NOTW Programmer
-
Posts
469 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by NOTW Programmer
-
post for mori seiki nt3200
NOTW Programmer replied to Chris Czern's topic in Post Processor Development Forum
As good as your skills, and your post processor, I assume you dont have one already ! -
I agree wi dfedwards, is it available for purchase ?
-
What kind of part are we talking about, there is indexing 4th axis and there is continous 4th axis, are you wrapping a pocket, or are you controuring a 3D profile. You can do this several different ways, by means of ToolPath XForm--->Rotate, Select Subs and Tool Plane, Only if you are replicating a feature on several faces. You can create a WCS for every face and select it as your active WCS for the toolpaths on the corresponding face, it will ask you about updating the view every time you change the toolpath, simply select this view onlye which is at the bottom; this will tell it to rotate you 4th axis and run the tool then. There is also the Multi-Axis add-on in which you create a toolpath and have MasterCAM output your code in 4th axis format. We can all help you here, post some pics so we can guide you in which way to approach this. Regards, GM.
-
Entering a Pocket Via a Pre-Drilled Hole
NOTW Programmer replied to bright78418's topic in Industrial Forum
This is preferred over selecting the point, although if you want a prefered location then the first method is better. I use the drill start holes all the time, works great ! -
Something is up because gcode$=1007 is for Manual Entry Comments Only, I remember I had this issue before un til I added the other definitions like Chris McIntosh ^^ mentioned. Particularly this: if gcode$ = 1008, sopen_prn, scomm$, sclose_prn, e$ #Operation comment, I would also fire up the debugger and do a breakpoint where it generates the commented output and watch the values of the gcode$ parameter. Also you might want to do a search in your post to see if sopen_prn and soclose_prn are defined in your post as ( & ) respectively; you have two choices either define them yourself or simply replace it for "(" & ")".
-
If you remove the Bottom "(" & ")" at the else line, you should see them when you select comment in the manual entry parameters. They will disappear when you select code, if you remove "(" & ")" on the if line then you are telling it to remove the parenthesis when it actually is a comment.
-
order of subprograms
NOTW Programmer replied to sweinberg's topic in Post Processor Development Forum
This is your wanted output right ? G00 G17 G20 G40 G80 G90 G91 G28 Z0. T1 M06 ( 3/4 SPOTDRILL) G00 G17 G90 G54 A0. X4. Y-1.25 S2037 M03 G43 H1 Z.1 T2 M98 P0001 G90 G54 X4. Y-1.25 Z.1 M98 P0002 G90 G55 X4. Y-1.25 Z.1 M98 P0001 G90 G55 X4. Y-1.25 Z.1 M98 P0002 M05 G91 G28 Z0. M01 -
order of subprograms
NOTW Programmer replied to sweinberg's topic in Post Processor Development Forum
% O0001(TEMP_OPS) (DATE=DD-MM-YY - 28-11-12 TIME=HH:MM - 13:47) (MCX FILE - T) (NC FILE - I:\TEMP_OPS.NC) (MATERIAL - ALUMINUM INCH - 2024) ( T1 | 1/4 SPOTDRILL | H1 ) ( T8 | 1/4 DRILL | H8 ) G20 G0 G17 G40 G49 G80 G90 G0 G90 G54 X-1. Y1. Z.1 A0. M98 P0001 M5 G91 G28 Z0. A0. M01 G0 G90 G55 X-1. Y1. Z.1 A0. M98 P0001 M5 G91 G28 Z0. G28 X0. Y0. A0. M30 O0001 G91 ( .25DR X4 ) T1 M6 G0 G90 X-1. Y1. A0. S1000 M3 G43 H1 Z.1 G99 G81 Z-.1 R.1 F6. Y-1. X1. Y1. G80 ( .25DR X4 ) X-1. G99 G81 Z-.1 R.1 F6. Y-1. X1. Y1. G80 M5 G91 G28 Z0. A0. M01 ( .25DR X4 ) T8 M6 G0 G90 X-1. Y1. A0. S809 M3 G43 H8 Z.1 G99 G81 Z-.25 R.1 F3. Y-1. X1. Y1. G80 ( .25DR X4 ) X-1. G99 G81 Z-.25 R.1 F3. Y-1. X1. Y1. G80 M99 % This does what you want, first SUB runs the first tool completely before moving to the second offset to run the same tool in its entirety. However this posses a problem if you want to run the second run of Tool #1 on G54 because that selection is within the SUB P0001. This might take a Guru to modify a post, we have to get the POST to look at the SUB and determine if its the SAME SUB so that a new P#### is not generated, then it has to sort the output by Tool Plane/Operation Order and not Operation Type. -
Can we get a look at this custom drill cycle or perhaps even the post modification.
