ScottBro4
-
Posts
55 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by ScottBro4
-
From what I see of your code it looks like it should work. What do you mean by the threads wont fit?
-
6K part off sounds fun. I'd try it. try to leave a .005-.010 wall. Then it just taps off with a rubber hammer. I've done it many times. And no need to be scared guys. If you're going to crash into the chuck its only going to be on the first part. No different than running an endmill .010 over a vise. Run it slow on the first part and let it rip after that.
-
Rotary Ninja, your lead out was going straight down the face. When it starts the next tool path it makes a X move before it makes a Z move so its dragging the tool up the face in a rapid move. Change your lead out vector to 0 degrees. trust me its not an issue with Mastercam.
-
Change your lead out to this.

-
Use a 2D Dynamic Mill tool path. 15% stepover, full depth, and with the proper end mill you will easily be under a minute cycle time. I would recommend going to a smaller endmill so you don't get chatter in the radius.
-
I would personally let it go max. If the machine is rated for that it should be fine provided your chuck is rated for that RPM. As far as the spindle stop and start, try putting a G97 at the end of your toolpaths with an RPM of whatever your next tool starts at so the spindle basically never stops. I've done this many time and it does save so time.
-
KIA LATHE C AXIS FACE COUNTOUR
ScottBro4 replied to CVLVNB's topic in Post Processor Development Forum
X9 -
Using my A-axis rotary as a C-axis
ScottBro4 replied to Mic6's topic in Machining, Tools, Cutting & Probing
Mic6, that would work. I just replicated it myself. Didn't know you could do it that way. Much easier. -
Help with Drilling Titanium
ScottBro4 replied to BBaker3's topic in Machining, Tools, Cutting & Probing
BBaker, Dream drills work great. They have coolant thru down to .039 diameter. As far as run out, that's the tricky part about drilling on a lathe. .001 should be good. Here is a link for some Dream Drills http://www.yg1usa.com/new/drills.asp -
KIA LATHE C AXIS FACE COUNTOUR
ScottBro4 replied to CVLVNB's topic in Post Processor Development Forum
Can you send me a file to look at? -
Help with Drilling Titanium
ScottBro4 replied to BBaker3's topic in Machining, Tools, Cutting & Probing
I have had a lot of experience with lathes and titanium. Having your drill indicated in all directions is extremely necessary. Coolant through is also a must. I've had good luck with Dream Drills. Pecking to much can also hurt more than it helps. Titanium will work harden very quickly. Using the right angle on you spot drill will also make a huge difference. They make up to 140 degree spot drills. Make sure the angle on your spot drill is bigger than your drill. -
Matt, I know he's using X9 but I easily had no gouging in X9. If he's having issues I could help. Mike, send me a file if you can and I'll see what I can do.
-
KIA LATHE C AXIS FACE COUNTOUR
ScottBro4 replied to CVLVNB's topic in Post Processor Development Forum
There is a rapid retract check box in your toolpath parameters. Is that unchecked? -
Using my A-axis rotary as a C-axis
ScottBro4 replied to Mic6's topic in Machining, Tools, Cutting & Probing
If you create a separate plane rotating your WCS for each hole and it will rotate your A axis. Any other questions feel free to ask. -
Mike, are you saying you are gouging in X9?
-
No problem Bad-mod. I think you're asking me how and why I joined the 2 solids? I used the boolean feature. The reason I did that is to work with one solid. Its a little easier to make a stock model that way. The benefit to a stock model is Mastercam will base its toolpaths from the geometry of the stock model so you don't have air passes. The benefit of that is Mastercam thinks so you don't have to. If you have any other questions feel free to ask.
-
Inconel 718 cast precipitation hardened
ScottBro4 replied to bd41612's topic in Machining, Tools, Cutting & Probing
I have successfully had good tool life out of carbide in both milling and turning. I agree that ceramics work well but it also depends on the part. Ceramics generate a lot of heat so if you have a thin part you may have problems with distortion. For milling the same material I have had cut times of 20 minutes+ with carbide using dynamic milling with feeds as high as 50ipm. I have also produced some of the same results in turning. If I had more details I could probably give you a few recommendations. -
Myth Project, I noticed that you had MX8. I recreated this part in MX8 and it does gouge the part. I will look into it futher. C-AXISDRILL.mcx-8
-
Myth project, I get no gouging at all. Here is the file. C-AXISDRILL.mcx-9
-
mastercam X5 does not recognize the angle of the tool....
