robk
-
Posts
2,513 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by robk
-
IMO, the interfaces (regardless of what CAM software you use) are not worth the $$$. It is easy enough to export your models, and I always create my own tools. By creating my own tools, I mean importing an STL of the holder (most major manufacturers have them available for downloads on their websites), simply defining my cutter (if the cutter is a form tool of some sorts I model it in my CAD system and export it as DXF or use the Revolve Profile option in Vericut). I then save the tool to a library... I also save the tool holder to a separate library so in the future it's easy to find the holders. I also created templates for the machines that I use. It makes setups a breeze. Will you use it for 5 axis? If so I recommend that you get Machine Simulation option. I agree with MLS, you should definitely take the class to get you going.
-
Okuma MacTurn/Multus or Mazak Integrex j
robk replied to T_MALENA's topic in Machining, Tools, Cutting & Probing
We have quite a few different brands of machines in here including Mazak and Okuma... No problems with either one. BTW, we never had any problems with Mazak support/service. -
^^^+1 Chris. ^^^ I am aware that's what the catalogs say, as well as the sales reps. In the real world though I have not been succesful implementing that rule ..
-
NX has a sheetmetal bundle. Do a search on youtube for NX sheetmetal for some info.
-
What type of material do you cut?
robk replied to BenK's topic in Machining, Tools, Cutting & Probing
High Temp Alloys 50% of the time. Most of them nickel based with an occasional cobalt based. The other 50% is Titanium. Lately it seems like I have been working more with forgings then castings. We make very large (and very expensive) jet engine parts. Some of the brands we have are Mori-Seiki, Mazak, Maatsura, Okuma, Makino, Parpas, Johnford, as well as other brands that I can't think of right now. -
This is what we use CoroTurn HP... They work great for breaking chips, but keep in mind that we only run them in Hi-Temp alloys and not aluminum.
-
This was @ my previous place of employment. We were able to roll the tombstones and rotary tables in and out of the machine.
-
Simple post edits I have no problems with, but I'm no post master... One of my co-workers wrote all our posts (multiaxis mill turns, twin turret lathes, etc.) using the post builder. Most of his help he got from the NX forum and not the post builder class which is only a great beginners class (so I am told). And I do use Vericut on every single program.
-
FYI, NX forum is very active as well as very professional. In my neck of the woods (Connecticut) we seem to do a lot of jet engine work and the software of choice for larger companies is NX. Pratt & Whitney, GE, Volvo, MTU, etc. all use NX and it is important that we stay linked to the customers' original models. I would say that majority of companies use mastercam, but I have been around long enough to see a lot of them switch over to a different software over the years. It's a shame in a way, because mastercam is where I started programming (using computers) and it will always have a special place, but the truth is the truth. It got lost a long time ago and it's going to take a lot more then a fancy toolpath to bring it back. We also have the Volumill plug-in for NX in here and it works great in certain applications, but keep in mind that most of jet engine work is done on round parts and those kind of paths are useless.
-
Hey Daniel what's up with your blog? I thought you were(are)doing a great job, but you have been quiet for a few months.
-
Using the same software to check itself is pointless IMO. Our customers expect/require us to use differnt software for program verification than the software that was used for toolpath/posting creation. Vericut all the way when it comes to verifying our programs.
