Leon82
-
Posts
2,195 -
Joined
-
Last visited
-
Days Won
12
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Leon82
-
Yamizen is the new england dealer. We got 5 mx from them. Sofar the service has been good.
-
You can try thru the manual guide I of you have it. A little bit different interface
-
Did you set it to channel 4 ?
-
We use Transcend brand industrial cards with only 256 megabytes the fanuc control does not like cards over to gigabytes. And even those are two big we've had problems with them
-
Save it to the library so it's always there!
-

Recommendations needed for a long core-drill.
Leon82 replied to danielm's topic in Machining, Tools, Cutting & Probing
Is it too thick for a water jet ? -
Verify: Save cut model to .STL still available in mc2018?
Leon82 replied to danielm's topic in Industrial Forum
Click the left file tab so the menu page opens and there is a button to save stl as stock. I believe there is also one in the right verify tab -
Verify: Save cut model to .STL still available in mc2018?
Leon82 replied to danielm's topic in Industrial Forum
Yes. I have used it for stock several times -
There is a field for taper angle in the threadmill parameters, or you can buy a tapered tool also. Those are full form usually also I should add The inserts are tapered so you can cut straight and npt with the same cutter body
-
I always set the threads per inch in the field for it in the tool. So an m3x .5 would be about 50.813 threads per inch
-
I've seen that when the post is updated and the utility or whatever looks at it doesn't like the code it will comment it out and put cnc fail in arrows. So look at the tool change line to see it that is the case
-
Is there an add# value in the control definition for h and d?
-
whatever is meant to be in your quote box is missing
-