-
Totally forgot about the recently used toolbar, I usually turn it off but someone else at the office was asking. Yeah I knew about the MRU but since we had someone come over for testing I had turned that down to 1. Jeje !
-
order of subprograms
NOTW Programmer replied to sweinberg's topic in Post Processor Development Forum
Looks like you want every tool to come out of its pocket once and run every sub it cuts in. Are these identical parts being machined at G54 and G55 or is it a second OP after a first. There are two ways to go at this but I need your answer ! -
Thats pretty neat, too bad you gotta mess with Geometry, would be nice if CNC Software would add it.

-
!
-
We got 32GB on our machines, considered 64GB but decided not to spend the extra $150; mistake !!!
-
Is there a way to know or see a history of recent commands executed in MasterCAM, kind of like SolidWorks with a drop down under the Undo.
-
Where are you copying them from? What I usually do to generate the same tools for a different material or live tooling is load the preferred library in the tool manager, copy all the tools to the upper part session then open the library I’m copying into and paste the tools from the part library into it.
-
I use slice when the geometry is symmetrical about the Z axis, and Slice when I have an eccentric feature in the part; such as a Keyway.
-
Nice system, great for production runs ! How about prototype work !
-
You can also use the C-plane option in the chaining window, or you can go in the Chain Feature Options ! and Activate Attribute Matchind-->Level or View. Done !
-
fstrsel sg90 absinc$ sgabsinc 2 -1 # -------------------------------------------------------------------------- # Feed mode G code selection sg94 : "G94" #UPM sg94d : "G94" #DPM, See pfcalc_deg if you use another gcode sg93 : "G93" #Inverse sg95 : "G95" #UPR #set with mi6$ <--------------------------------------------- Are you using the Interger #6 to activate