Guyinthedesert
-
Posts
376 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Guyinthedesert
-
need recommendation for insert cutters
Guyinthedesert replied to mike561h's topic in Industrial Forum
When we need to hog out a bunch of Inconel, we have it wire EDMed. Hard to tell ftom your description if it would be practical. -
Rotate your G-view to get the part oriented the way you want. You can either use the pre-existing planes, such as Top, Left, etc., or you can go to Rotate G view and rotate it around X Y or Z anyway you want. Click on Save and Name G-view. You can set the Origin wherever you want. Then, go to the View manager, select the Name you gave that view, hit the = sign.
-
X2 Chamfering holes for CSK all come out different. Why?
Guyinthedesert replied to Larry Callahan's topic in Industrial Forum
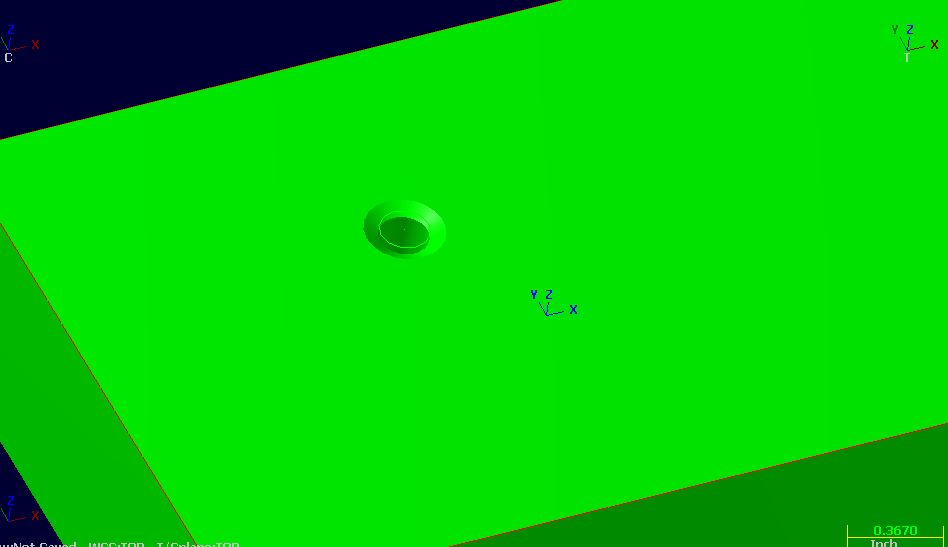
Are you sure you're selecting the right face? When you select the entity to chamfer,a box comes up as shown in the first screenshot, with one of the faces highlighted. Sometimes it shows to top surface, sometimes it shows the hole surface, not sure why, but I can select ten identical holes, and sometimes it highlights one surf, sometimes the other. Thing is, you need to make them all the same. As shown in the second screen shot, if you hit Other Face, the other face is selected. You need to make them all the same, but which face you select depends on how you enter the angle. For example, in this part, I selected the Top Face, and entered 30 deg for the angle. This gives me a 120 degree c-sink. If I had selected the other surface, as in screen shot 2, the 30 deg would be going the other way, and it would be a 60 deg c-sink.

-
X2 Chamfering holes for CSK all come out different. Why?
Guyinthedesert replied to Larry Callahan's topic in Industrial Forum
I'm using X5, and I don't really recolect how X2 differed. But in X5, you select the edge of the hole you want to chamfer, then it asks you which face the angle is relative to. You enter the angle and the distance. Works the same is V9 as in X5. -
No wait!! I looked at the wrong post, it did indeed put the G40 on the exit linear move. Great!!
-
Many thanks to all. Unchecking perpendicular entry box moves the G40 from the last arc move to AFTER the retract move. I'll have to mess around with it, I don't know if the placement of the G40 is a post issue? I want the G40 on the last linear move, same as with threadmill. But this eliminates the control error. Thanks
-
I'm running X5 MU1 I tried it with different posts, same result. I couldn't find anything in the post relative to comps on arcs. I was just going to switch to using a threadmill cycle, with the direction from top to bottom. It's almost the same, only the treadmill cycle doesn't make a full pass at the bottom depth. I could always add that in by hand, but that's something I'm trying to avoid.
