





AHarrison1
-
Posts
580 -
Joined
-
Last visited
-
Days Won
7
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by AHarrison1
-
Lathe Grooving with same width cutter as groove
AHarrison1 replied to kunfuzed's topic in Industrial Forum
I don,t use groove toolpath for this, I use finish profile and pick either one of the walls. The trick here is tool clearance in plunge parameters. You could do the same for the edge breaks In other news... something else I do when creating a turn profile is put .005 or .01 fillets on EVERY intersection that will be turned. Reason being whenever there is a change in tool direction a burr is created as, depending on tool rad, the tool looses contact with the work piece. Putting a little rad on the intersection forces the tool to stay in contact and no burrs are created.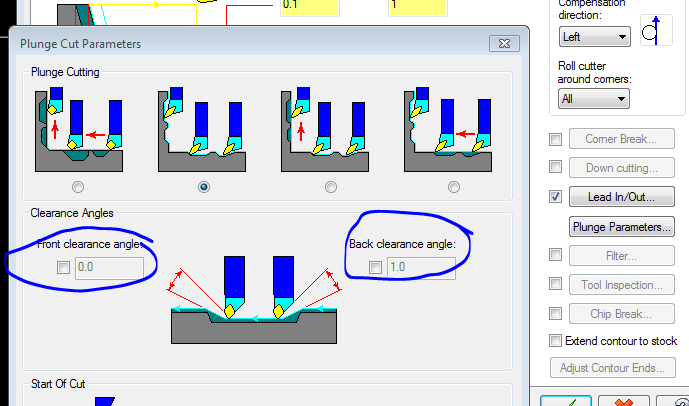
-
Lathe 3D Tool - ID groove bar not recognizing cutter width
AHarrison1 replied to kunfuzed's topic in Industrial Forum
no problem -
I,m thinking the X is A typo or someone trying to be clever, I too cannot find any reference to 3BX only 3B which is a tighter tolerance.
-
Lathe 3D Tool - ID groove bar not recognizing cutter width
AHarrison1 replied to kunfuzed's topic in Industrial Forum
You did not have a tool width set. I have also attached your file with the insert fixed. 10222 Mini PM1 Socket Outlet-a.mcam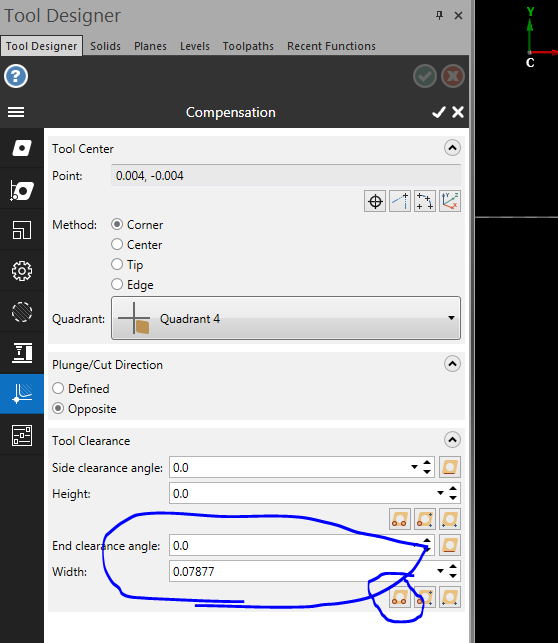
-
Mcam 18 having point selection and line-endpoints issues...
AHarrison1 replied to Dontech's topic in Industrial Forum
-
Mcam 18 having point selection and line-endpoints issues...
AHarrison1 replied to Dontech's topic in Industrial Forum
Maybe check your auto Cursor settings and... ... Arc Center Points toggle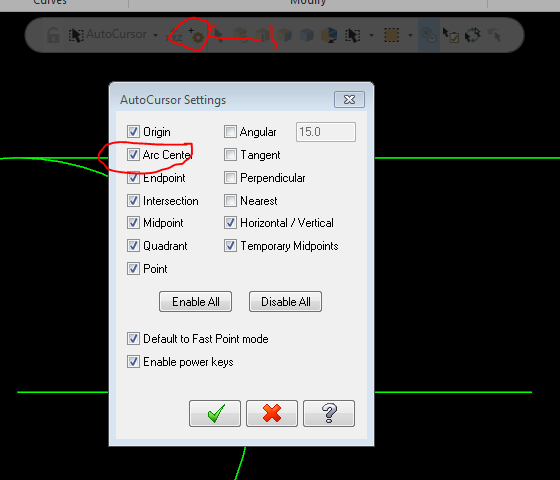

-
Your feedrate of .0035 per tooth seems quite high for that diameter cutter. For fulll slotting i would be at about .001" per tooth. This is for the RF 100 line of Guhring endmills.
-
Maybe I'm misunderstanding, but our machines will not allow us to activate the pumps with the machine door open. Which would make a spray gun useless. ...hmmm, on our HAAS lathes and mills we can turn on the low pressure pump (m08) with the door open but not the high pressure one. Anyway, just a suggestion.
-
A cheaper option could be adding a 'Y' connect to one of your pumps and running the spray gun from that. You can then turn it on or off at your pleasure.
-
It looks like you are chaining on the wrong side, the arrows (right pic) should be pointing left and down. In the chain manager right click and change side.
- 1 reply
-
- 2
-

