Search the Community
Showing results for tags 'cnc'.
Found 22 results
-
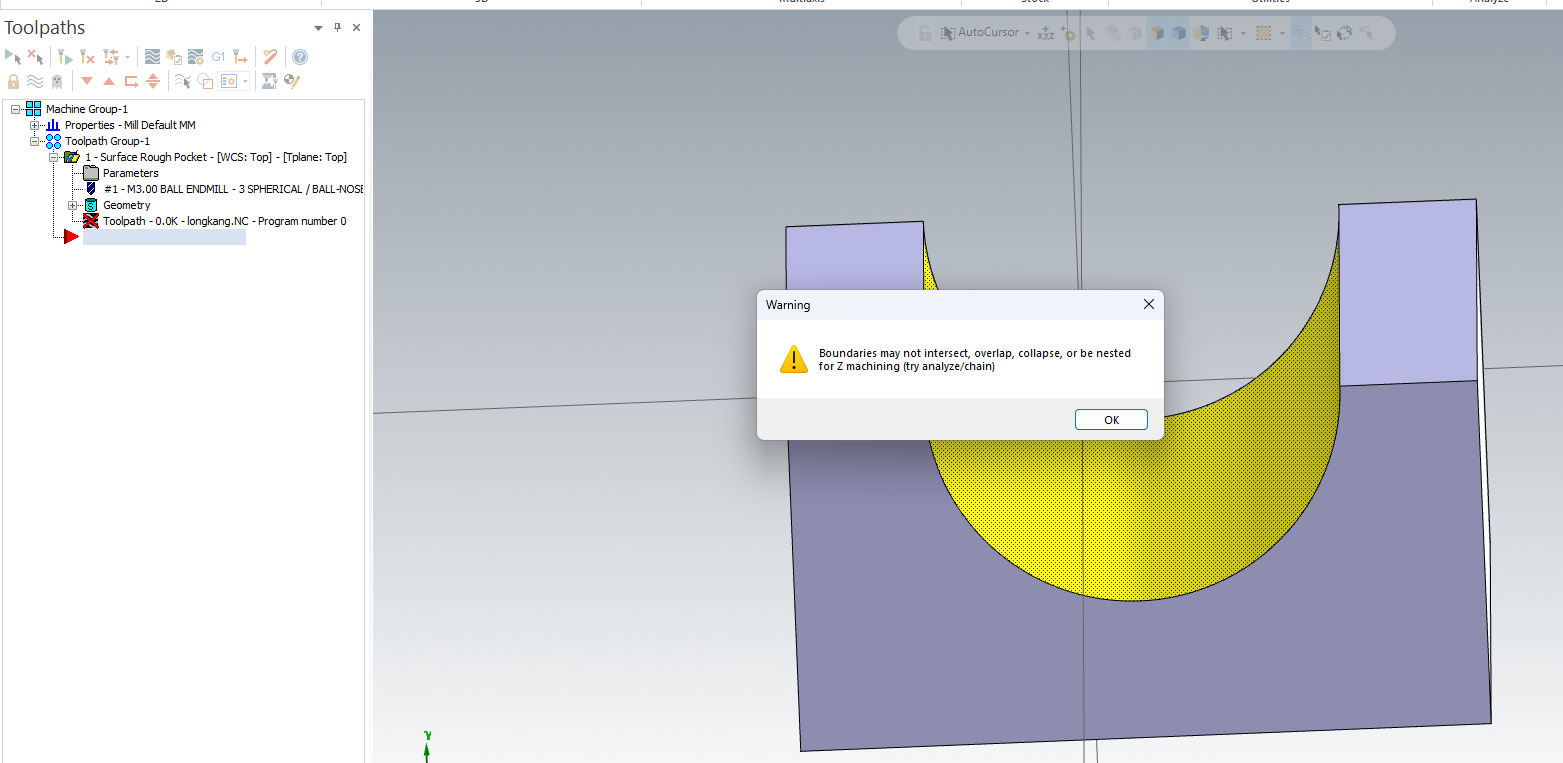
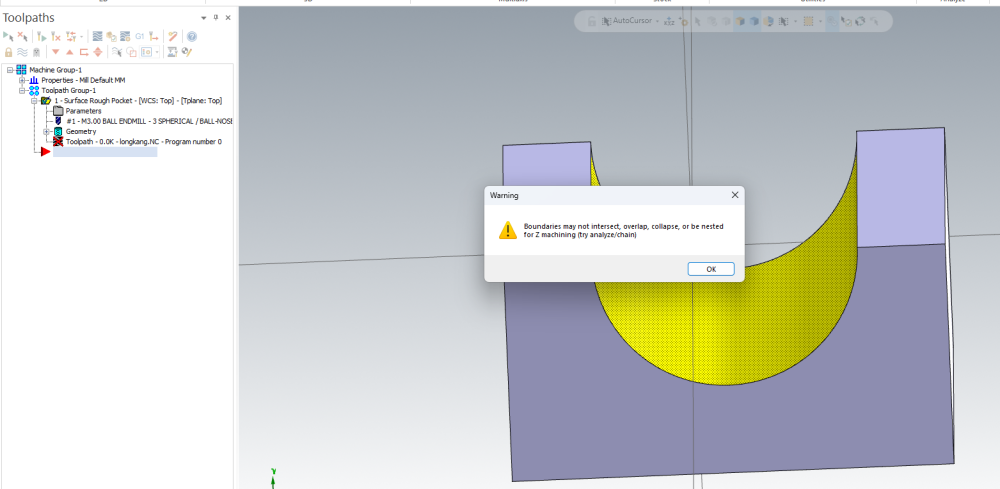
Dear all, I am trying to learn Mastercam Surface Rough functionality according to a youtube video here, but I got this error(Boundaries may not intersect), what does that mean and how can i correct this? I have attached my Mastercam file below for convenience and can anyone re-send back the corrected mastercam file to me? YOu can follow the guide on the youtube link i provided ad I did. I have tried this for 2 hours already but no luck!! longkang.x_t
-
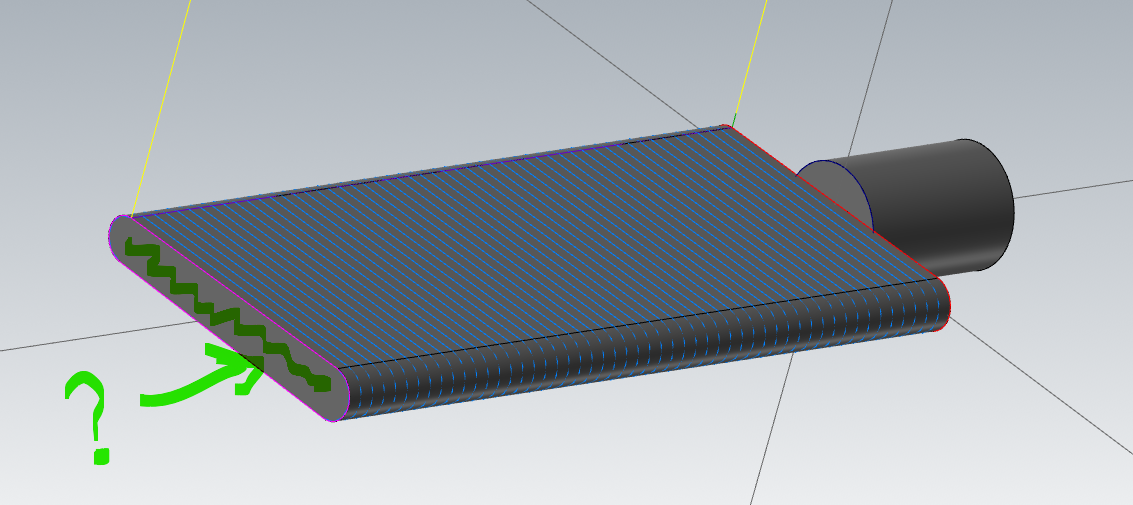
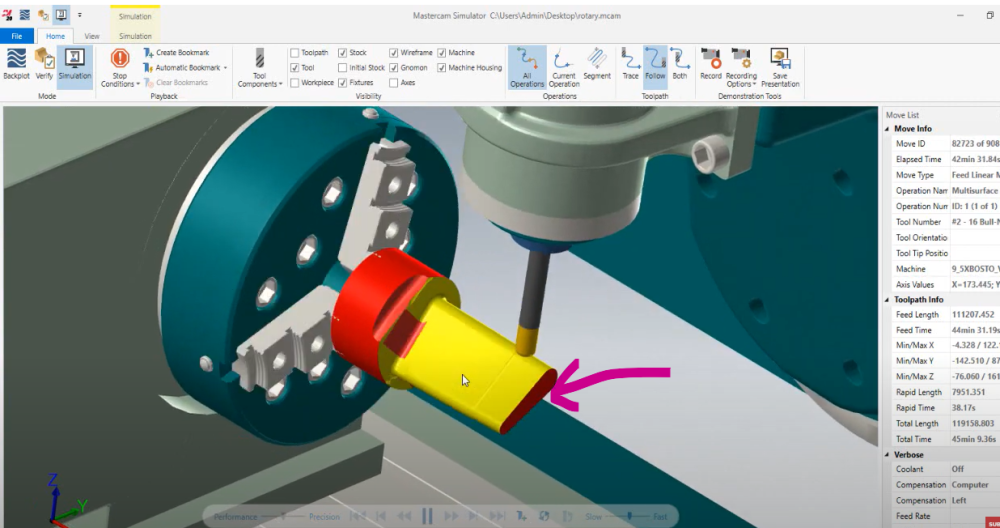
airfoil.mcam Dear all, I have this airfoil shape which i created using MasterCam, and I used this milling function called MULTISURFACE, when i select the green highlighted spot above, it will throw me an error. Is there a way to mill the highlighted green part above along side with the entire wing surface? , I used this MULTISURFACE milling, but it did not work for me. I have attached my MasterCAM file for your convenience , hopefully someone might be able to correct the mistake in my CAM files and re-send it to me? I am very new to this 3d CNC Software, and mostly I done CADs only.
-
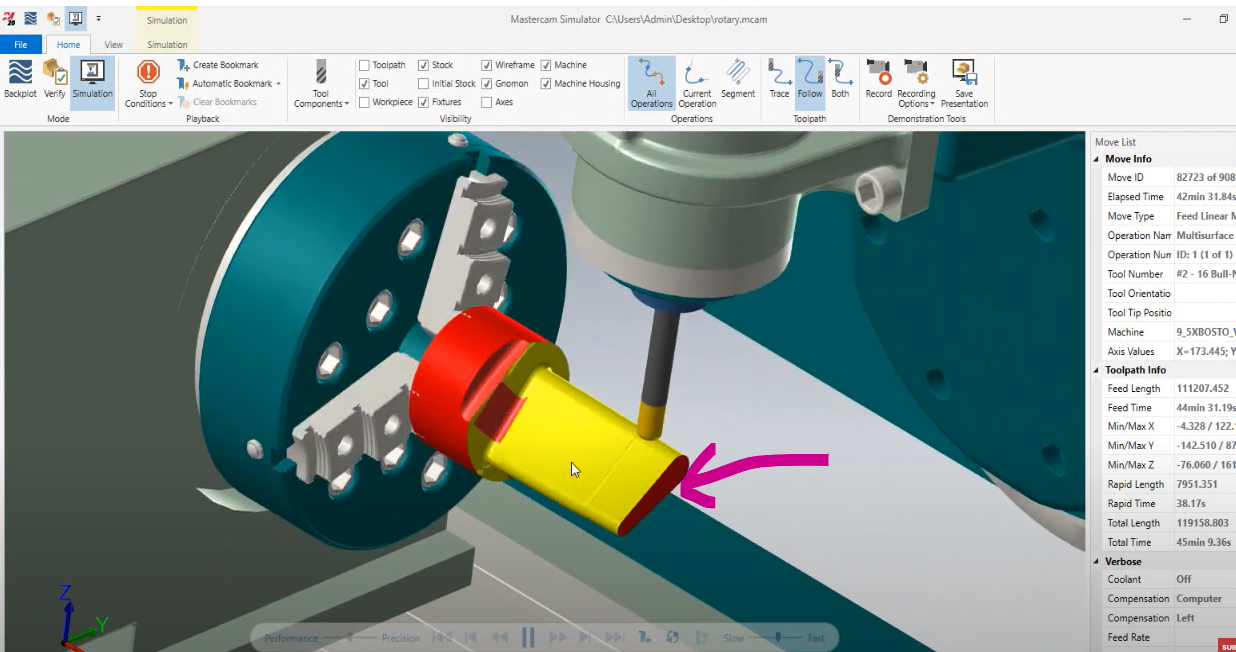
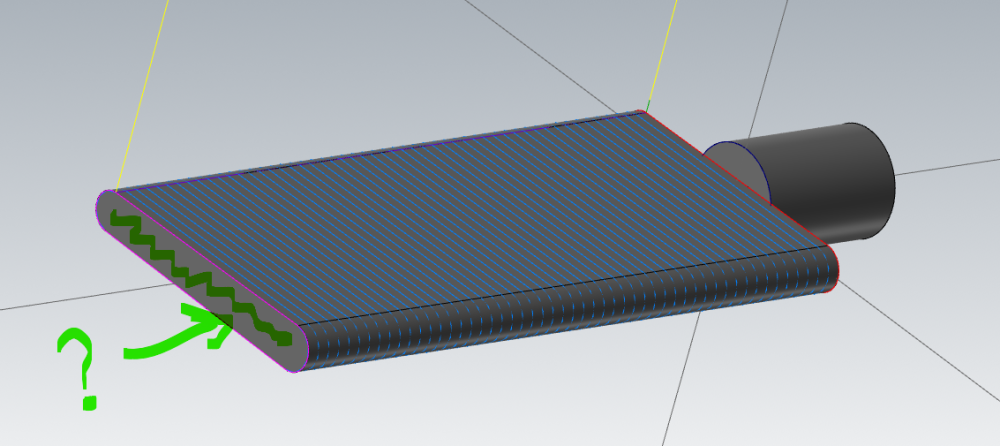
