





Leon82
-
Posts
2,195 -
Joined
-
Last visited
-
Days Won
12
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Leon82
-

Tap Code for MATSUURA VX1000
Leon82 replied to PcRobotic's topic in Post Processor Development Forum
Parameters 5210 will give you the tap code -
Tap Code for MATSUURA VX1000
Leon82 replied to PcRobotic's topic in Post Processor Development Forum
Are you sure you have a good tap? -
how much wall stock do you leave in dynamic?
Leon82 replied to lowcountrycamo's topic in Industrial Forum
I leave .005 with a .0025 tolerance usually with good results. I think I use 50% cut/arc tolerance It will over cut if your tolerance is bigger than stock to leave. The machine is also running the aicc or the matsuura ips so it is not going to overshoot -
the arcs page in the control def I believe
-
Do you have positive comp in the tool in the control?
-
Tap Code for MATSUURA VX1000
Leon82 replied to PcRobotic's topic in Post Processor Development Forum
if you scroll thru the parameters for drilling (5000 area I think) it will say tap m code in a field -
Tap Code for MATSUURA VX1000
Leon82 replied to PcRobotic's topic in Post Processor Development Forum
fanuc control? our vplus 1000 uses m80/ m89 m80 is adtap and retracts faster rpm m89 is standard with the same retract.M29 opens the atc door. there is also a couple parameters for rigid taping you can look at -
I use the jergins ball locks. They work pretty good. We use them in the 5 axis also for parts we secure thru the back on the sub plates. Easy to make your own. Just bore holes for the liners. They have a bunch of different sizes. Four of the 16 mm shanks held a 20" invar ring to rough side wall pockets in or mx 520
-
Ford Titanium we use 5-minute epoxy Dab it around the edges and let it dry for about 20 minutes
-
On the toolpath manager there is a circle and square overlapping icon. Try that one
-
We use 3m 410m I believe. Works good.
-
I think that's the show associative entity setting. I think there's a toggle in the top middle of the icon bar
-
Thin Ti Wall Pulling Inward
Leon82 replied to McLaren's topic in Machining, Tools, Cutting & Probing
Rough the wall and leave thickness oversized then remove false bottom. Flycut flat and parallel. Then in a fixture of soft jaws clamp light and finish the pocket. -
Repro rubber
-
Thin Ti Wall Pulling Inward
Leon82 replied to McLaren's topic in Machining, Tools, Cutting & Probing
Rough it out first. Mill it parallel, Then make your finish cuts and support both faces -
Now that I think about it there was a job where I need it to Dynamic face so I ended up making two facemills with the same tool number. The one I use for facing was .05 undersized on dia. And a full size one I use for my Contours And then I told it don't make a tool change in the NCI.
-
Interesting. I must have set it to try and shrink a program and hit the save button. I rarely look at the filter settings for facing
-
could the two lines without feedrates are the issue? if you run it in single block it should stop on the actual error. when single block is off it will read a few lines ahead and get the alarm before it would actually occur
-
It worked great. thanks!
-
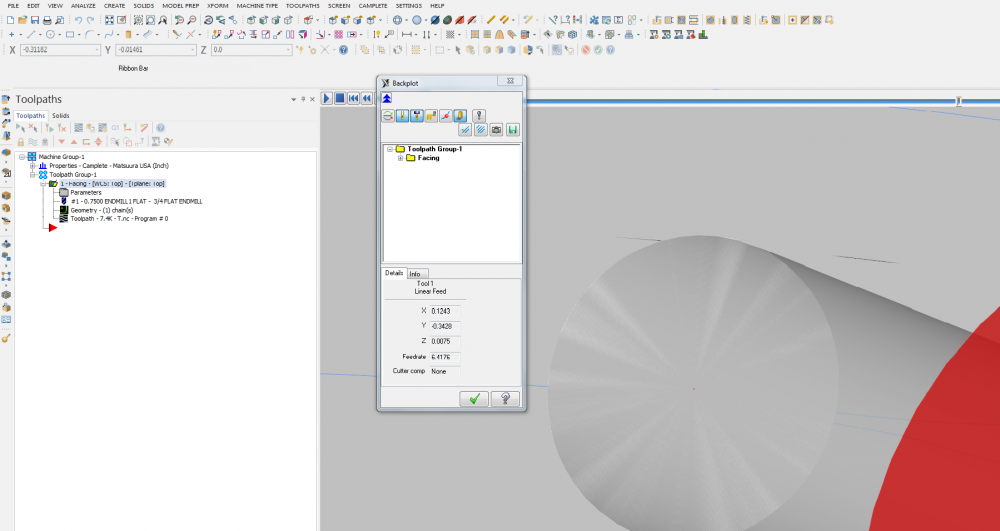
here is a screen shot of the back plot and a quick file. the tool has moved to z.0075 and has not passed over the little nub in the center. this is a rectangle with a 3/4 flat mill 80% stepover I think DYNAMIC.mcx-9
-
I have gotten them using a square endmill. At the end of the path in the center z starts to feed up. If the stepover is about 20 or 30% is won't leave one.
-
Thanks, I'll try it out!
-
At the end of a custom drill cycle for a probe. Forcing z out uses the last z depth for the probe in the linking parameters. It seems only to remember the last z depth used I don't need it to be rapid but need to output that z value
-
We are on camplete 2015 and x9. The boss has been busy and I don't think he wants me calling. Ill see if I can Monday.
-
The three steps of journey level machining
Leon82 replied to nickbe10's topic in Machining, Tools, Cutting & Probing
No thanks.lol Those are 975 bucks and if you want the box it's another 100