-
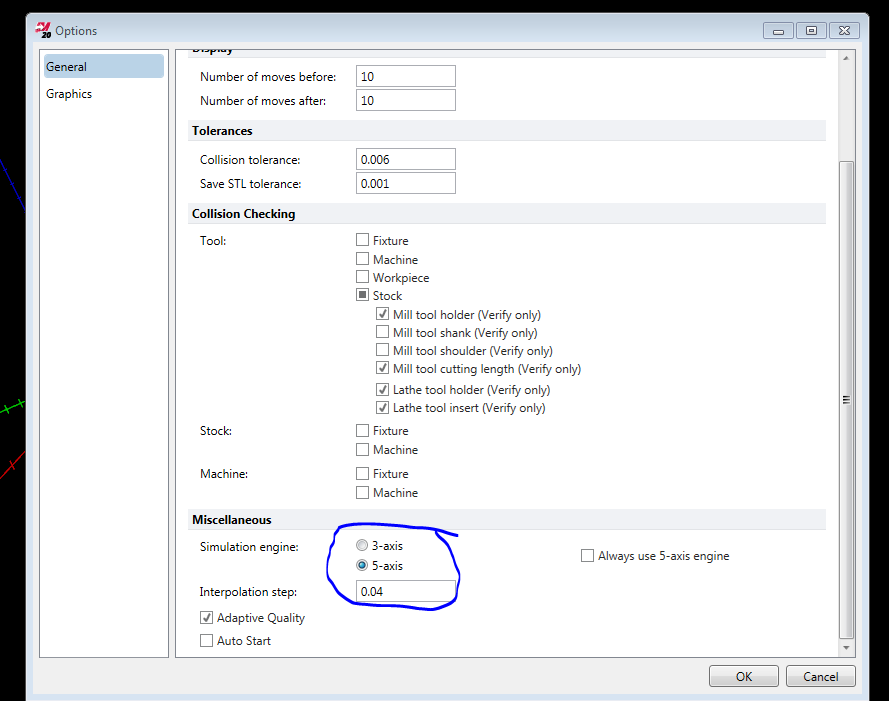
The 5-axis is just for simulation purposes, it takes into account the different planes being used for different ops, i.e, top front side etc. I don't know why but the 3 axis option will only simulate the 1st plane, or one plane only. Hence the message you are getting.
-
When you launch simulation goto file/ options and change the Simulation engine to 5-axis
-
This may seem like a redundant question but why would you need an arc length?
-
This, I think, will depend on the operator/setup guy/ general shop practice or policy. For my finish turning tool I will have 2 offsets with the same X and Z but with .0005" difference in wear offset so that I can run a de-burr operation without scraping the Finished OD/ID if I need to.
-
Yes the nose radius can be changed. There won't be length change as the intersection point of the 2 edges will be the same, only the radius changes. You would then setup compensation the same as you would the original insert
-
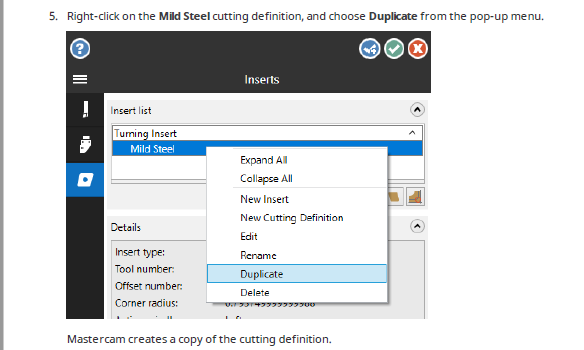
You don't really need to bring in a new insert to then mate, you can just duplicate the insert and edit paramaters for the 'new' insert.

-
This was brought up on the Mastercam forum. https://forum.mastercam.com/Topic39965.aspx Apparently they are looking into it.
-
Tool Edit Causes Mastercam to Freeze
AHarrison1 replied to [email protected]'s topic in Industrial Forum
Echo...Echo...Echo -
The Maintenance fee includes any new versions of Mastercam plus any updates.
-
I would go ahead and re-generate the path in 2021, if it looks wrong dont save the file. i have had this happen every now and then. Usually it's because of the machine and control definitions between the 2 versions
-
Try loosening the stock model tolerance, failing that, attach a dumbed down file for others to see.
-
Thank you. i was aware of that one. i was hoping for an option where the gnomon is not auto- selected while still being visible. If not, then I will use your suggestion.
-
How do you dis-able the gnomon auto selection? Right now, if I want to interact with an entity that sits behind the gnomon 'grid' i have to zoom in real close in order to be able to select entity and not the gnomon. I do remember reading this somewhere but after an hours search i'm still stumped.
-
We have a DS-30Y which I limit the RPM to 3500 and it is nowhere near as loud as an older ST-20 we have. The turret toolchange makes more noise than the spindles.. Apart from 1 or 2 fat fingered operator error crashes I have had very little issues with it.
-
Have a look on youtube for cam instructer, Colin Gilchrist, ron 5-axis millman or search 2-d mastercam. You will be surprised at what is achievable with just the 2-d package - mill level 1