Its hard to find help so if you are hired for one area you are going to stay there unless you have enough skilled workers to be able to move around and not hurt production and have a boss who is ok with you doing that. I did modify a lathe program once
-
I went the opposite way and made a bunch of different cycles. we have 2 diferent machines with fanuc and Renishaw and the probing is totally different. one was easy the other needed some extra work
-
I don't think removing it is a good idea. It is useful in setup of if you want to adjust a tool and need the current mood to finish. But in the control def there should be a check box for enable staged tool routine. But it's usually in the pretract post block and looks like - sm01 You can use the # to prevent it
-
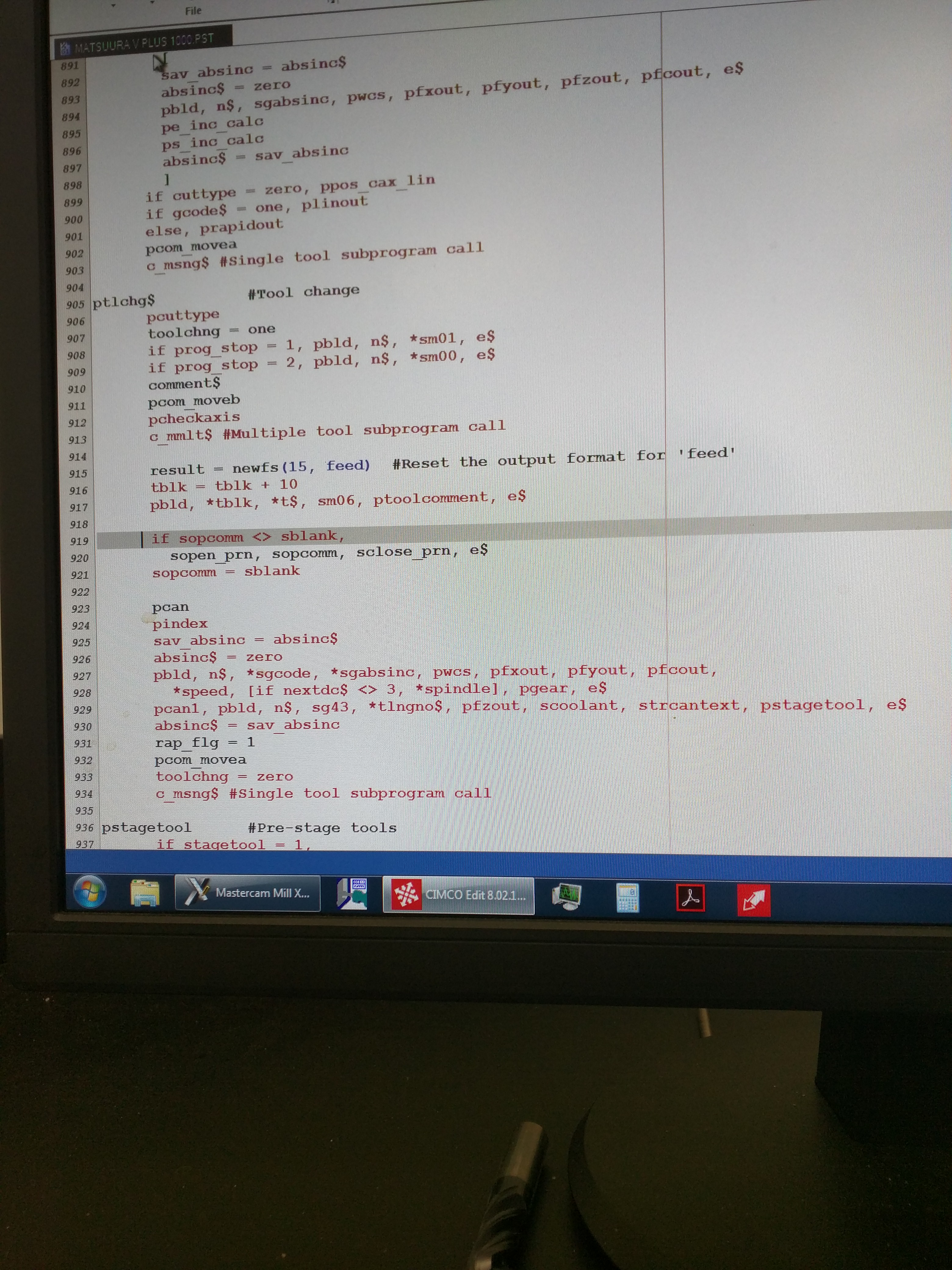
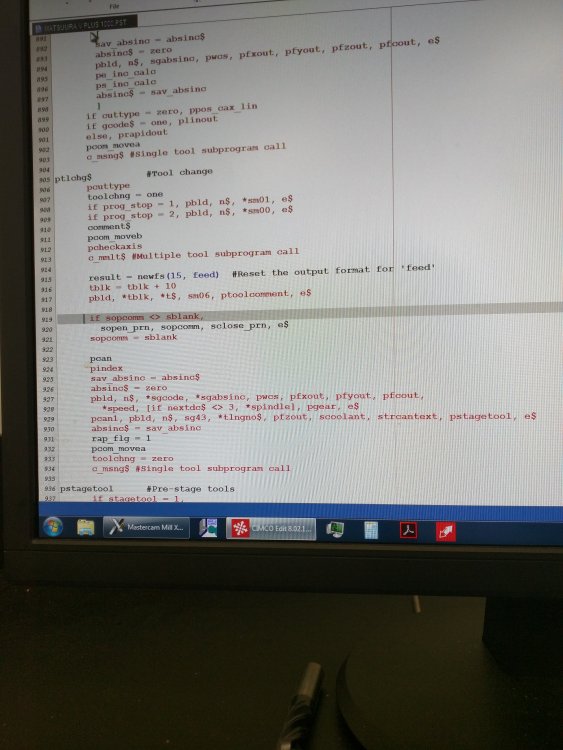
Force Feed Rate After An Index change
Leon82 replied to dmaier's topic in Post Processor Development Forum
Should it be done in the post block that handles the rotation rather than the tool change? -
Force Feed Rate After An Index change
Leon82 replied to dmaier's topic in Post Processor Development Forum
Have you tried an asterisk in front of feed? -
Make sure the endmill shoulder isn't "cutting". It may consider it a collision.
-
In my post that comment is like this in the picture. How does the setup guy know which 3"mill to use?
-
An option is to change the name of the tool in the tool manager then save it. It will then display 3"mill in the tool comment
-
[if drl_prm5$<999.,*drl_prm5$]
-
I was able to get it to work without branching into several Drill cycle outcomes in the drill cycle. And it made it easier to stop posting 2 parameters if I wanted.
-
I believe so, we use the 54.4 on our 5 axis and it is called up on every rotation and shut off at the end of each rotation. calling it up while a g43 is active will result in an alarm if I recall
-
This is exactly what I do
- 7 replies
-
- 1
-

-
- multi axis
- 5 axis
- (and 2 more)