-
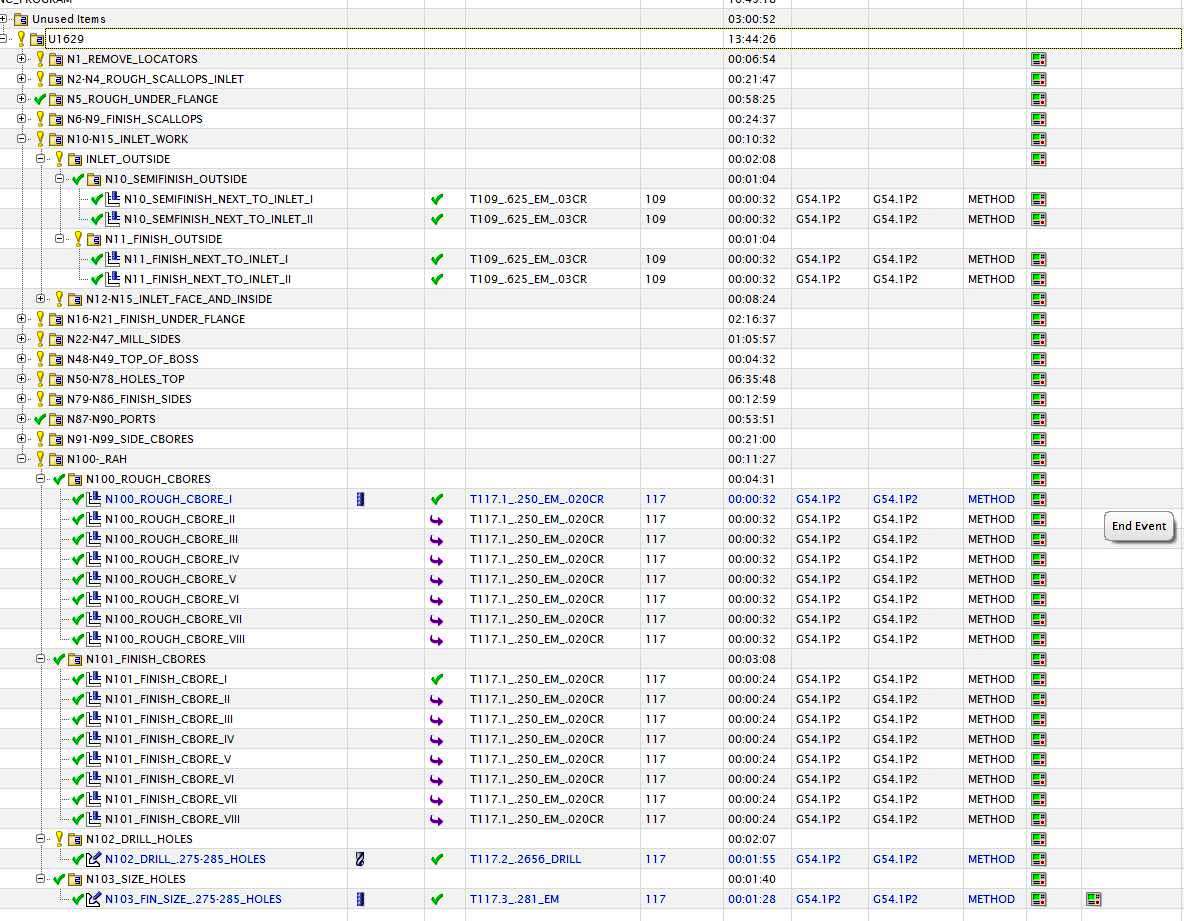
Most of my programs have hundreds of operations. I organize mine by sequence numbers. My post is tuned to output the sequence # that is in front of the operation. My programming software is NX, but maybe it is possible to do the same in Mastercam? Here are screenshots of program order view (mostly collapsed) and tool order view (collapsed completely).


-
Thad, the only thing we use Mazatrol for in here is to define the tools. You kind of have to on mill-turn machines. We do not use mazatrol for actual programming... Variables numbered 51999 and 3020 can be used to read the tool number, and the number of tool data index, of the tool mounted in the spindle.
-
+1 to what Ron suggested. You could also assign a variable for your tool info; () () N117 T96.7 M06 #3901 = #4114 G20 G69 G80 G40 G49 G17 G90 G94 G98 G10.9 X0 (SET RAD MODE) G91 G28 Z0 G91 G28 X0 Y0 G90 . . . G90 G54.1 P24 X8.0875 Y-.0636 B0.0 M19 G97 S855 M3 G43 X8.0875 Y-.0636 Z25.0 H#3020 G46 X8.0875 D#3020 G0 Z8.4578 M08 X9.2125
-
Verification of CNC part programs
robk replied to WWiliams's topic in Machining, Tools, Cutting & Probing
I am 100 pro Vericut. I will not release any programs on the floor without running it through Vericut 1st. Also their support is top notch. That being said, we had a demo of NCSIMUL a couple of months ago. We were very impressed with the software. We were going to give them a shot but since they are the "new kid" in the US we got cold feet. What if they can not get enough of customers on this side of the pond to stick around? -
Need advice transitioning the way our shop operates
robk replied to travis.vandusen's topic in Industrial Forum
Operators receive a tool list, setup sheet, as well as the 1st page of the program.