Dear all, there is a youtube video on machining an airfoil using MasterCam at here, I can see that the edge of the airfoil is still in red color which is indicated by my arrow is not being touched by the drill. Since I will be using a longer piece of cylinder wood to machine this airfoil for my cnc later, how do I program the software to cut the edge too since the cylinder is very long ? I am new to this software :). I will appreciate any advice I can get. Thank you
-
Hello Forum, has anyone ever had the following error on their CNC, in this case, OSAI. "HD021 Dual Port Error" . If so, did anyone know how to fix it? I can't find much information about it on the internet
-
So I have decided I am going to share my custom macro B programs. These programs generate 3D and basic 2D shapes for CNC mills. The C variable on the radius macros is the angle of incremental rotation that you want to cut in degrees. Cool Macros.zip
- 182 replies
-
- 4
-

-

-
- custom macro b
- cnc
- (and 2 more)
-
HELP In the process of purchasing a Machitech plasma table. Trying to decide what software to control the machine with, so far i've only heard ProNest. I am familiar in programming CNC lathes and mills with Mastercam but im wondering if i can do the same for a plasma table. Thanks
-
 Im trying to section out my code for an upcoming part. This is a basic program that is using a 3 axis vertical mill. I used section NCI on this program then import it back into mastercam. After importing it back in I go to post the code on each process but I get an error "ERROR- SELECT MACHINE ACHIEVABLE TOOLPLANE WITH Y-AXIS ALONG MACHINE Y - SET AND REPOST" Ive gone back through my program and made sure that my planes are correct. They are all set to top. I even went back through and re-selected my chains for my toolpaths. Since im only using a 3 axis mill and programing from the top plane, I cant see what else I could do to fix this. vie attached my file below with out the broken nci files attached Any suggestions? MILL MEMORY TEST online.mcam
Im trying to section out my code for an upcoming part. This is a basic program that is using a 3 axis vertical mill. I used section NCI on this program then import it back into mastercam. After importing it back in I go to post the code on each process but I get an error "ERROR- SELECT MACHINE ACHIEVABLE TOOLPLANE WITH Y-AXIS ALONG MACHINE Y - SET AND REPOST" Ive gone back through my program and made sure that my planes are correct. They are all set to top. I even went back through and re-selected my chains for my toolpaths. Since im only using a 3 axis mill and programing from the top plane, I cant see what else I could do to fix this. vie attached my file below with out the broken nci files attached Any suggestions? MILL MEMORY TEST online.mcam -
