lowcountrycamo
-
Posts
247 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by lowcountrycamo
-

You know what would be awesome......
lowcountrycamo replied to Programinator's topic in Industrial Forum
Damn that would be nice. -
If you watch the screws during this motion it really looks easy on them because they are all arcs. Slow to start and slow to stop. The sharp cornering is shocking to the screws and there is none of that in dynamic motion.
-
I have been using hsmadvisor and I am unsure of the sliders. How is 100% tool life determined. Is there a standard? I am cutting 6al-4v and 15-5. Dynamic paths. I usually find that 5% - 3% give most reliable cut with about 5 or more hrs in cut life. We use tsc. The calculator tells me as I near 3% sum goes up to 500-600. What do you know about this subject.
-
I always use a spring pass. I wonder if it is a waste of time. I am programming some ti 6al-v4 parts and I am thinking spring passes might be detrimental to tool life. I program mostly 5x trunnion work. Thanks, sreve austin
-
What do you mean by vector programming? I am intrigued!
-
You could use the 5 axis haas post. Will need to delete g187. G43.4 is for head head machines. Not needed here.
-
cannot get morph between 2 curves to undercut help!
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
I read that morph between 2 curves will undercut but I cannot make that happen, Is there a setting I am not aware of? Thanks. -
I am doing a cross hole deburr. Flowline wont do it as shank hits. I need 5x deburr. Thanks
-
What I have done is create stl, save, then import to level with model curves. Then move Stl and curves together so there is geometry to dynamically translate and snap to fixtures, etc. Although I read 2019 can select edges of pmesh now.
-
2019 when mirrored a part my planes fliped in z 180
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
I was using c and t planes. I did notice that the planes where created from geometry that was mirrored if that had any effect on it. -
I just moved to 2019. Today when I mirrored my part about y using local WCS, not system Top,. My planes where immediately flipped in z 180 degrees. The worst part was after I rotated them back they flipped again making all my ops go red. Is this a new functionality in 2019? I work in aerospace so I have to mirror every part I do. Has anyone seen this? Thanks steve A
-
quantity of programmers required rule of thumb?
lowcountrycamo replied to White Feather's topic in Industrial Forum
We have 18 mills, 9 are 5 x. We make mostly air frame parts and do about 80% repeat. Its myself and to others. They are nearing retirement and don’t get in a hurry to do anything. I am younger, much more driven and was recently made lead. Hence I do most of the new work. They handle mostly re-work of vintage programs to move to newer machines. They run catia. I of coarse us mcam. Guess which software management likes better? -
Why do These 5X drill ops crash?
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
I had not until now. Today that would be money well spent -
Why do These 5X drill ops crash?
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
So drilling both holes in one op does fix the real crash in post, but now shows the crash in verify. Errr!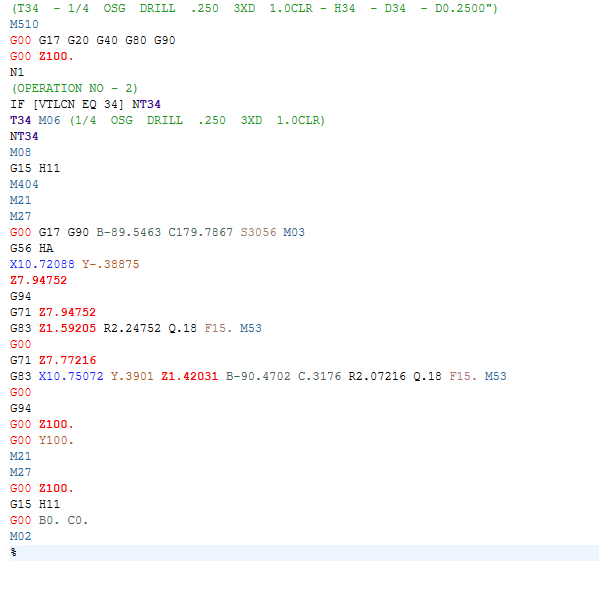
-
Why do These 5X drill ops crash?