-
Koma Slimline RAH (tool changer mounted) going under the laser to set the stickout.
-
Then I guess you guys have never seen a verical integrex yet.
-
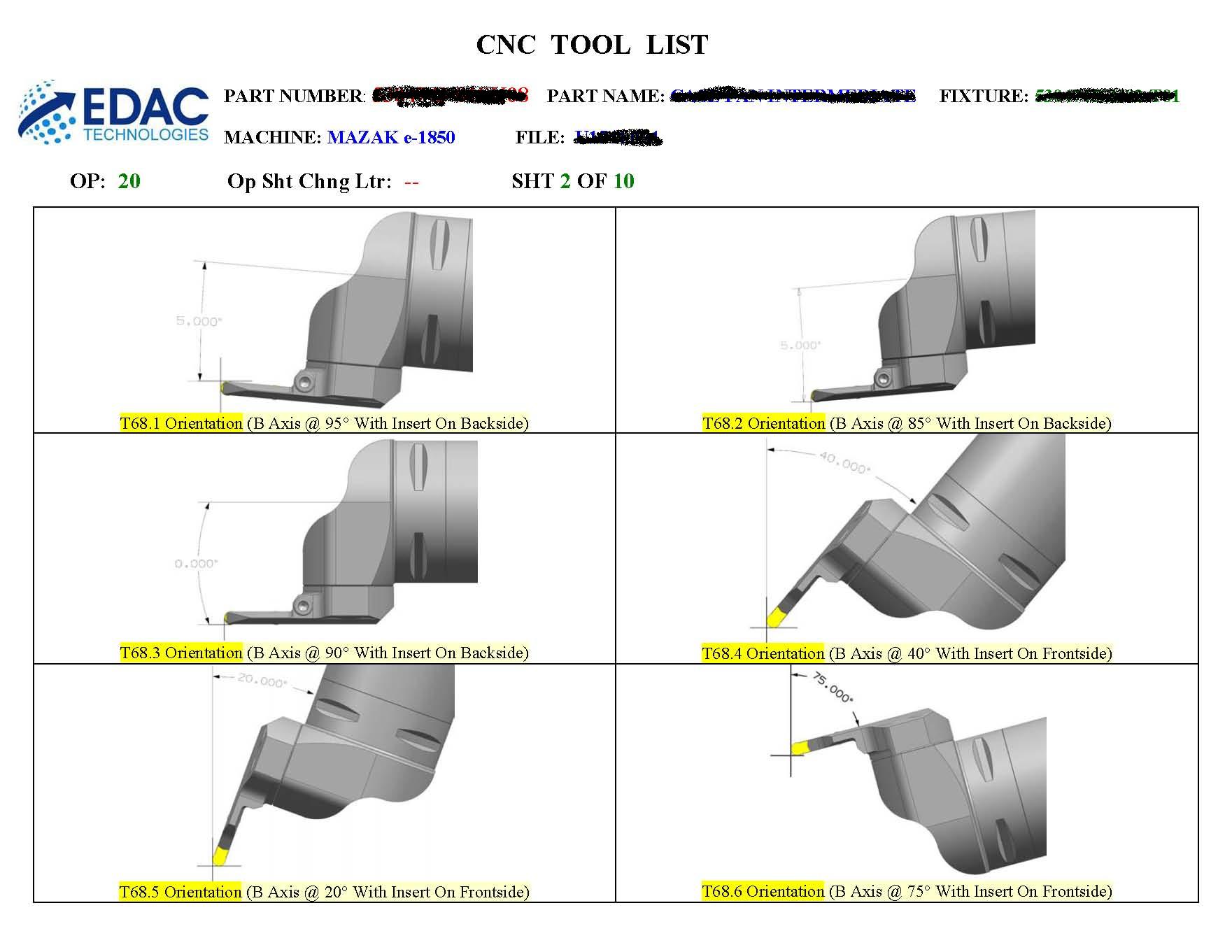
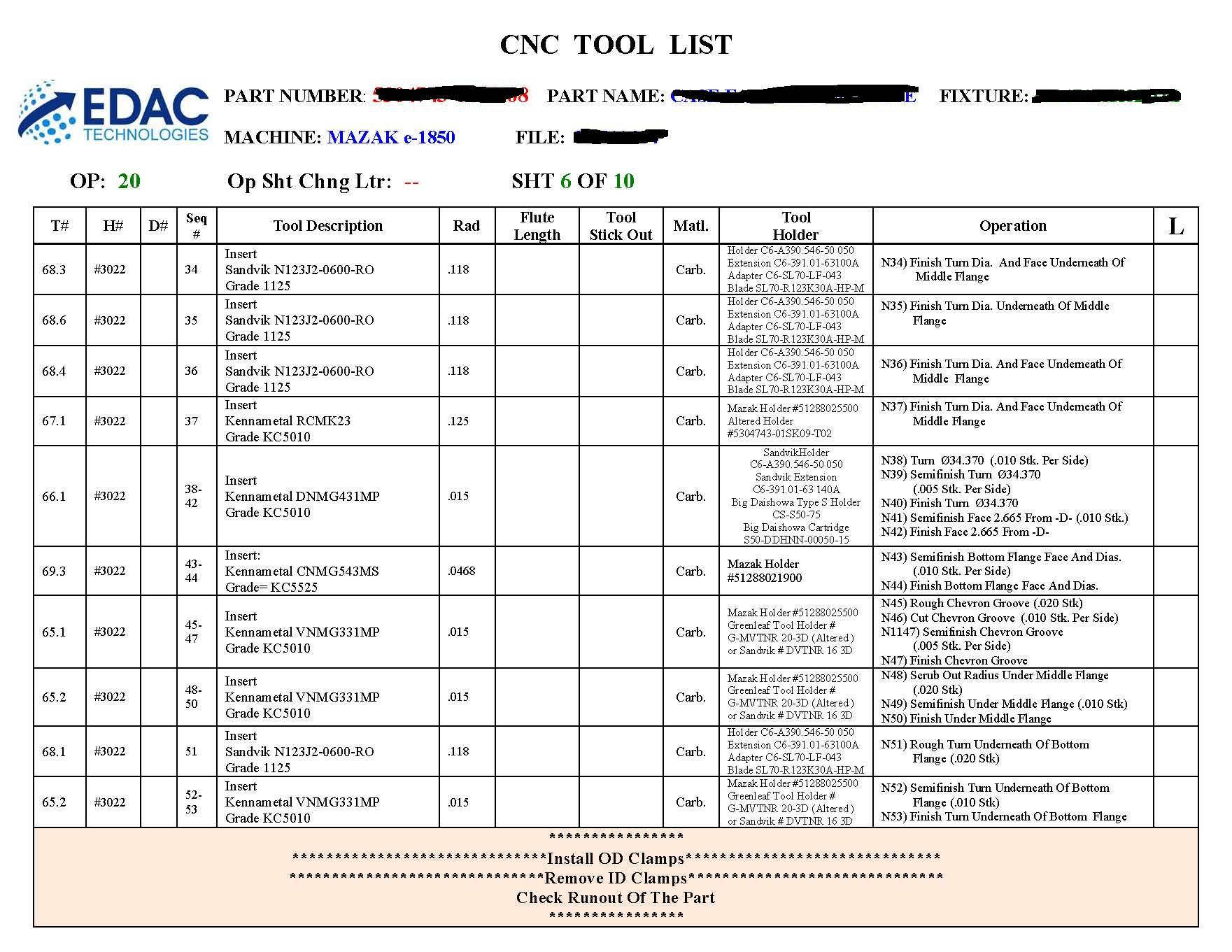
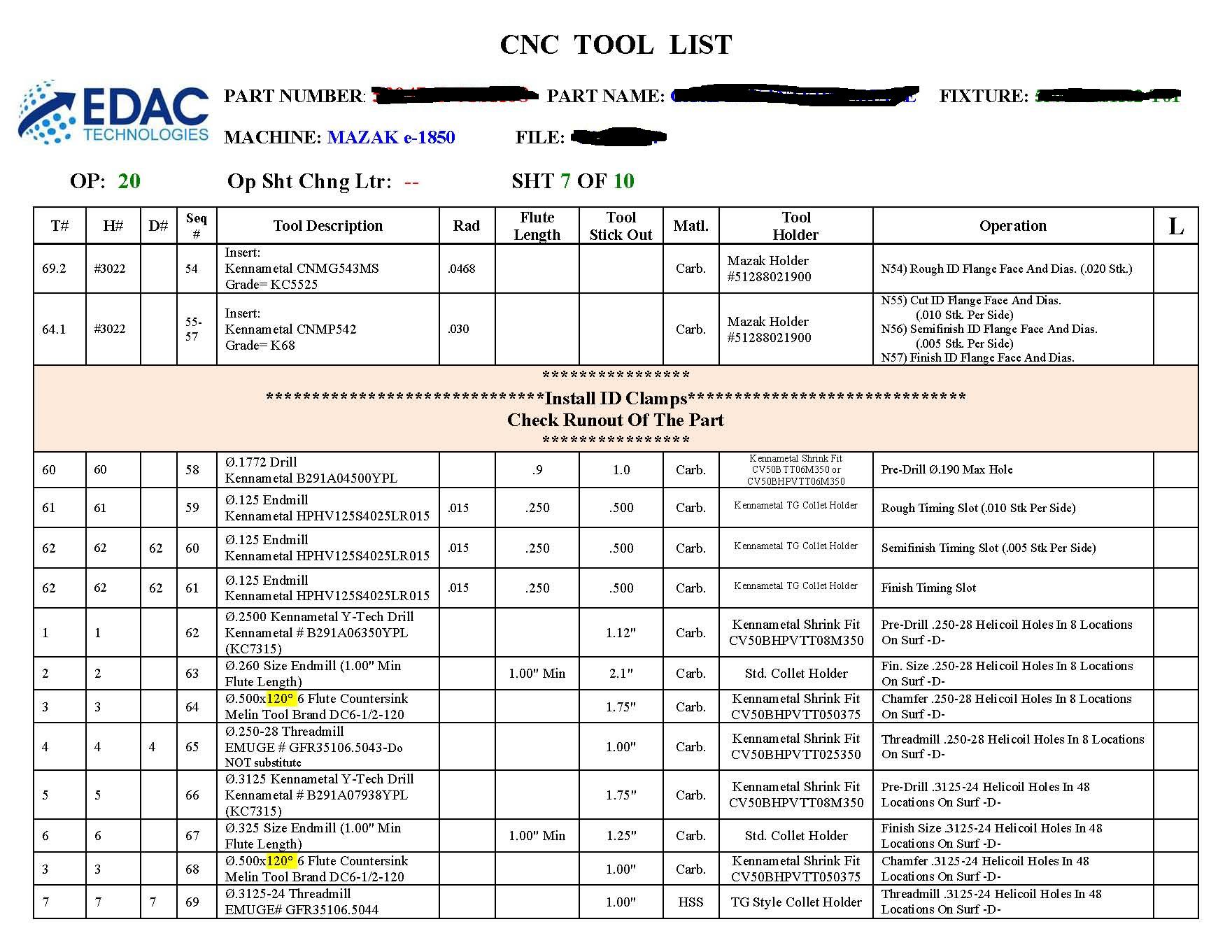
We set our TLO as well as Ø wear on the machines using lasers. Depending on which block delete # is used (Mazak machines) the operator could probe all the tools in the beginning of the program or at the beginning of every sequence. I then have a check to make sure the diameter of the tool in the spinle is within a certain tolerance that it needs to be. Next step is to check the TLO to make sure it is within the tolerance as well. Since we make some large parts(they could be on the machine for days) this works great for running the jobs unattended (we also use probing routines within the programs). Lasers also allow us to check the stickouts of the tools in the right angle heads as well as probing/checking profiles of custom tools. Here is a short sample from our integrex; () M00 (****ATTENTION****) (****ATTENTION****) (****ATTENTION****) (****ATTENTION****) (RUN