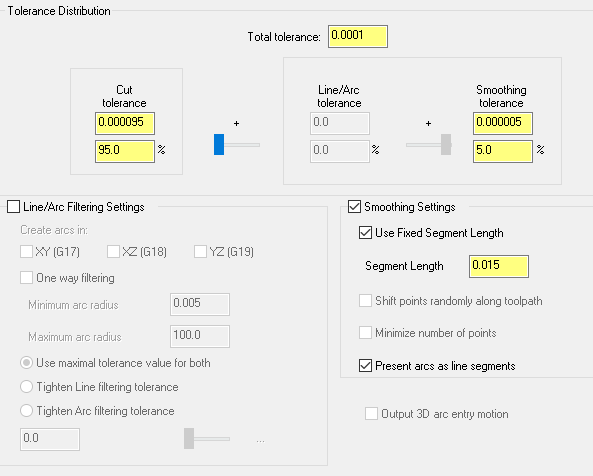
Is there ever a situation to set the total tolerance to .0001? See above png for our current settings... Problem is setting this to .0001 takes a long time to generate with the equal scallop toolpath in mastercam. If we set this tolerance to .001, will it effectively achieve the same results? This is my guess
-
 Hello, I require some 5 axis simultaneous programming assistance. I am currently using a Fanuc 31i control on an SNK CMV-80S, it has an A axis head and B axis table as it's rotary axes. I wish to use a tilted work plane (G68.2) and rotate the WCS in line with an error I have previously measured and written to a variable. However on the machine we use a G43.4 TCP function and I can't get the 2 commands to work together. I have attempted using a G43 but that doesn't pick the correct tool length. Is it possible to run these commands together without the G43.4 cancelling out the tilted work plane? Please look at the code below and if anyone can point out my mistake it will be greatly appreciated. G40 G17 G94 G90 G21 G49 G91 G21 Z0 T66109 M06 G90 G54 G68.2 X0. Y353.5 Z0. I0. J0. K#883 G53.1 G43.4 D99 H99 G65<TLCK>M0 M08 M51 S995 M03 G0 X-182.534 Y428.787 A-30. B330. This program will run but it cancels out the G68.2 tilted plane so just runs as nominal part. If I've missed any info please let me know and I'll do what I can to provide it. Thanks all!
Hello, I require some 5 axis simultaneous programming assistance. I am currently using a Fanuc 31i control on an SNK CMV-80S, it has an A axis head and B axis table as it's rotary axes. I wish to use a tilted work plane (G68.2) and rotate the WCS in line with an error I have previously measured and written to a variable. However on the machine we use a G43.4 TCP function and I can't get the 2 commands to work together. I have attempted using a G43 but that doesn't pick the correct tool length. Is it possible to run these commands together without the G43.4 cancelling out the tilted work plane? Please look at the code below and if anyone can point out my mistake it will be greatly appreciated. G40 G17 G94 G90 G21 G49 G91 G21 Z0 T66109 M06 G90 G54 G68.2 X0. Y353.5 Z0. I0. J0. K#883 G53.1 G43.4 D99 H99 G65<TLCK>M0 M08 M51 S995 M03 G0 X-182.534 Y428.787 A-30. B330. This program will run but it cancels out the G68.2 tilted plane so just runs as nominal part. If I've missed any info please let me know and I'll do what I can to provide it. Thanks all! -
Hey guys im having issues with icons dissapearing or just oddly being outlined. if i hover over it the icons sometimes come back, its getting annoying. can anyone recommend a way to fix this ??

