-
Be blessed my brother, same here, no hard feelings. You too have a great weekend !
-
Lackluster sure, my point was performance not demeaning at all. Anyhow I didnt even notice the date on this thread, I was looking for an answer on a different subject myself and my search word brought this thread up, gotta refine that....lol JK ! Im guessing that Dragracer1951 is content with his results since he didnt ask for anything else. Bill
-
Merely making a suggestion, Yes my comment could have been worded better, interesting enough the comment wasn't directed to John but the original thread owner. He hasn't replied why is everyone else taking offense to an observation that could help bring something up that might have gone unnoticed otherwise. Bill
-
Not picking apart, wow you get offended quickly. Anyhow if you ran verify you would know what I mean, I only meant it as a suggestion as the program cuts tons of air. Merely making a suggestion ! But hey, not my part or my shop. Bill
-
That was easy ! Why is there so much air cutting ? Did this really take an hour to cut ? I'm sure we can find better ways to cut this, no offense ! Bill
-
V8 to X5 Okuma OSP lathe Post
NOTW Programmer replied to lucas257's topic in Post Processor Development Forum
Is there any specific formatting you would like to keep that you cannot use one of the new basic posts. I have X5 installed still I can help you there or if you want I can modify the post to your liking. Send me a PM so we can discuss this via phone ! -Grey -
I had It when X7 came out, haven't tried it since !
-
Operations Manager is showing korean words..
NOTW Programmer replied to happytriger2000's topic in Educational Forum
Check you locale settings in control panel. Might still be set to Korean ! -
Coolant Mcode location
NOTW Programmer replied to NOTW Programmer's topic in Post Processor Development Forum
Sure why not. I can use all the help I can get. Did you get the coolant to turn off with the retract move as well ? -
Double Rotary Post
NOTW Programmer replied to NOTW Programmer's topic in Post Processor Development Forum
I hava DeVlig Horizontal Boring Mill, B rotary table and C rotary table. I have gotten it to work properly with the following settings:

-
I have done this with a max of 4 tools and axis substitution with incremental subprograms. If I remember correctly having the group NCI output option set to operation type, will run the first tool in its entirety before making a tool change. You must have also programmed the T1 and not called it back in a later operation if you only want to see it once. You still have to create separate work offset at the machine for each instance of the features or you can always use G10 and shift the G54 offset for each instance. -Bill
-
Double Rotary Post
NOTW Programmer replied to NOTW Programmer's topic in Post Processor Development Forum
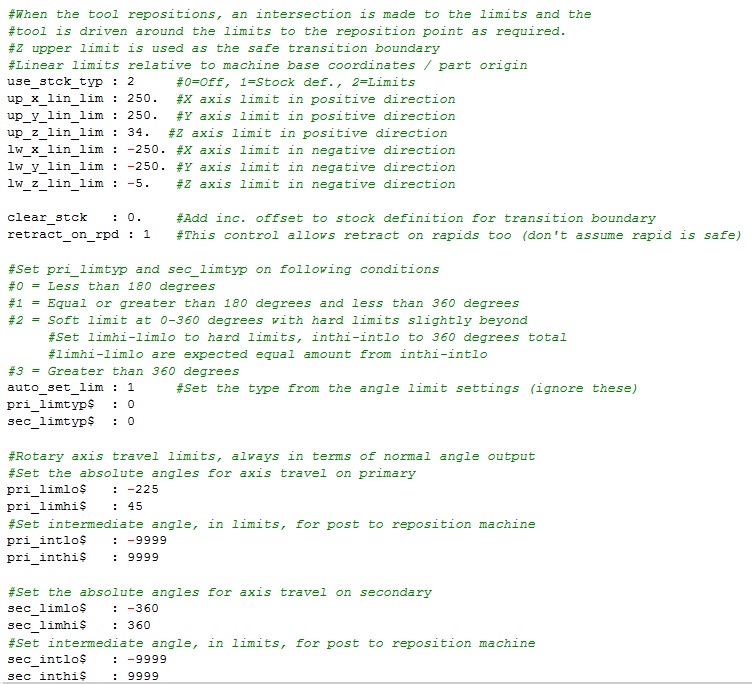
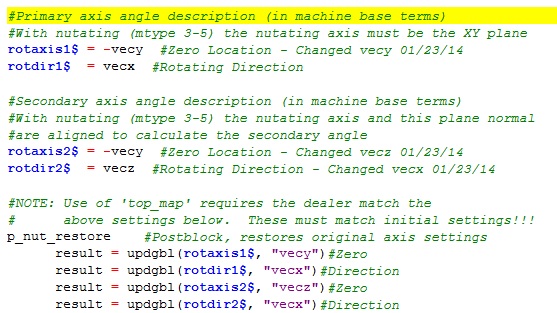
Here are my settings in both the spindle alignment and machine matrix. Looks the same per Crazy's comment. #Table/Table spindle axis alignment. (Typically Z+. Always Z+ with nutating machine types!) # Choose the axis that is parallel to the spindle with all rotaries at their zero positions. spind_align : 3 #1=(X+), 2=(Y+), 3=(Z+), -1=(X-), -2=(Y-), -3=(Z-) #Machine base matrix (Base matrix to map positions into) matb1$ : 1 matb2$ : 0 matb3$ : 0 matb4$ : 0 matb5$ : 1 matb6$ : 0 matb7$ : 0 matb8$ : 0 matb9$ : 1 I got a hold of the 5ax Post Guide and was able to define my rotary properly. It turns out that my brain was thinking B rotaxis1$ was Z+ when in fact rotaxis holds the location for B0 not where B rotates about. #Primary axis angle description (in machine base terms) #With nutating (mtype 3-5) the nutating axis must be the XY plane rotaxis1$ = -vecy #Zero Location - Changed vecy 01/23/14 rotdir1$ = -vecx #Rotating Direction - Changed vecx 01/23/14 #Secondary axis angle description (in machine base terms) #With nutating (mtype 3-5) the nutating axis and this plane normal #are aligned to calculate the secondary angle rotaxis2$ = -vecy #Zero Location - Changed vecz 01/23/14 rotdir2$ = -vecz #Rotating