Brad Lisle
-
Posts
243 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Brad Lisle
-
Custom Parameters for Transform Operation
Brad Lisle replied to Brad Lisle's topic in Post Processor Development Forum
No problem. I also noticed, previously I stated to put the trans_mi1$ at the end of pretract0, but you actually want to put it towards the top so it reads all the safety retracts and you want to put it in the same place for pretract #End of tool path, toolchange as well. I put the trans_mi1$ = 0 right after absinc$ = one for both post blocks. Hope this helps. -
Custom Parameters for Transform Operation
Brad Lisle replied to Brad Lisle's topic in Post Processor Development Forum
You rock Paul. That worked great! Thank you MIL-TFP-41, Here is what I did. trans_mi1$ : 0 #Transform Custom Paramter, Custom Integer pretract0 #End of tool path, null toolchange trans_mi1$ = 0 #put this line at the end of pretract0 pbld #Canned text - block delete if trans_mi1$, [ pfbld ] else, [ if bld, '/' ] pfbld #Force - block delete "/" -
Custom Parameters for Transform Operation
Brad Lisle replied to Brad Lisle's topic in Post Processor Development Forum
ok I'm still stuck. I am trying to force the bld "/" for transform operations. Here is the code I added: xform_cp : 0 #Transform Custom Paramter (BJL 06/27/16) xform_cp_ci1 : 0 #Transform Custom Paramter, Custom Integer #1 (BJL 06/27/16) pparameter$ # Run parameter table if prmcode$ = 15870, xform_cp = rpar(sparameter$,1) #(BJL 06/27/16) if prmcode$ = 15774, xform_cp_ci1 = rpar(sparameter$,1) #(BJL 06/27/16) pwrttparam$ #Information from parameters if prmcode$ = 15870, xform_cp = rpar(sparameter$,1) #(BJL 06/27/16) if prmcode$ = 15774, xform_cp_ci1 = rpar(sparameter$,1) #(BJL 06/27/16) pbld #Canned text - block delete #(BJL 06/27/16) if xform_cp, [ if xform_cp_ci1 > 0, pfbld ] else, [ if bld, pfbld ] pfbld #Force - block delete "/" I can't get the xform_cp or xform_cp_ci1 to read any value other than 0. Any ideas? -
Orbital Boring
Brad Lisle replied to absolute technologies's topic in Machining, Tools, Cutting & Probing
yes you could, but you would not get as nice of a surface finish as a turned surface. You could also fixture into a lathe, but the whole purpose of this type of option is to eliminate the need for an additional operation that involves extra programming, setting up, fixturing, available machine time/scheduling. plus the simple fact, every time you take a part off the machine and put it back on there is potential tolerance or true position errors. There will always be more than one way to achieve the end results, what way is better is still up for debate. This just brings another tool to the box. With the highly complexity of todays parts being engineered, it is imperative to be able to achieve much tighter tolerances than before. -
Orbital Boring
Brad Lisle replied to absolute technologies's topic in Machining, Tools, Cutting & Probing
Here are a few extras for you to enjoy. This feature can be extremely useful for select applications. As Ron mentioned, it is better suited for lower SFM materials. Though keep in mind the larger the bore diameter the higher the SFM can be achieved with the spindle RPM restrictions. As for wear, I don't believe this would cause any more wear to the machine than any dynamic toolpath, if you use this option for finish passes only. That is why Okuma requires certain options such as full ball screw cooling. Turn Cut.zip -
Do you have live tooling? If so you could c-axis wrap the thread profile with a taper mill. Its not pretty, but can be done.