-
Hello, I have a Mori Seiki NH5000 and I want to know what would be the procedure to run one program per pallet. Right know I need to run the same model in both pallets, but I need two adjust the G54's of each program due the difference on the fixturing. I read the manual that first enter to the settings and add a "Work number" to each pallet. And then I have two different options; using the M60/M61 on the end of the program, or, using the M02/M30. I would really appreciate your help, if you need any extra information please let me know.
-
Can u use an M98 subprogram call within a while-do loop?
-
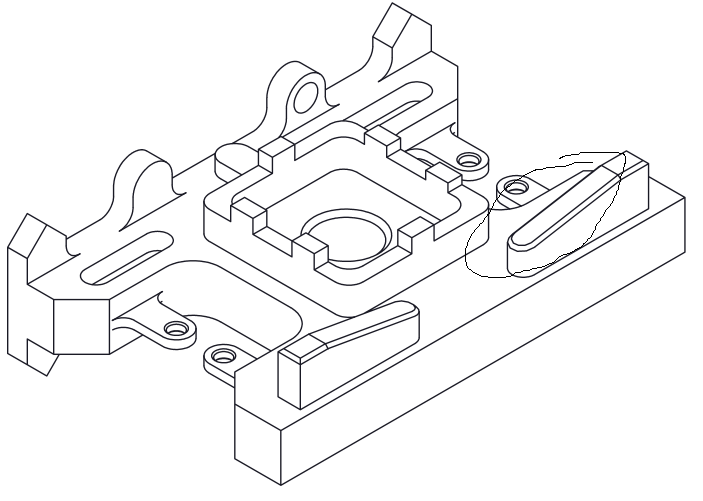
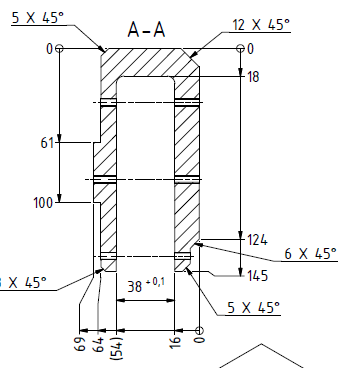
Hello everyone, I have a little beginner problem with some parts i'm machining, they have a hole of 1.258 +0.002 -0.0. i use circle Mill on mastercam to rough and another seperate circle mill toolpath to finish with an M01 between the two, Now the problem i have is that the hole is not completely circular, i measured many different values ranging from 1.250 to 1.265 in the same hole. i try to change my offset to get the right tolerances but it can't seem to have one value when measures, i used my Lathe to create a kind of Go/Nogo, to quickly verify my parts, the go side has 1.255'' and the no Go has 1.563''. can i just rely on weather the go enters or not? or is my go way too small to give the right readings? On a seperate question concerning machining tolerances, i have had to machine a part like the one in the picture with a tolerance of 0.003'', but as you see the space walls are too long, so i can't have only one constant measurement between the walls all along them. (PS: the units of the drawing are in millimeters)
-

yasnac Yasnac MX1 parameters set up HELP!
EPBriz posted a topic in Machining, Tools, Cutting & Probing
Please help. I have an Acroloc series 10 with a yasnac MX1 and was sitting in storage for about 17 years. Finally got it working manually but I cannot get the controller to let me set the parameters even after I set the thumbwheel to "1" and parameter line #6219 or #6259 (this one worked for our MX3) . Any thoughts? Which positions do you set the mode switch to? Is there anything else that needs to be done to unlock the parameter settings? Thank you , any help would do. -
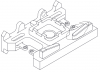
Hi guys, I am needing to 3d mill a 6 degree angle on a 3 axis cnc milling machine. I have never done this before and have been told I am better doing it bottom of the anlge to the top. Not sute how to tackle it. Any advice would be grateful. I have attached an example of what the part is hope it helps.
-
I was just curious as to how you guys set your CNC lathe Jaws. I feel like I have a pretty good method, but wanted to hear from you to see if there is a faster way than I am doing it.