Direction - Changed vecx 01/23/14 By the way the default way the POST is setup is for a trunion with the rotary pointing left. Like the HAAS TR110. I read on the guide that the matrix is to be changed if you want a different orientation than the WCS uses, the guide does not provide much detail about these settings. Colin, now that I have your attention I was trying to modify a lathe post based on the 2x generic slant bed. I want the group name as the program name and the coolant M9 to be posted with the retract move. Is this possible? I have another thread started http://www.emasterca...topic=76228&hl= Thanks for your help, Regards, Bill -
Double Rotary Post
NOTW Programmer replied to NOTW Programmer's topic in Post Processor Development Forum
I tried that already, it took them weeks to decide to want to sell me the X7 Post Ref Guide for $50. I'm talking about over a month and after repeat messages about it ! Is there a better approach to achieving what I want, perhaps starting with an MPMaster HMC Post ? -Bill -
Hello, I am attempting to make my own 5 axis post off of a Generic Fanuc 5X Mill. I have a problem with the B and C rotations, they are backwards; the coordinate shown by B should be C's and C's should be B's. My TPlane is currently the FRONT and my WCS the TOP, I should be getting B0. C0. at the time. I tried changing the machine definition but apparently that doesn't work. The C axis Rotary table is looking to the X- direction and A0 would be the same as B0; the FRONT plane right ? T1 M6 M8 G0 G54 G90 X3.0163 Y9.8092 C180. B-90. S534 M3 -------> Should be B0. C0. G43 H1 Z5. Z3.1 G1 Z3.05 F8.56 I tried changing the rotaxis1$/rotdir1$, rotaxis2$/rotdir2$ but I keep getting the wrong rotation or when rotation seems fine I get the spind_align error when posting. -Bill
-
figure chip thinning
NOTW Programmer replied to rgollar's topic in Machining, Tools, Cutting & Probing
I like the FSWizard, nice interface. I really like the GWizard by Bob Warfield, Its a complete calculator. I just came into using the FSWizard; its missing a few things like tapping and when turning the GWizard mini-calc does a little more. -Bill -
Coolant Mcode location
NOTW Programmer replied to NOTW Programmer's topic in Post Processor Development Forum
You are right on the dot about the period; it does consider it an extension after that. That also explains why I cannot have the / since windows considers it a path separator. I was able to post the heading I want, however I must save the NC file as that complete heading then change it to what I want the file to be named. Is there a way to use the group name as it is posted. Also any word on getting the M9 placed with the retract move ? -Bill -
Coolant Mcode location
NOTW Programmer replied to NOTW Programmer's topic in Post Processor Development Forum
There must be a character limit, I manually enter the information but it stops at a certain point and you cannot use / in it. This is what we want, this is for our lathe lead. CUSTOMER P/N 2133252-101 REV. NC OP#1 -Bill -
Coolant Mcode location
NOTW Programmer replied to NOTW Programmer's topic in Post Processor Development Forum
Sorry guys, forgot those details. I am using a Lathe 2-axis Slant Bed as a starting point, I take it IHS not MPMaster. JPrais, I was using X style coolant but when I switched it to V9 the M8 appears right where I want it. How do I go about the program name to be the group name ? - Bill -
Can you guys please help with these simple MODs, I can pin down the solution yet ! O1392(1392) ------------------------------------> I want the group name here. (CHUCKING DEPTH) (CHUC PRESSURE) (CYCLE TIME) G20 N100(OD ROUGH RIGHT - 80 DEG. ) ( FC RGH ) G0 T0101 M8 G97 S1000 M03 G0 G54 X1.7 Z.03 ------------------------------> Want M8 here by default G50 S1000 G96 S500 M03 G72 W.1 R.01 G72 P1 Q3 U0. W.005 F.01 N1 G0 Z0. S500 G1 X0. N3 Z.03 G0 X1.7 -------------------------------------------> Want M9 Here by default M9 G28 U0. W0. M01 (*)
-
Funny thing is that I use non-standard all the time and 90% of the time it works all the time !
-
Same here, what's up with changing resolution and having to restart the simulation !