WITH BLOCK DELETE 8 ACTIVE TO SKIP TLO MEASUREMENT AT BEGINNING OF PROGRAM) () () M00 (****ATTENTION****) (****ATTENTION****) (****ATTENTION****) (****ATTENTION****) (RUN WITH BLOCK DELETE 7 ACTIVE TO SKIP TLO MEASUREMENT AT BEGINNING OF EVERY SEQUENCE) () () () () /7GOTO#3901 (USE PART COUNTER TO SEARCH FOR SEQUENCE NUMBERS) G20 G69 G80 G40 G49 G17 G90 G94 G10.9 X0 (SET RAD. MODE) G91 G28 Z0. G28 X0. Y0. G90 () () () () /8T01 T02 M06 /8G65 P9862 B1. T01 S3000 /8G91 G28 X0. Y0. Z0. B0. C0. /8T02 M06 T03 /8G65 P9862 B3. T02 D02 I [.3125/2] S3000 /8G91 G28 X0. Y0. Z0. B0. C0. /8T03 M06 T04 /8G65 P9862 B3. T03 D03 I [.125/2] S3000 /8G91 G28 X0. Y0. Z0. B0. C0. /8T04 M06 T05 . . . . . () () N2 T01 T02 M06 #3901 =#4114 G20 G69 G80 G40 G49 G17 G90 G94 G10.9 X0 (SET RAD. MODE) G91 G28 Z0. G28 X0. Y0. G90 () () /7G65 P9862 B1. T01 S3000 G4 #162000=0 G4 G65 P9862 B2. T2000 D2000 I[.1732/2] E.010 S3000 G4 #162000=0 G4 G65 P9863 T01 H-.020 S3000 () (T01----4.4mm DIA. CARBIDE DRILL) () (DRILL -G- HOLE TO .1732 DIA.) () G20 G69 G80 G40 G49 G17 G90 G94 G10.9 X0 (SET RAD. MODE) G91 G28 Z0. G28 