





DavidB
-
Posts
4,242 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by DavidB
-
Well we had our engineering expo here in Melbourne a few weeks ago and the HAAS 750 UMC SS was there. To me it seems light, I didn't like the swarf evacuation. I fill a 40 gallon drum full of swarf in half an hour, I don't think the HAAS would cope. I couldn't get an answer on machine accuracy. Tool change was quick. The controller functioned well. There was also a Doosan VC 630 5AX very impressed nearly 13 ton of mahine for less than the HAAS. What do you guys think about Hurco machines? Looking at a VMX42U-40ATC
-
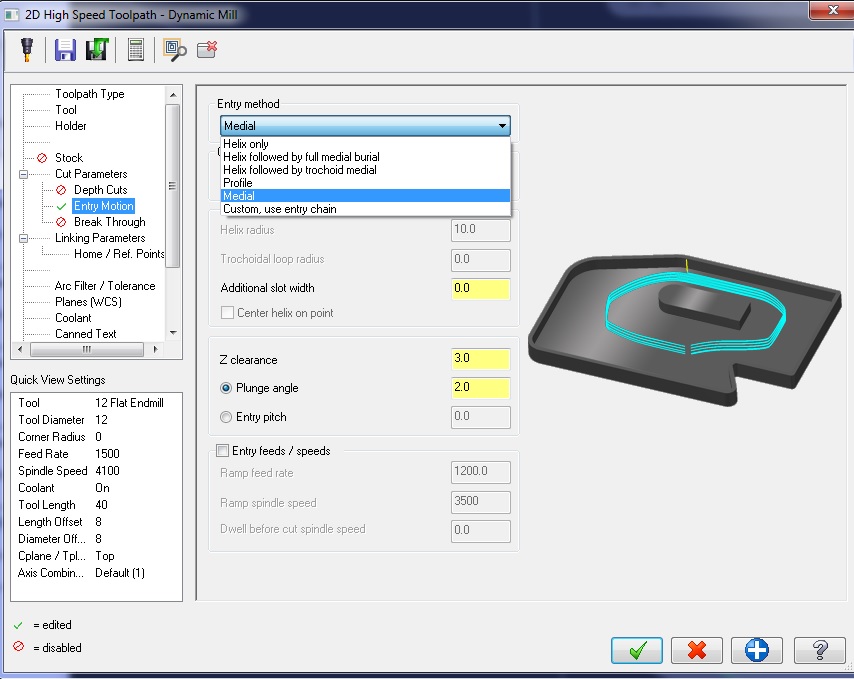
In 2D dynamic toolpath can I get the tool to plunge to depth in a pre drilled hole?
-
Hi Jay yes running 2017 now just trying to set it up the way I like it. The more I use 2017 the more I like it. 2017 is more mouse clicks though to get something done.
-
Found it Cheers
-
Found it Cheers
-
How do I turn off Arc center point in 2017?

-

VERISURF TOOLS For MASTERCAM 2024
DavidB replied to Verisurf - Ernie Husted's topic in Industrial Forum
I log in then nothing? Cheers -
I cant seem to find the Analyze Dynamic under custom keyboard to create a "Hot Key" for this function?

-
Finally thank you. 80% of my work is in Aluminium. How accurate are they? How rigid are they? Can the HAAS UMC750 machine Tool Steel and S.S? I see Titan is machining Inconel on a UMC 750.
-
Anyone like to comment who has one? Chers
-
No Matsuura in Australia so no point
-
I can t see that Matsuura sell in Australia? The MX 330 is to small for my parts
-
I'm not a HAAS fan either only because of the negative comments on here about HAAS but for a 5-axis the UMC 750 looks like good bang for buck. I never thought I'd even look at a HAAS. I know you get what you pay for but with the HAAS near $100k less than its competitors its hard not to look at it. Cheers
-
Hi guys I'm researching the HAAS UMC 750 all info I can find is good. You guys that have one how are they really? Are they accurate? Price in OZ is around $250k which is ggod compared to DMG, Mazak ect which are another $100K The Doosan V630 is around $335K Id like to know what you guys who have used them what you don't like or what you have found negative about them. 90% will be Aluminium work. Never used a HAAS before hows the controller to adapt to? Cheers Dave
-
Screw cutting Insert (Turning)
-
Hi guys I'm trying to find a tooling supplier to supply me with a screw cutting insert for a external worm gear. The worm gear detail is 12 DP module x 6.673mm Axial Pitch x 0.179" thread depth. Pressure angle is 20 degrees (40 degrees Included) I have had Seco, Sandvik and Iscar out to look at a solution. Kennametal later today Is there a tooling company that make specific worm gear inserts? Thank you
-
THE NEW UMC-750 Universal 5-axis Machine
DavidB replied to mkd's topic in Machining, Tools, Cutting & Probing
Good thanks mate and you? -
THE NEW UMC-750 Universal 5-axis Machine
DavidB replied to mkd's topic in Machining, Tools, Cutting & Probing
The Aussie HASS reseller has one in stock I might go look at it I'm looking for another 5-axis milling machine, -
Man you guys have some choices. I see Titain uses Imco I don't even know if they are sold down here. Where are they made? Cheers
-
I use the Alu Master from Garr in Aluminium and they are great. I too buy VRX cutters for steel, S.S and Tool Steel but I must say the tool life is not great. We don't seem to have the variety of tool suppliers you guys in the USA have. We have the major Tooling Companies Seco, Iscar, Tungalloy, Guhring but Sandvik and Kennametal down here only work through distributors which is not working for me. I've never heard of Harvey, SGS, OSG JParis I'd be interested in your cutting data for 316 as I cut a fair bit of it using the Garr VRX. Cheers
-
Hi guys this one is more for the USA users. How do you USA guys rate Garr tooling? Its made in the USA but I don't hear a lot of you guys talking about it. I buy all my solid carbide milling cutters from Garr. Price of the Garr tooling is much better than the other major tooling companies down here in Australia. Cheers Dave
-
When dimensioning a point dimension in T/C plane Lathe +D+Z only the first selected point will give you Diameter and Z value the next point pick goes back to X,Y co-ordinates. You have to reselect Point dimension every tome to give you D,Z
-
Hi guys I ran this macro program to do an internal keyway (broaching) in a CNC Lathe. O0001 G0G28U0W0 G0G28H0 M68 G0T0101 M98P0002 G0G54Z.100X#502 N100 (YOU CAN LOSE THIS) WHILE[#503LT#500]DO1 G0X#503M8 G1G98Z-.770F250.0 G0X#502 G0Z.100 #503=#503+#501 END1 G0G28U0W0M09 M69 M30 O0002 (SUB FOR MACRO VARIBLE) #500=1.220(KEYWAY DEPTH) #501=.002(DEPTH OF CUT) #502=.950(BORE SIZE) #503=.958(START REFERENCE POINT) M99 %
- 182 replies
-
- 1
-

-
- custom macro b
- cnc
- (and 2 more)
-
I don't see how dust extraction would help if its run with coolant. I think the coolant would get contaminated with carbon, hence damaging the machine unless there was a good filtration system. I spoke to guys who grind it and they said they completely dump all coolant once they finish the job.
-
Hi Guys have any of you turned carbon fibre? My concern really is the damage that may occur to the machine from the dust. Cheers in advance