-
Orbital Boring
Brad Lisle replied to absolute technologies's topic in Machining, Tools, Cutting & Probing
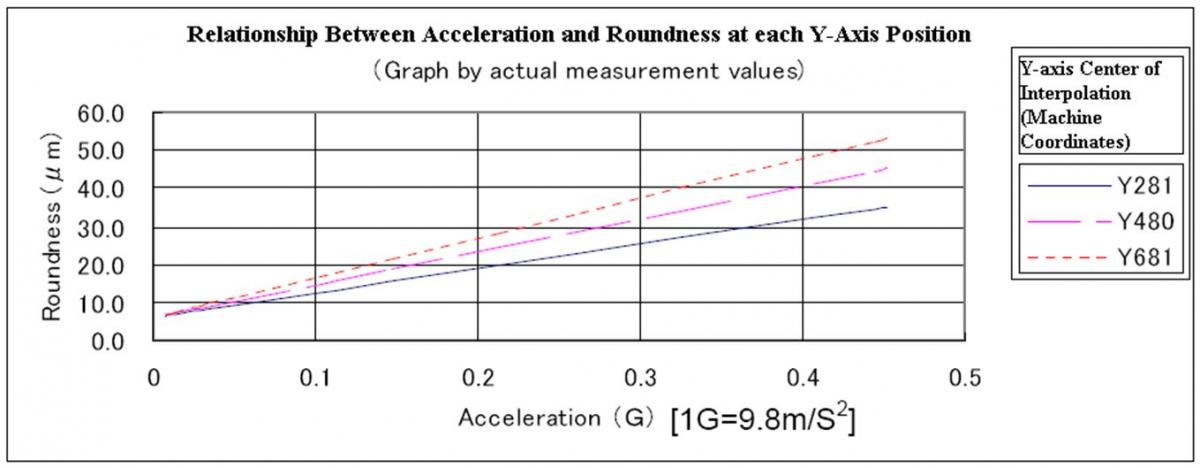
Very interesting read. Fortunately, Okuma was able to engineer their own and has proven that it does work. Attached is a sample roundness calculation you can expect to achieve. As you can see the higher the acceleration the less accurate the roundness becomes. Hope this helps
-
Custom Parameters for Transform Operation
Brad Lisle replied to Brad Lisle's topic in Post Processor Development Forum
Thanks Ron -
Which way would you attack this contour?
Brad Lisle replied to honeybunches's topic in Industrial Forum
I'm guessing you got your tax stamp approved? -
Could someone please tell me what the parameter numbers are for the Custom Parameters or system variables in the Transform operation? Thank you

-
As others have stated, it is not advised to alter the .MSB files. Though I feel your pain, by the time you add all the Renishaw macros and other various .LIB/.SSB files to make life easier you start to run out of space. We have gone to Okuma to see if we can get more storage allocated as a US standard, but until then, IF you must you can find the .MSB files in C:\\OSP-P\MSB directory. Here are a couple rules you MUST follow: 1. Since MSB files reside on the C: drive, if OSP software is ever installed it will delete and overwrite your existing MSB files. KEEP A GOOD BACK-UP!!! 2. MSB sub programs must start with double OO____ unlike a regular sub program that starts with just a single O_____ I have a good enraving macro already converted over to an MSB file. If your interested please email me
-
Your welcome, We can always work something out on a newer machine
-
Here is an engraving macro for an Okuma Mill with OSP control. https://www.dropbox.com/sh/cfp050fukae18ek/AADfxVoD3XnoMraMilFh3AD3a?dl=0 Enjoy
-
Mori Quality
Brad Lisle replied to Josh Kinney -Elite Engineering's topic in Machining, Tools, Cutting & Probing
We have an office in Kent, WA with an LB3000-EX-MYW on the floor right now. Please let me know if you are interested in looking at it. I can put you in contact with a local sales rep if you would like. Brad -
ok, so I guess the table does not display properly. Sorry.