G95? sgfeed : "" #Target for string This is found under the Misc Values branch, under toolpath parameters.
-
Find the .tools file, right click on it, select Properties, Check the Read-Only attribute, Voila !. You cannot overwrite the library but you can save a new one, unless write permission is limited on the server or local accounts as well.
-
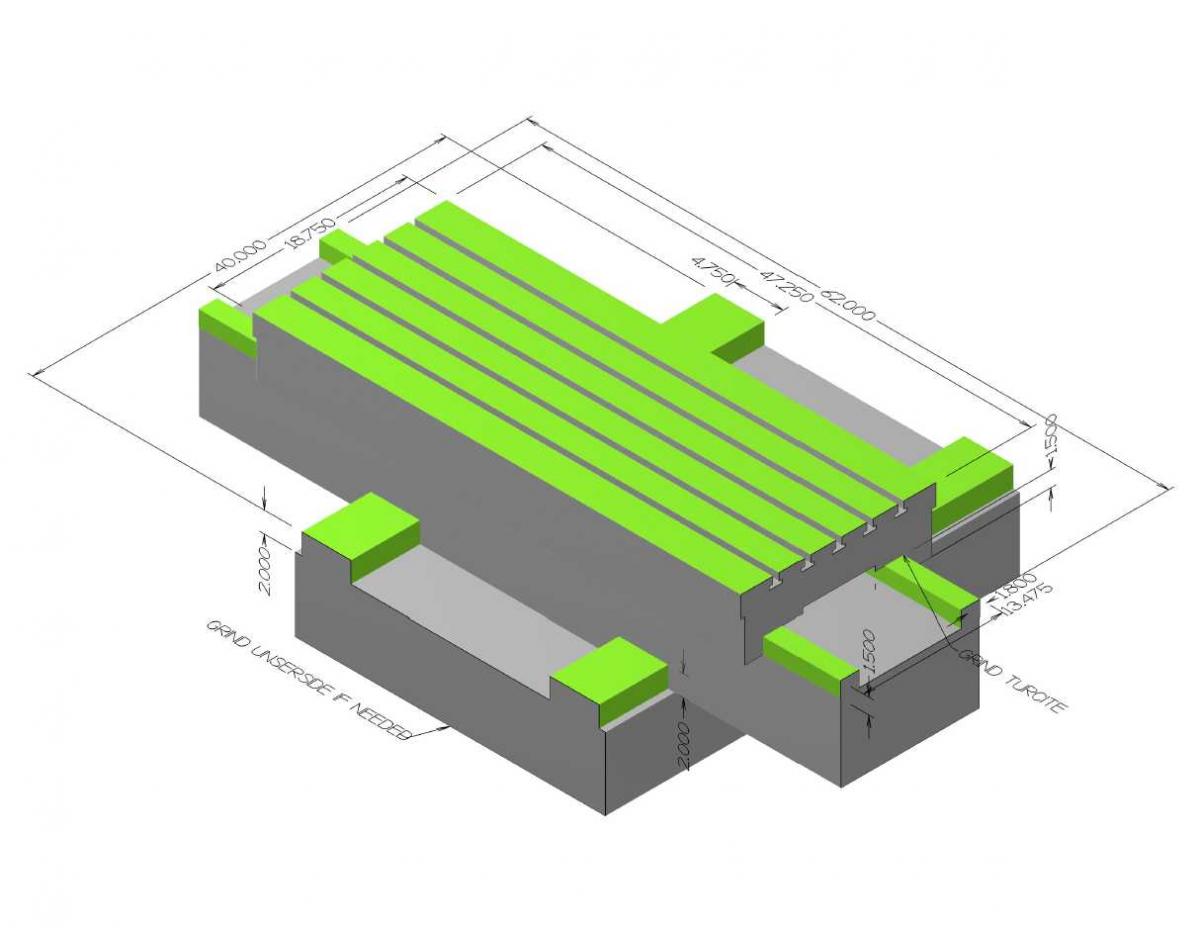
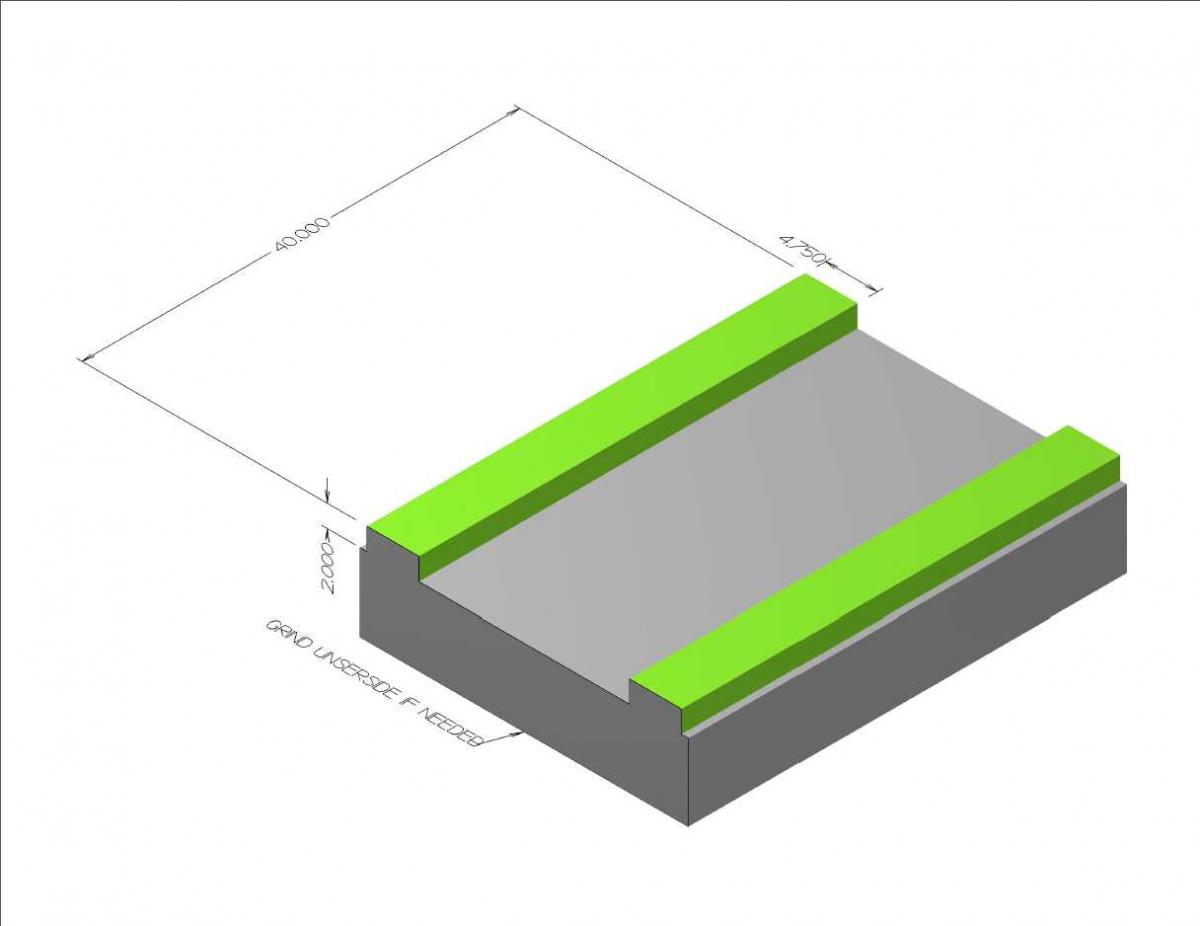
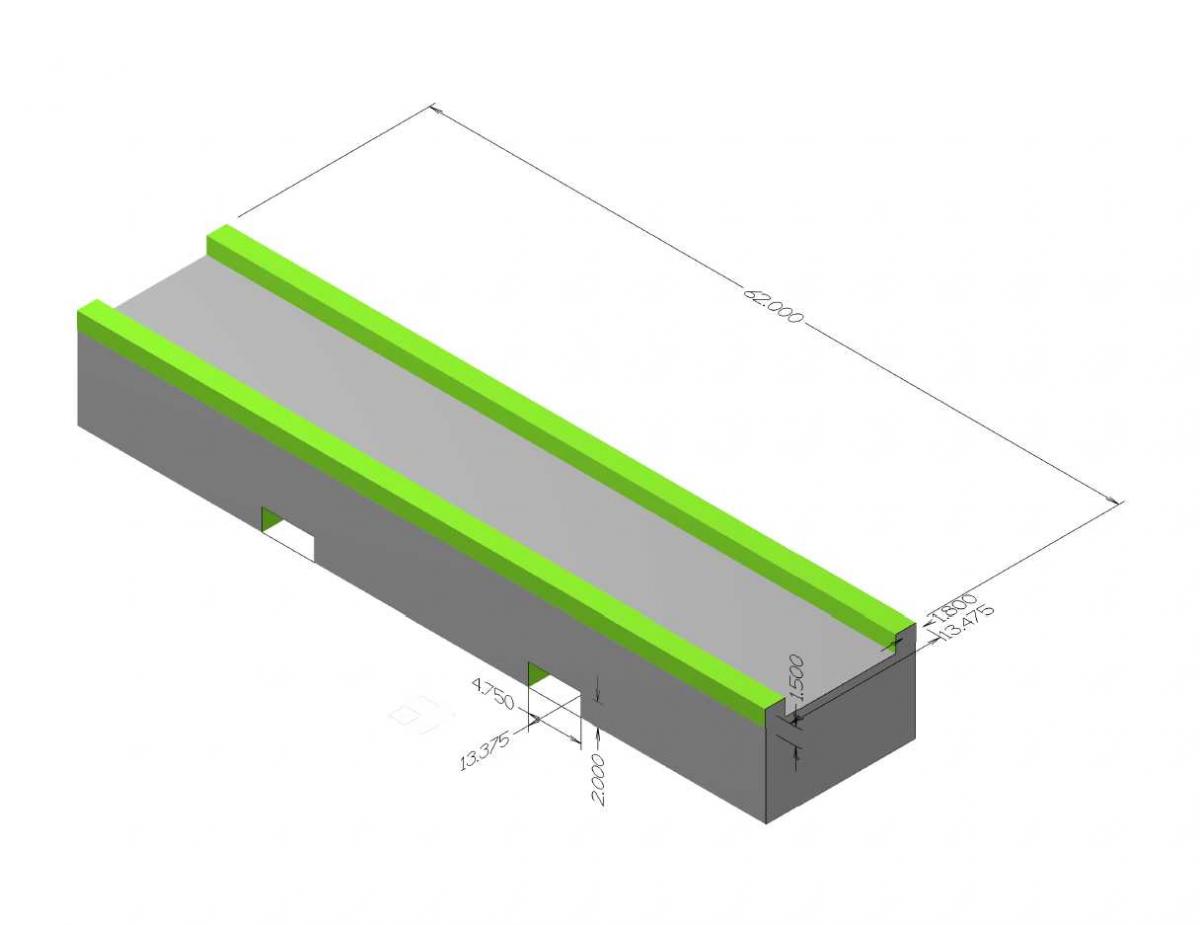
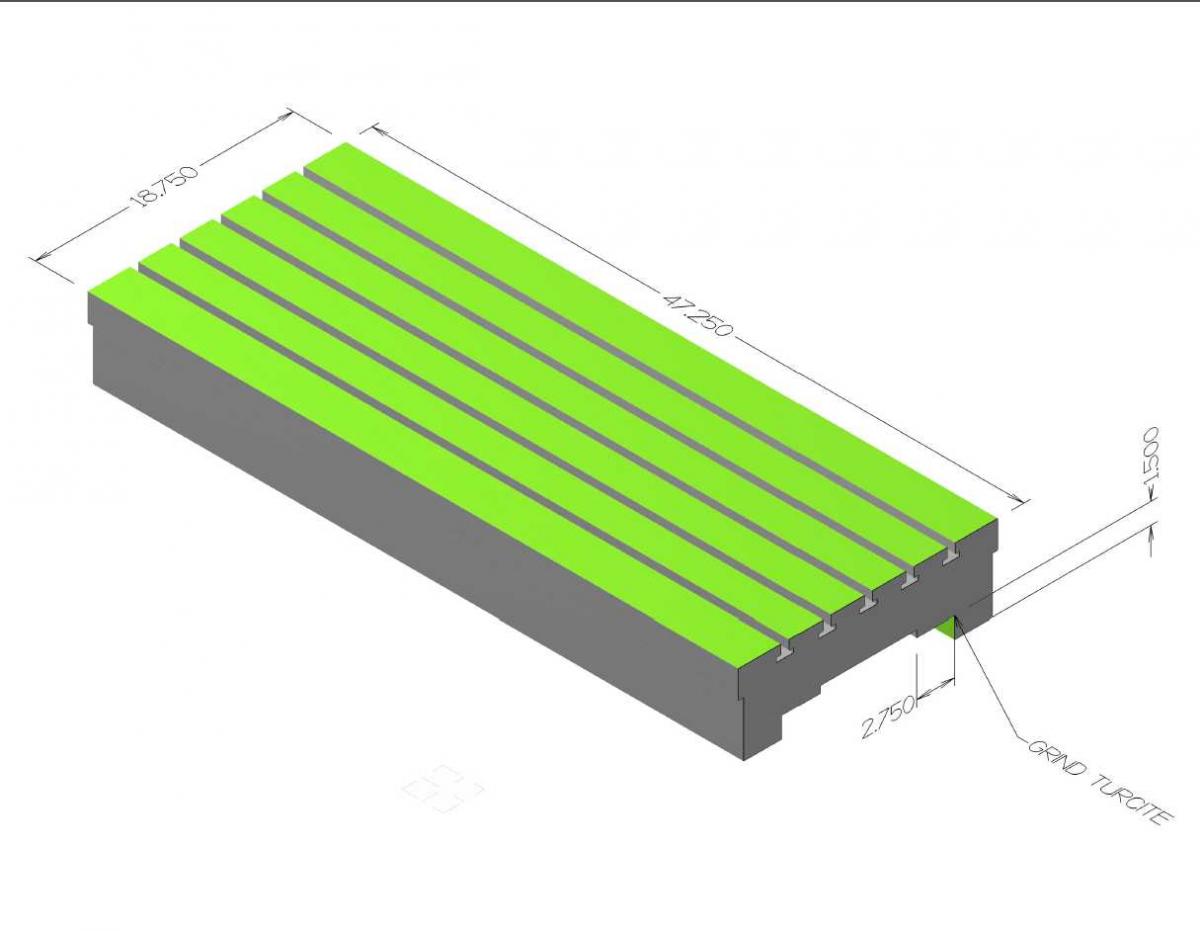
Turcite Repair
NOTW Programmer replied to NOTW Programmer's topic in Machining, Tools, Cutting & Probing
How about someone in California ! -