ScottBro4 replied to Albi-Vektor 10000's topic in Industrial Forum
Do you have it created as a taper tool? -
I believe this is what you're looking for. PRO1.mcx-8
-
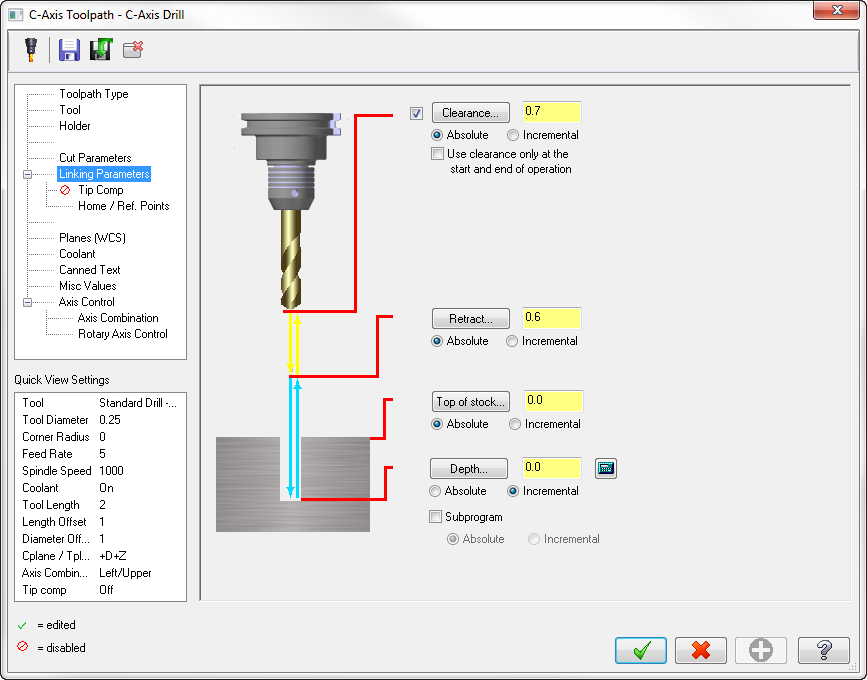
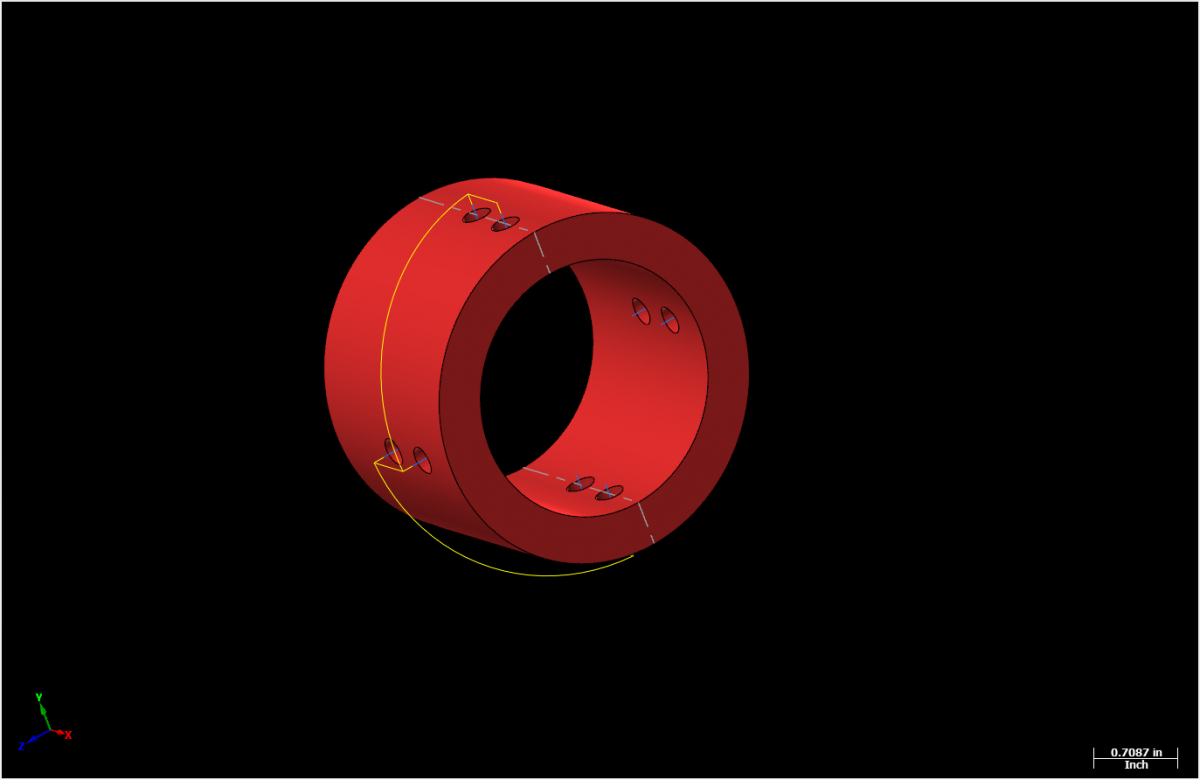
When you drill from the OD, what your linking parameters are based off of is the geometry you select. in my picture, the distance from the geometry I selected (which is within the ID) and the OD of the part is .500. In order to clear the OD, the values have to be greater than .500. I hope this answers your question.


-
How are you selecting your points and where are they compared to the ID and OD?
-
I apologize. I think you took what I was saying wrong. have you tried walking thru what you needed done by using the help menu? If not, you can send me a sample file or explain what you're trying to do I can give you a hand.
-
Feel free to email me with any questions you may have. [email protected]