Bret Vanderhyden
-
Posts
21 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Bret Vanderhyden
-
 I recently updated Windows 10 to v1709 (OS Build 16299.125) and Mastercam 2018 MU2 has been running slower. I mainly notice the issue when opening toolpath parameter dialogs and navigating through the various tabs. When switching through tabs, it can take a few seconds for the new page to appear. I installed the latest driver for my graphics card (NVIDIA Quadro 4000) but the issue persists.
I recently updated Windows 10 to v1709 (OS Build 16299.125) and Mastercam 2018 MU2 has been running slower. I mainly notice the issue when opening toolpath parameter dialogs and navigating through the various tabs. When switching through tabs, it can take a few seconds for the new page to appear. I installed the latest driver for my graphics card (NVIDIA Quadro 4000) but the issue persists. -
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
Hi Aaron- thanks for the info on Mastercam art -- I'll definitely look into it. -
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
Thanks Josh - Multiple toolpaths with rapid retracts is typically what I do. Window select works best for multiple entities. -
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
Thanks for your willingness to help. It'd be great if you had any insight on my initial question. Do you have any pics of stuff you've done? -
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
these are customers solids, I'm not going to post them. You can make your own revolved bottle shape. -
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
this is the result of the toolpath screenshot in my initial post- 26 replies
-
- 1
-

-
- G00
- rapid move
- (and 8 more)
-
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
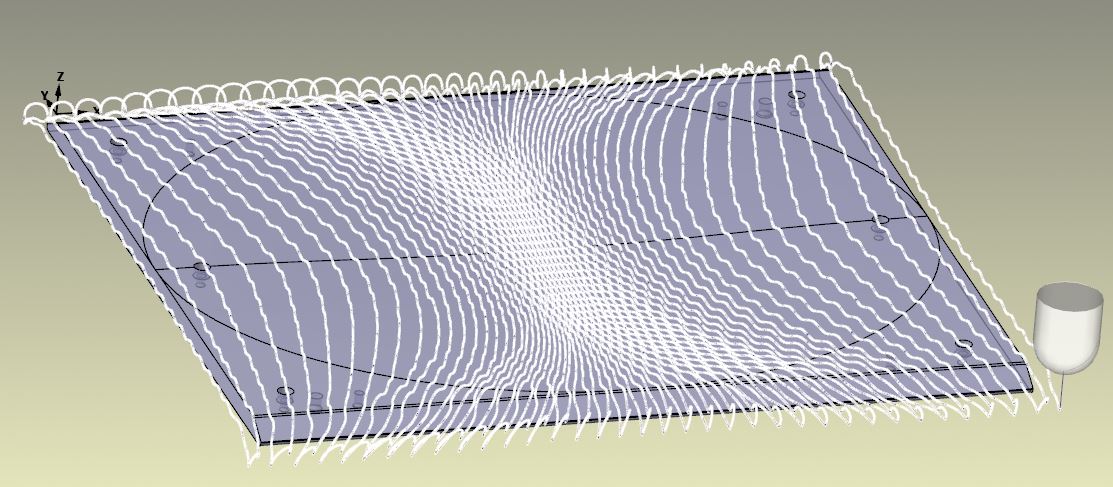
here's another example of custom toolpath geometry. Again, in this case the solid models were smooth, like the one on the left.- 26 replies
-
- 1
-
-
- G00
- rapid move
- (and 8 more)
-
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
And thanks for addressing the question. I'll look into this, but yes I want to avoid a lot of manual labor if possible.- 26 replies
-
- 1
-
-
- G00
- rapid move
- (and 8 more)
-
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
Hi Josh - thanks for the reply. The solid model doesn't have the wave pattern in it -- that was created in the toolpath. If it had, then yes the blend would have worked great. -
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
Here's an example of a part where I needed to create custom toolpath geometry. I'm not sure how this toolpath could be created entirely in Mastercam without a third party application. -
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
Exactly, at some point you may choose to use a 3rd party application to create geometry, whether it's a mesh, surface, or curves. You can apply standard surface machining toolpaths to a variety of drive geometry to create texture and patterns, that works great and it's a technique I've used quite a bit. You can play with the filter settings, etc. Would love to see some examples of the type of stuff you're talking about. And don't be afraid to answer the initial question in the post. -
draw geometry for G00 rapid moves
Bret Vanderhyden replied to Bret Vanderhyden's topic in Industrial Forum
What I'm talking about here is a non-standard application of CAM. When machining a part to match a solid model exactly - traditional CAM works great. When applying texture to an otherwise smooth surface -- CAM has some options but it falls short. Check out this flickr account to see some examples of work where we are using the machining process to apply texture and patterns to part surfaces. https://www.flickr.com/photos/nealfeay -
Is there a way in Mastercam to create geometry that will output G00 rapid moves when used as chain geometry? It would be great if mastercam would recognize particular curve fonts as rapid moves. For example, a solid line when used as chain geometry would be recognized as a feed move, but a dashed line would be interpreted as a rapid move. I often create my own toolpath geometry in Rhino/Grasshopper and I tend to create additional geometry to link passes together for optimal toolpath motion -- see attached image for example. It also means that don't have to click on multiple toolpath curves - the attached example is pretty mild in this regard. If I could make the linking geometry a different line type -- say dashed -- so that G00 moves would be output instead of G01, it would be an very useful feature.

