





AHarrison1
-
Posts
580 -
Joined
-
Last visited
-
Days Won
7
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by AHarrison1
-
Is there a way to lock multiple instances of the same file being opened, Or, like Solidworks, only being able to open a read only copy of a file if it is open somewhere else. Using 2020 Thanks
-
Thank you.
-
I am having an issue where if I change speeds/feeds for a tool in tool manager it is not updating the tool within operation parameters. I make a change hit ok it then asks if I want to update all operations with that tool or create another tool assembly, ok to update all but when i go into operations the tool has not changed. This has been happening since update 1 for 2020.
-
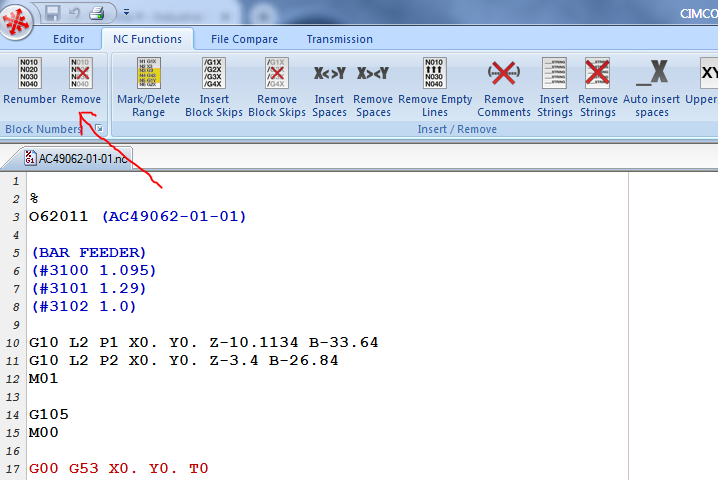
Where is the stats button? I have 'Block Numbers' and 'Insert / Remove' under 'NC Functions tab

-
I'm not sure about any other controls but I know HAAS will always shout if there is cutter comp on an arc move. Link to another thread talking about this
-
If you are using CIMCO editor you also have the option to add or remove block numbers.
-
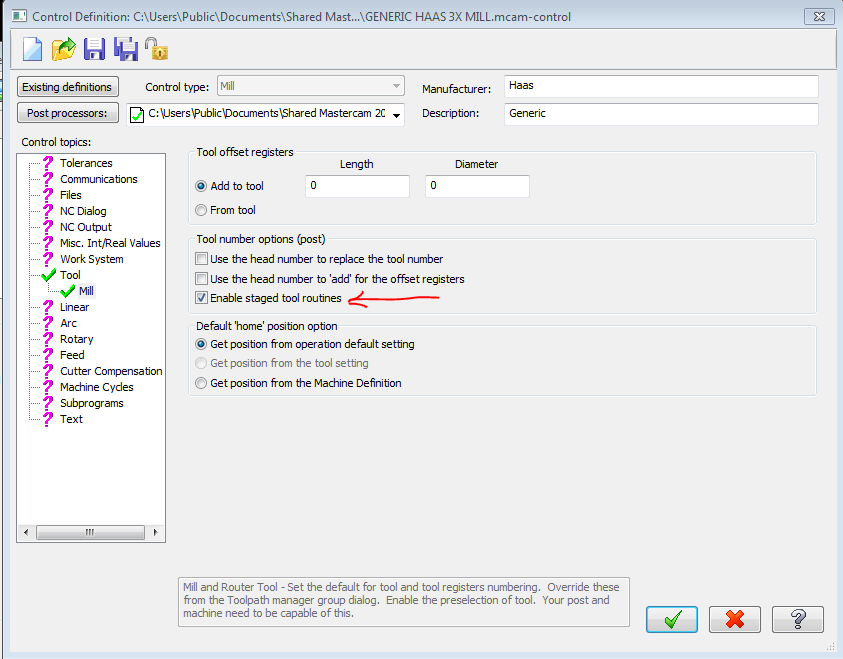
In your machine control definition under tool tab there is enable staged tool routines
-
Cutter Comp Beginning on Arc Move - How to Avoid?
AHarrison1 replied to Bill H's topic in Industrial Forum
Haas does not allow comp on a g2 or g3 move. Comp line has to be a g1. Have A line entry and exit on lead in and lead out. It does not have to be a long line. In my eg below I have it set at 55% to avoid stock.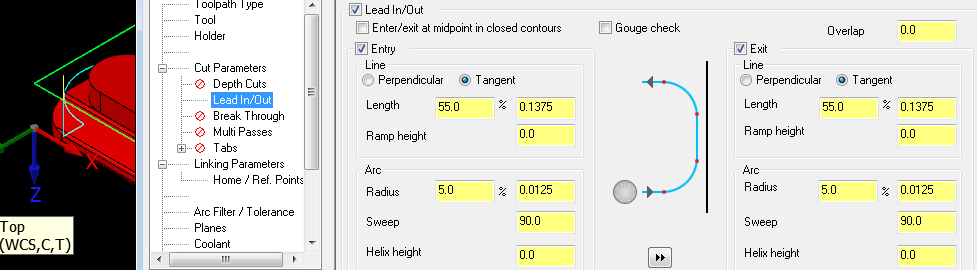
-
Do c axis lathe tool paths consume a mill licence?
AHarrison1 replied to Leon82's topic in Industrial Forum
Yes it does... at least mine does, grabs both lathe and mill licence. -
I am playing with this setting in 2020 and keep getting Unexpected error occurred while trying to simulate a true thread. Would this be in relation to system specs?
-
A company I used to work for had implemented something like this for their shop , https://www.google.com/search?q=mr+narrative&rlz=1C1CHBF_enCA774CA790&oq=Mrnarr&aqs=chrome.1.69i57j0l3.6847j0j8&sourceid=chrome&ie=UTF-8. using Ipads. It worked pretty well provided it was used properly. It worked with a book, chapter and page system. The book being the part/part#, Chapters being machine/tool setup, Quality issues and alerts, assembly instructions etc. the pages would then be the different tools with relevant info. Whenever someone added a page to a chapter such as a quality alert it would go live straight away.
-
Fanuc and HAAS controllers both have separate incremental letters assigned for each axis, X=U, Y=V, Z=W. so there is no need for G90/G91 as with a mill. I cant speak for other controllers.
-
Measuring inside groove diameter (Best tool for)
AHarrison1 replied to Roger's topic in Industrial Forum
Yes, very familiar actually. A company I used to work for made hydraulic cylinders, multi stage rotary spools, manifolds, etc,etc. for heave machinery for pressures up to 5000 psi. I did all of their lathe programming. For some of the oil seal grooves that could not be reached with a measuring tool were then tool controlled by having the groove bar cut a land that could be measured. This practice was also verified by cmm. We used this method to control the depth of any and all grooves whether they were on pistons, glands or rotary spools and it proved very effective. If the groove happens to be wider than the tool you are using then essentially you are boring the bottom land of the groove with a grooving tool. -
Measuring inside groove diameter (Best tool for)
AHarrison1 replied to Roger's topic in Industrial Forum
Hi All, First time posting here. Why not finish the bore diameter with the same tool that you are cutting the groove with? That way the groove diameter becomes tool controlled then all you have to really measure is the bore.