-
I've used Helix bore quite often, but I don't recall ever having this problem before. When I use Helix Bore, I select perpendicular entry and the comp turns on fine, just like in threadmill. But when I post it, it puts the G40 on the last Arc move, which generates an error on the control. My control def is set to not allow comps on arc moves. I tried reposting using MPFAN, outputs like this: N120 T5 M6 N130 G0 G90 G54 X-1.4047 Y0. A0. S9000 M3 N140 G43 H5 Z4. M8 N150 Z2.725 N160 G1 Z2.625 F20. N170 G41 D5 X-1.354 F60. N180 G3 X-1.4555 I-.0507 J0. N190 Z2.575 I.1015 J0. N200 Z2.525 I.1015 J0. N210 Z2.475 I.1015 J0. N220 Z2.425 I.1015 J0. N230 Z2.375 I.1015 J0. N240 Z2.325 I.1015 J0. N250 Z2.275 I.1015 J0. N260 Z2.225 I.1015 J0. N270 Z2.175 I.1015 J0. N280 Z2.125 I.1015 J0. N290 Z2.075 I.1015 J0. N300 Z2.025 I.1015 J0. N310 X-1.2525 Z2. I.1015 J0. N320 I-.1015 J0. N330 G40 X-1.354 I-.0508 J0. N340 G0 Z4. N350 M5 N360 G91 G28 Z0. M9 I don't see any option for adding an Exit move. Any ideas?
-
I'm not familiar with that material, but Rc42 I would drill slower than that, maybe 280 rpm (15 sfm) for a cobalt drill. Carbide would be the way to go if it's in the budget. Threadmill is the way to go, but if you want to tap it, use an Exo VC-10 with moly-dee
-
Slow Operation Manager Response Time on Right Click
Guyinthedesert replied to huskermcdoogle's topic in Industrial Forum
How big is the file your working on? I've noticed when I've got a fairly complex part, when I get to the sixth or seventh machine group that things start to run in slow motion -
This is what I've found. I always leave my stock view as TOP, but also, regardless of what WCS your toolpaths are running in, you need to set the WCS back to TOP before running verify. Then, when you save the STL, everything gets oriented right, and it's a complete no-brainer.
-
I know when forget to input a spindle speed, it'll post out S0M5
-
Yes, I have the same problem.
-
I would go with a threadmill. If you want to tap it, use an Exo VC10 or an Emugee tap. I, myself never tried roll taps on 316.
-
Try a high helix, like a 48 deg dataflute.
-
What kind of endmills are you using?
-
While this is certainly all true, I perceived the quandry of the original poster, and the subsequent poster, specialty tool, was how to match up the thread without changing Z a full thread. You do this by changing the start angle. Not a bad thing to know how to do, just in case some day you need to.
-
That is correct. On a right hand thread, going deeper would be negative on the angle, to you would go -72 deg. You can backplot it and create geometry and verify that it lines up.
-
Just change the start angle and make the thread match up where ever. If the pitch is .050, and you lower it .025 in Z, then your start angle is -180 deg.
-
Depends on the thread and how close to the bottom you need to go, but you might try milling them a tad undersize and then chasing them.
-
One thing to keep in mind. If you remove the probe from the machine, you need to replace it in the same orientation as when it was calibrated. (if your prboe tip is indicated in dead zero, it shouldn't mattet. My guess is your tip is a few thou off, and if you pull the probe out and turn it around, it will be twice that amount off)
-
I'll try to look at this some more later, there seems to be something I'm missing. One thing I don't get, what's up with the .060 wide slot with a .045 radius? Do your samples really look like that?
-
-
File on FTP = Drawings\ Nose cut die.dwg I'm knda new to this group, but how do I download this?