- 26 replies
-
- 7
-
-
- G00
- rapid move
- (and 8 more)
-
Hey MIL-TFP-41 -- That did the trick. Thanks for your help ps for those who don't know -- removing the # will uncomment the line.
-
Thanks 5th Axis -- I'll dig around and see if I can find it.
-
I downloaded the mpaster X8 post processor. Updated post, control, and machine def to X9. Trying to use the post for a 4 axis HMC (B rotary axis). I make the Top plane the WCS, Front plane is the Tplane --- no B axis index (should be B0.0) when i post. However everything seems to be working fine when I change the Tplane to another plane. In this case I do get B index moves, which is what I want: WCS Top, with Tplane Right outputs B90.0 WCS Top, Tplane Back -- B180 WCS Top, Tplane Left -- B-90.0 Is there a way to get the post to output B0.0 ? thanks Bret
-
I have searched the forums on how to enable HPCC in the post, but I have only found this thread: http://www.emastercam.com/board/topic/71735-aicc-g05q1-how-to-enable/?hl=hpcc#entry834720 It is helpful, but only shows where to enable HPCC in the misc values tab from within the parameters of a given toolpath. However, I see that there is a check box on the misc values tab that says 'Automatically set to post values when posting'. Is it possible to configure the post so that HPCC will be automatically turned for all toolpaths that support it, instead of having to individually enable each toolpath? Also, I did post out a toolpath with HPCC enabled in the misc values tab, but G05 P10000 was added after G43 -- Aren't all tool length offsets supposed to be canceled before HPCC is enabled, which would mean that g05 P10000 should go before G43? thanks Bret
-
Solution: I changed parameter 1404 (bit 2) from 0 to 1, this enables the control to accept feed rates of more that 999.99.
-
I've programmed a part with 4th axis simultaneous motion that I'm trying to run on a Kitamura HX300iF with a Fanuc 16i-mb controller. The inverse time feed rates are really big (xxxx.xx) which causes the fanuc control to throw the 003 'too many digits' alarm. As far as I can tell, the F register on the 16i-mb has a 3.2 format so anything over 999.99 is a problem. I adjusted the max inverse feed rate in the machine definition to 999.99, is that the best way to control the inverse feedrate so that it doesn't cause a problem for the control? Does anybody have experience with this type of problem on fanuc controls? Thanks
-
I have no experience using the MP/lMaster post. This is an enhanced version of the Mpfan created by In-house-solutions? Does it provide more options to the user to modify/configure post beyond what is available in the machine/control def? I should also add that I am using X6 for solidworks.
-
Hi -- I need to configure a post processor for a Toyoda FA550ii with a GE Fanuc Series 16i-M. This is my first time programming for a 4 axis HMC, and my reseller has suggested using the generic HMC post. Does anybody have any experience with this machine, or better, have experience configuring a post for this machine? Any help would be appreciated. -Bret Vanderhyden Goleta, California