





F10Brandon
-
Posts
51 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by F10Brandon
-

manual entry and "N" numbers
F10Brandon replied to Joeyls319's topic in Post Processor Development Forum
Got it, going to give this a try for a bit to see if i like it. Thanks for the help -
manual entry and "N" numbers
F10Brandon replied to Joeyls319's topic in Post Processor Development Forum
Where is this option located? Not that I care about memory in the machine but most of the time I'm just starting from a tool but my control won't skip past 9999 -
in the FPT box you could just put 1mm (m6x1) in that box and it will convert it to the .039" blah blah blah for you and that's basically all you need. The speeds and feeds will figure themselves out. If everyone just worked in metric and dropped the silly imperial system we wouldn't have this problem....... metric taps are the perfect example they give you all the information you need to find the tap drill with out having to do silly division
-
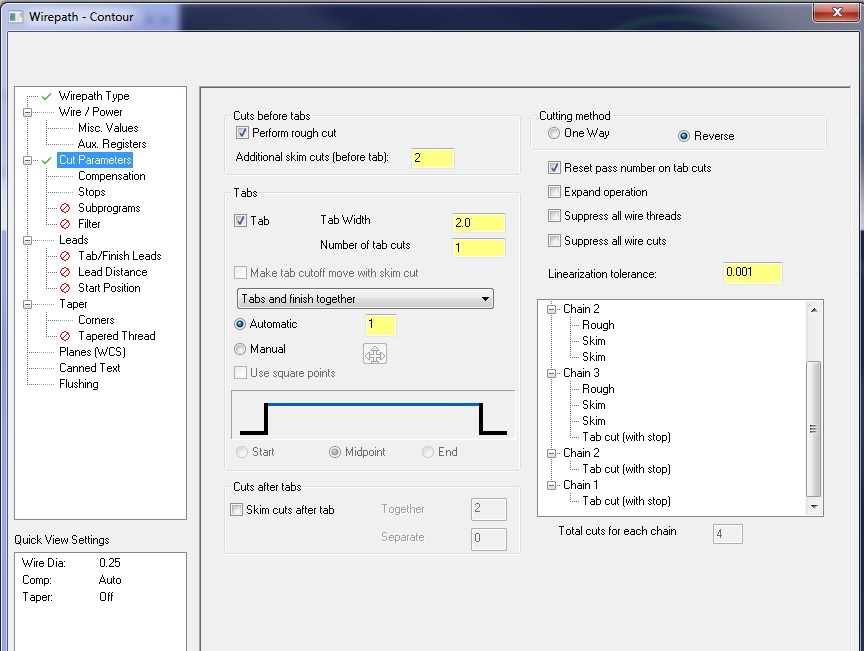
Hey Jeremy, I am certainly not a guru, but instead of having your slugs fall off and potentially damaging your wire machine for lights out work. This is how I set my parameters so it can rough skim. When I come in, in the morning, all I need to do is cut the tabs and the part is done. Hope this helps
-
anybody tried this software?
-
I can't believe I need to ask this.... Manual tool change
F10Brandon replied to jaydenn's topic in Industrial Forum
I am no stranger to slamming my head against the desk to try and figure out why I can't get this software to work some days, but this forum has so many people willing to help. -
Dynamic mill (as I understand and use it ) is meant for roughing and the dynamic contour is more of a finishing operation.
-
Knowledge is power. Honestly that's what I love about my line of work / the trade. If you want to you can constantly push yourself to try something a bit different. There are ten right ways to do everything, one just might work a bit better then the other nine.