-
Hi all, I'm not familiar in conditioning rule of MDCMAX. I just want to ask how to create a condition for my cyclecount that it will increment by 1 if it read the cyclestop and partcomplete? I did this condition "MSG[CYCLESTOP] AND MSG[PARTCOMPLETE] " but it is not working. Thank you in advance
-
I hope someone out there will have a use for this. Someone at work gave me the idea. Check it out. O5656(DIAMOND PIN MACRO) (PIN AT 0 DEGREES IS VERTICAL) (ABSOLUTE MACRO) (UNDER DEVELOPMENT) (FORMAT G65/G66 ABDTMWREFS) (A = #1 - INCLUDED ANGLE OF PIN) (60 DEGREES IS COMMON) (B = #2 - G68 ROTATION FROM 0 DEGREES) (D = #7 - DIAMETER OF PIN) (T = #20 - TOOL DIAMETER) (M = #13 - MATERIAL SIZE) (SQUARE OR ROUND) (W = #23 - WIDTH OF PIN CONTACT) (R = #18 - R PLANE) (E = #8 - END OF EM IN Z) (F = #9 - FEEDRATE) (S = #19 - # OF SPRING PASSES) (*********************************) (LIMIT SPRING PASSES TO 3.) IF[#19GT3.]THEN#19=3. (STORE CURRENT XY POSTION) #100=#5001 #101=#5002 (CALCULATE TANGENT POSITIONS) (BASED ON ARGUMENT -A-) (-X-/-I-) #102=[#23/2.]+[COS[#1/2.]*[#20/2.]] (-Y-/-J-) #123=ASIN[#23/2.]/[#7/2.] #103=[COS[#123]*[#7/2.]]+[sIN[#1/2.]*[#20/2.]] (CALCULATE FIRST POSITION -X-) #105=#102+[TAN[#1/2.]*[#103]] (CALCULATE MATERIAL CLEARANCE) #106=[#13/2.]+[#20/2.]+.1 (STORE EACH LOCATION) #110=#100-#106 #111=#101 #112=#100-#105 #113=#100-#102 #114=#101+#103 #115=#100+#102 #116=#101+#103 #117=#100+#105 #118=#101 #119=#100+#102 #120=#101-#103 #121=#100-#102 #122=#101-#103 (SET SPRING PASS COUNTER) #149=#19 (SET ROTATION) #530=#2 IF[#2GT180.]THEN#530=#2-360. G68R#530 (GOTO 1ST POSTION) G0G90X#110Y#111 Z[#8+.1] G1Z#8F#9 G41X#112 WHILE[#149GE0]DO1 IF[#149LT0]GOTO10 #149=#149-1. G1X#113Y#114 G02X#115Y#116I#102J-[#103] G1X#117Y#118 X#119Y#120 G02X#121Y#122I-[#102]J#103 G1X#112Y#111 END1 N10G1G40G90X#110 G0Z#18 G69 X#100Y#101 M99
-
Hello Fello Mastercam users, I am looking for some CAD/CAM projects for my advanced students to do in our high school shop. We have Mastercam x7 and a Tormach PCNC 1100 mill along with a older Bridgeport EZTrack 2 Axis CNC. I really want to work with the kids to make a useful CNC project that they will either use for the rest of their lives or something that they will at least use a lot now. A lot of their hobbies include hunting/fishing, ATV riding. Thanks in advance, Adam
-
Trying to help someone calibrate a probe on a Mitsui with no luck. I tried to store a large number into macro #100 and came up with a PS012 ALARM. Once we put in a smaller number in no problem ex: #100=1. We are thinking that one of our parameters is wrong, but I do not have any experience with those. Please if anyone has some information on it it would be greatly appreciated.
-
Looking for job, on-line 3-axis mill programming for only 15$/h . Prefer G-code (Fanuc) or dialog (HeidenhainTNC_530). Vladimir
-
I need to know as this will affect how many seats I am allowed to renew on maintenace. My seat is a giving, I have one more that the powers to be are iffy on whether to maintain, in my department.( i believe it has to be maintained personally) the other 4 seats in our cnc department are on a hasp and is not a huge concern as they do not open or have acces to any of my 'MOLD' files Any incite will be greatly appreciated. Regards Rick