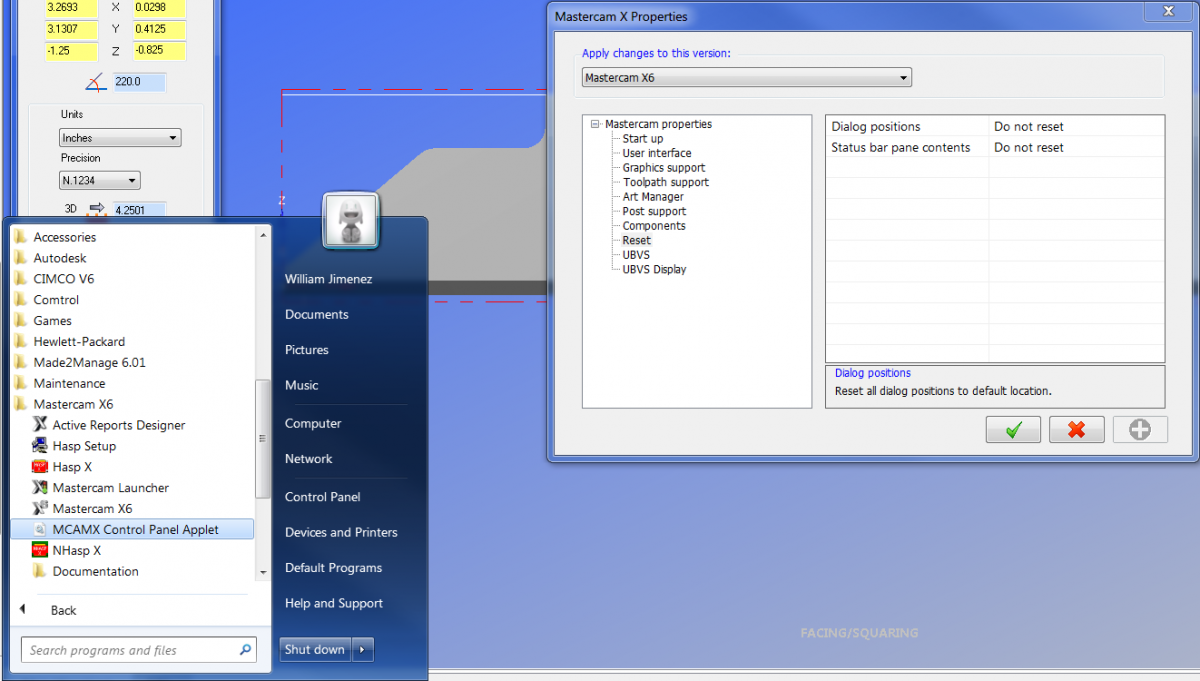
Operations manager just went bonkers wide when docked
NOTW Programmer replied to huskermcdoogle's topic in Industrial Forum
Reset dialog windows in Mastercam Applet.
-
Hi, does anyone here have a hookup with a machine rebuilder, someone that can give me a good price on replacing the Turcite and Grinding everything back to spec. I have taken the machine apart and in an attempt to clean the lubing system found the Turcite worn out and coming of the ways, straps, and gibbs. Any leads will be greatly appreciated, I am looking to send them out to get re-Turcite and out to grind at Schaffer. Regards, Greyman =)