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
I think that made it worse.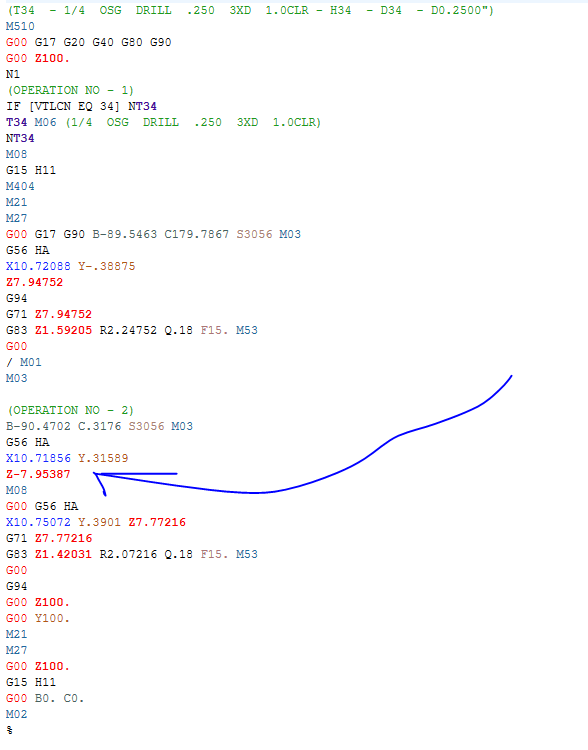
-
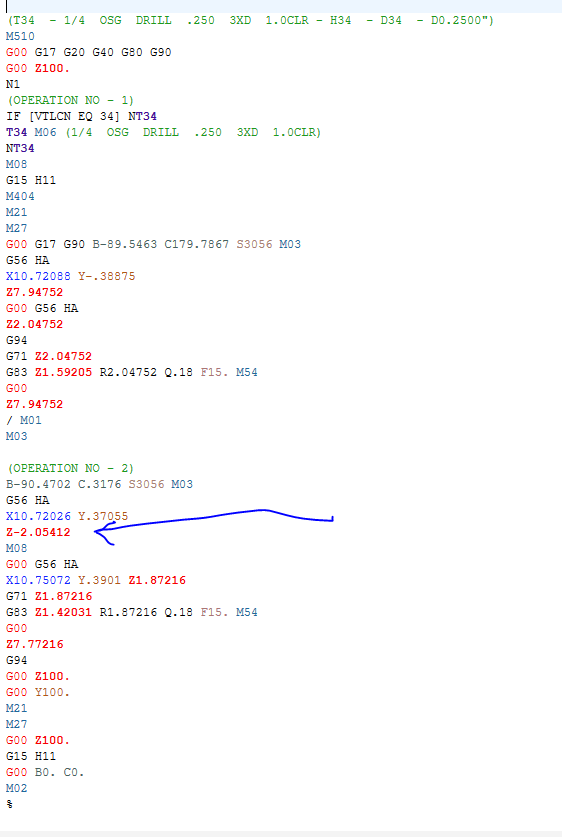
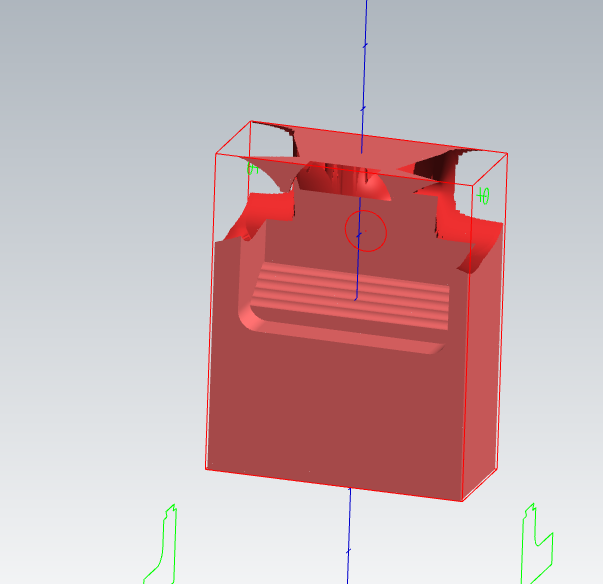
This program contains 2 5x drill paths 180 degrees apart. Posted separately they are fine but when posted together, when the second drill op starts it goes through part, then back up, then drills where it should. I guess this needs some 5x linking but why? This is not a criticism, I just want to understand why, and where to look out for this. My verify does not wipe out the part as it usually does with 5x crashes like this. Thank you, Steve A 5X DRILL CRASH.MIN 5X DRILL CRASH.mcam 5X DRILL CRASH.ZIP
-
Could something in the diagnostic parameters. Those must come from mtb or like machines
-
Collin, it did get rid of the error but did not post past the tool change. I am unsing mcam 2018. This program uses the parallel utility transform rotation if that helps. Thanks guys, Steve % O0000(1159LM41008-11 OP 1 AND 2) (31-08-18 - 06:18) ( T13 | 3/8 BALL ENDMILL FINISH TOOL .875LOC 1.CLR | H13 ) G17 G40 G80 G90 G15 H01 ( FINISH CORNER RADIUS ) N13 T13 M6 ( 3/8 BALL ENDMILL FINISH TOOL .875LOC 1.CLR | TOOL - 13 | DIA. OFF. - 13 | LEN. - 13 | TOOL DIA. - .375 ) G0 G90 X-.863 Y.6614 S5800 M3 G56 H13 Z1. M8 M5 M9 G00 G90 Z20. M30 %
-
I modified a generic post for Okuma 3x. Been running for some time but when I use Parallel and output 3x I get this error: pst 694 - the value of the string select selection variable is out of range: 11 pst 715 - the value of the string select selection variable is out of range: 11 I have look for some time and cannot find my error. Thanks, steve OKUMA 3X 650.pst
-
5-axis Problem (that is driving me crazy)
lowcountrycamo replied to Kampfzentrum's topic in Industrial Forum
Do your top plane and low east plane originate from the same point? -
here is a path using same Project but From A Point in tool axis control. What you have looks good. project5x.mcam
-
Inverse time only posts minimum feedrate
lowcountrycamo replied to Matt Berube at Ferron Mold's topic in Industrial Forum
I use inverse daily and those numbers do not look unusual. Although it is hard to say as f1000. is a different velocity whether moving 10." or .1" -
I have seen this several times.
-
I wish I could lock the order of ops. Every now and then my mouse holds onto an op and drags it around. I am afraid I will do this, not realize, and post-> CRASH. Guess it's time for a new mouse!
-
We had a problem with the spindle casing on a trunnion hitting the riser with over at b-110. So we drew the spindle casing right onto the holder.