-
Sorry guys Super-NURBS is NOT standard on an MB or Genos. It is standard on a MU 5 axis machine due to Tool Center Point Control function requires Super-NURBS. It is an option well worth though, IF, you are doing alot of surfacing and in need of high accuracy surface details. The standard (for MB and Genos) Hi-CUT function works well for most other applications. See below for the hi-CUT and Super-NURB code. Guide for using Super_NURBS Parameter Parameter (data word) setting range Address character used for program command EXECUTION MODE CONTROL OFF CONTROL ON (G130) (G131) PROGRAM TOLERANCE 0.0 OR MORE D (D .003) SET THIS TO WHAT YOU PROGRAMED MACHINING TOLERANCE 0.0 OR MORE E (E .006) SET THIS TO TWICE THE PROGRAM TOLERANCE FEEDRATE UPPER LIMIT 1.0 OR MORE F (F500) SETS THE MAXIMUM FEED RATE FOR THE TOOL MACHINING MODE HIGH QUALITY (0) STANDARD (1) HIGH SPEED (2) J (J1) CONTROLS THE TOOLPATH ACCURACY AT THE MACHINE TOOL THE FOLLOWING ITEMS ARE SET UP IN THE MACHINE AND SHOULDN’T NEED TO BE CHANGED. IF CHANGED PLEASE WRITE DOWN THE CURRENT VALUES SO THAT THEY MAY BE RESTORED AT A LATER TIME. (SEE SUPER-NURBS BOOK FOR MORE INFO.) UTILIZE RECONST. SHAPE LOW (0) MEDIUM (1) HIGH (2) FULL (3) I (I2) MAX BLOCK LENGTH 0.0 OR MORE L MIN BLOCK LENGTH 0.0 OR MORE R PROGRAM FILTER MODE OFF (0) MODE 1 ON (1) MODE 2 ON (2) MODE 1 & 2 ON (3) K (K3) FILTER VALUE: LENGTH 0.0 OR MORE P FILTER VALUE: ANGLE BETWEEN 0.0 AND 90.0 Q UPDATE SUPER-NURBS CONTROL PARAMETERS F4: PARA. UPDATE (G131) Guide for using Hi-CUT Parameter Parameter (data word) setting range Address character used for program command EXECUTION MODE CONTROL OFF CONTROL ON (G130) (G131) MACHINING TOLERANCE 0.0 OR MORE E (E .006) SET THIS TO TWICE THE PROGRAM TOLERANCE FEEDRATE UPPER LIMIT 1.0 OR MORE F (F500) SETS THE MAXIMUM FEED RATE FOR THE TOOL MACHINING MODE STANDARD (1) HIGH SPEED (2) J (J1) CONTROLS THE TOOLPATH ACCURACY AT THE MACHINE TOOL Program Sample: N61 G90 G17 G80 G40 G0 G30 P2 G116 T61 G15 H4 ( .500,1/2 HSS HOG MILL 3FLT 1.25LOC NECKED 1.60LAH - OSG!!! | TOOL - 61 | DIA. OFF. - 61 | LEN. - 61 | TOOL DIA. - .5 ) M8 G131 E.002 F500. J1 <--------------- Hi-CUT/Super-NURBS function ON G0 G94 G90 X-.55 Y-9.345 B0. S8500 M3 T166 G56 H61 Z2. Z.475 G1 Z.01 F60. X-.525 F35.05 G3 X-.15 Y-8.97 I0. J.375 … … … … Y-6.7745 I0. J-1.2345 X4.8404 Y-6.7267 I0. J1.2345 G0 Z2. M5 M09 G130 <-------------- Hi-CUT/Super-NURBS function OFF G30 P2 M01 Please feel free to contact me for more details.
-
Okuma Millac 760V would be Okumas offering for a 30" Y-axis. Great machines for mold making.
-
Check out PC DMIS. It works great for programming the machine. Very easy to use and learn.
-
Vargus has a pretty cool software for that http://www.vargus.com/vardex/template/default.aspx?pCatId=9
-
Okuma Conversational Lathe Control
Brad Lisle replied to Mjölnir's topic in Machining, Tools, Cutting & Probing
ask your local distributor for a control demo. I am sure they would be more than happy to show you the features of Advanced One-Touch IGF -
Most of the Genos line is built in Taiwan, at an Okuma factory with ALL Okuma parts at Okuma standards and quality. Great machine for the money. This line has limited models with less options as the other Okuma lines built in Japan. By reducing the options and manufacturing prebuilt-in options this reduces costs and streamlines prodution. These machines hold up very well and at the price point nothing else compares.
-
Okuma MA-650V with OSP-P200MA control with optional Super-Nurbs. Extremely fast and accurate. Surface finish with this machine setup are insane. http://www.okuma.com/products/machines/vmc/ma_series/ma650v/
-
Good luck on your search. Great machines too.
-
You could try a solid modeling software, I know Alibre Design offers this. Send me the solid and I will see what I can do.
-
nice update.