





Leon82
-
Posts
2,195 -
Joined
-
Last visited
-
Days Won
12
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Leon82
-
if I recall the mastercam numbers when at a-90 for us were short by 70mm which is how far below the cor the table is. this is if you are analyzing a hole while in position
-
You want to position after the 68.2
-
I think it depends on the control a robodrill won't g91 g28 z0 without a g49 in front of it. We usually is G 49 G 53 z0
-

Cycle time Mastercam
Leon82 replied to MattisKotkamaa's topic in Machining, Tools, Cutting & Probing
Is it only the operation or every op is like this? There are fields for machine feed and acceleration parameters in the machine definition. But I Have seen whacky times from tap cycles from a tap that was not defined correct before -
For a rough check indicate the bore on the rotary and check that number to the 19000 parameters . X should be close Y can be somewhat off depending on the trunnion
-
No, you simply probe the part and set g54. But the center of rotation parameters need to be set. If the part is 2 inches off, the control will follow it. We program from the face of the rotary. Not my choice but the guy who triained the boss showed him that way and he wants it that way. But i have put vices way off center and it works as intended. Also you can raise and lower g54 z when you have a shorter dovetail fixture and it will track that point
-
On a side note I don't understand why g54.4 wasn't an option fanuc controls all that stuff now. Thefanuc guy would come with his laptop and reflash to control and you have it
-
The numbers will shift when you command the 68.2 and again when the 53.1 if I recall Parameter 19700- 19705 in the control They should match your center of rotation.
-
We experienced most of out problems with programs over 3 or 400 k characters Stoping halfway thru. But if it's working for you that is good
-
I think this has happened to me In both 18 and x9
-
It sounds like a fun project, but over my head for sure
-
It sounds like they added the option after the fact. So the dealer probably ordered it from fanuc and the installer updated the control.
-
How to get feed ans speed to update from tool mcam2018
Leon82 replied to danielm's topic in Industrial Forum
you seem to set your feed rates from the tool page like me if you go in configuration on the tool path tab you can uncheck lock feed rates -
The other machine is the yasda and it's macros are totally different. And it is more integrated into the control The manual only shows a g31 to position so I'll have to figure out a small macro program for it.
-
Yes, it prints to the memory card. Very happy with it sofar
-
Youneed to find center of rotation and the table half offset and enter it into those parameters. If they are at 0 you are calculating the rotation in outerspace
-
In the start menu under mastercam folder usually.
-
e the 54.4 is somewhat redundant.you can remove it. Make sure your wcs is correct It sounds like you are not using the g53.1?
-
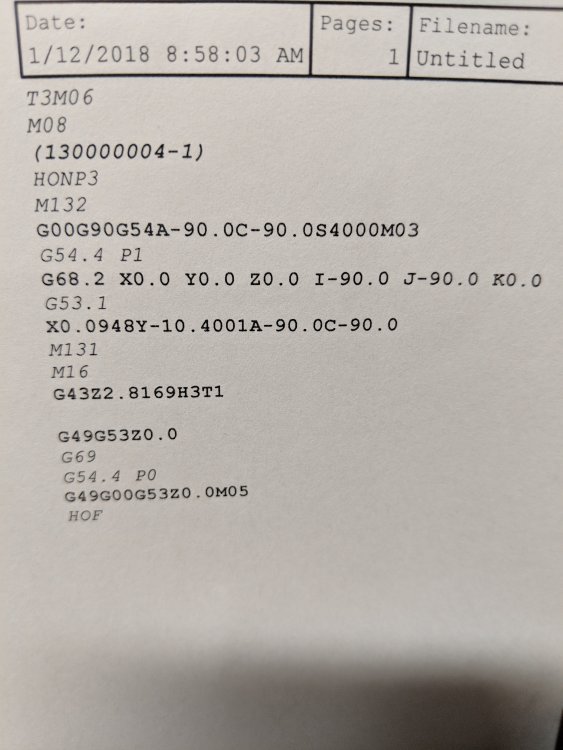
Its a pain to upload an file so here is the easiest method for me at the moment
-
I have the order in my first post wrong G68.2 xyxijk G53.1 G43 G69 at the end. You need to call it out each rotation
-
On our matsuura when in twp. With the g68.2 then g53.1 i think.I can't remember off my head it uses xyz like normal. When it detects a 5 axis path it uses tcp g43.4 (I think) and z is y and depending where the rotary is x and z move as x and y would. Is there an example in the yellow manual? Off the top of my head camplete spits out Ac position Xy POS G68.2 I j k x y z Xyac G53.1 G43 In a tcp path after the g53.1 G69 G43.4. I'm going off memory so I could be wrong. I can copy pasta a code snipit tomorrow
-
Nice. It's been working great for some production jobs with tight true positioning requirements.
-
That's a good point, thank you
-
The matsuura Renishaw omp 600 probe includes a position macro that will position the probe while searching for the skip signal so in the event of an obstruction the machine will stop. so I modified the prapidout line to this. it s produced the desired effect of outputting the macro in between probe cycles ( customdrill cycles) our other machine doesn't have this macro but I can just use the g31 in place of it prapidout #Output to NC of linear movement - rapid if prb_flg = 1 & t$ = 60 & nextdc$ > 7, [ pbld, n$, sgplane, sgabsinc, e$ pbld, n$, "(protected positioning)", e$ pcan1, pbld, n$,"G65 P9810",pfxout, pfyout, pfzout, *feed,e$ ] else, [ pcan1, pbld, n$, sgplane, `sgcode, sgabsinc, pccdia, pxout, pyout, pzout, pcout, strcantext, scoolant, e$ ]
-
I'm not sure if I spelled it right