-
Creating curves on import or manually - different result
F10Brandon replied to Thad's topic in Industrial Forum
Agreed -
Creating curves on import or manually - different result
F10Brandon replied to Thad's topic in Industrial Forum
I'm certainly not trying to turn it into that sort of post, I'm more asking out of ignorance. What is the purpose of creating those edge curves? I'm curious more then anything. I always program off the solid. But to answer your question to the best of my ability. It appears like its doing the Xform>translate>join trick where it connects the upper and lower together. Your way of doing it seems more legit though cause when you chain it won't stop at branch point. (Unless that's just how my chaining is set up) -
I have never been able to use other types of fonts in mastercam. I work for a Japanese company and have had to put that font on some parts before. I've always had to draw it in solidworks and bring it in
-
A good article on spindle interfaces
F10Brandon replied to gcode's topic in Machining, Tools, Cutting & Probing
Works wonders for your arm wrestling career haha -
A good article on spindle interfaces
F10Brandon replied to gcode's topic in Machining, Tools, Cutting & Probing
I have a cat 50 big plus spindle. I'm surprised to hear there is much on offer that's more rigid than that. This machine is a tank. I also have embraced the capto system for modularity for some specialty tooling. It does perform quite well. -
------------------------------------ # C-codes... #------------------------------------ # 'C' is used to select machining condition files # C900-C999 = used for PIKA machining and HF machining # C777 = used exclusively for wire vertical alignment # Flushing is NOT turned on, even if a G01,G02,G03 is executed. # C888 = used exclusively for wire breakage recovery function. # (It cannot be used in a machining program) This is from the top portion of the post. fmt "O" 7 progno$ #Program number fmt "O" 7 subprogno #Subroutine number head of file fmt "P" 7 subno$ #Subroutine call number fmt "G" 4 g_wcs #WCS G address fmt "C" 6 ccode$ #Condition code fmt "H" 6 offset$ #Wire diameter offset fmt "H" 6 offset0 #Wire diameter offset 0 fmt 2 tlrad$ #Wire radius fmt "H" 4 tofs$ #Wire index to taper list fmt 2 wt$ #Wire taper thats all i can find after reading through the post i searched for ccode$ but came up with nothing.
-
I was wondering if someone could help me get the condition codes to come out properly. The machine likes to see C001, C002 and C0903. for the first second and third passes. Mastercam always outputs C001, C002, and C003. I have my power library set to 903 but it always outputs 003. I'd assume its just counting pass numbers and assigning the number based on count. My post editing skills are weak but I'm up for tackling this if someone could point me in the right direction. thanks for your time
-
So I had this problem once as well, but only once. I had this part and it was a screw up on my end that it even happened. I had run verify on it and didn't show a red streak or anything or shown the gouge that eventually was put into the part. That made me pretty wary of trusting verification after that, considering I was just using an endmill. If that happened at 3500mm/s with my high feed cutter I'd have been right pi$$ed. Moral of my story, check and recheck, then check again.
-
I haven't ran alot of different controls but okuma osp300m has been my favorite so far. Its a little slow for me but I button mash like a boss. Used to be all fanuc based stuff before this machine and there isn't a huge difference in code.
-
That's pretty much my motto
-
Finish indexable ball endmill
F10Brandon replied to FTI2007's topic in Machining, Tools, Cutting & Probing
I use a Sandvik 216F which is similar to what your asking, I the have carbide shank versions and those inserts run me $35-$50. They seem to last a good long while though. I use a Sandvik Corochuck 930 to hold those tools. -
I worked with a guy once that would single block every line. He would check over and over again with a gauge block any time a tool would come to the feed plane (0.1"). Slightly frustrating to watch considering it was weld clearance haha.
-
Extrending the start / end of contour, Wire EDM
F10Brandon replied to Scott Lent's topic in Industrial Forum
I'm no expert, by any means but I do a lot of wire cutting. I generally make a level with all my wire geometry on it. Often times I create extra geometry to help control where and how it moves. -
I want to give this a go one day, seems like a much safer process then a tap. Although I use Emuge multi-taps and they are pretty good.
-
I don't use them often but when I do, I use them heavily. But its one of those things I've always been used to using levels. I didn't even know level sets were a thing....
-
Man I wish we were on maintenance......I have X8 with Verisurf and X9. X9 is set-up to my liking and it sucks having to go back to x8 and probe/ reverse things and have to bring them back to x9. Would be nice to have everything upgraded. Is everyone here on maintenance or are you buying the new versions as they come out, it seems like there is some pretty big jumps between versions.
-
I only have the option of DXF and any Mastercam file. No option for Step. I suppose you could open it and resave it as a mastercam file. Im running X9