X0. Y0. M200 (C AXIS CONNECTION) M108 M212 ( B AXIS UNCLAMP C AXIS UNCLAMP) G53 G90 G00 B0. G57 G00 C68.5 G00 G90 G54.1P21 X17.8838 Y0.0 G97 S1235 M03 G43 P1 Z25. H01 M08 G61.1 (HIGH ACCURACY MODE) G00 Z3. G81 X17.8838 Y0.0 Z-.3365 R.1 F3.7 G80 G00 Z15. M09 G64 M05 (CANCEL HIGH ACCURACY MODE) G49 (CANCEL TLO) G91 G28 X0. Y0. Z0. B0. C0. G65 P9863 T01 H-.02 S3000 G91 G28 Z0. M01 () () . . . .
-
You are using inverse feed but I don't see a G93 anywhere in your code.
-
Never heard of Tong-Tai, but we have a few large Johnford turning centers in here. Never had any problems with them. We run the same jobs on the Johnfords as we do on our Okumas with same speeds and feeds. Cutting only exotic materials here with lots of ceramic turning.
-
For those using Vericut and are unaware there is a syntax check tab under word format options that lets you find the mistakes before they happen on the machine.
-
That is how we work also. We have procedures that need to be followed. No matter how minute the change is in the program it has to be documented for tracebility reasons. After the change the program gets reverted back to tape development status until 1st piece gets accepted again. Operators are not allowed to make any changes @ the control on production jobs. It gets pretty crazy when dealing with rotating components, but there are reasons for that.
-
MAM72-63V Spindle indexing for right angle head
robk replied to ?Mark's topic in Machining, Tools, Cutting & Probing
Yes, I do that already (M19 S300 indexes the spindle to 30°.... M19 S1800=180°, etc), but it will not index the RAH itself unless you use the coolant driven one mentioned earlier. A tool changer mounted machanical RAH needs a stop block. -
MAM72-63V Spindle indexing for right angle head
robk replied to ?Mark's topic in Machining, Tools, Cutting & Probing
Maybe I'm just not understanding what you are trying to do. Are you just tryng to index the tool in the RAH or are you trying to index the RAH itself? I'm just curious if I was missing something and somebody has some kind of mechanical RAH that is able to be indexed "automagically" and not manualy. I currently do that on my machines (not MAM), but I have to use the coolant driven head in order to do that.