AHarrison1
-
Posts
580 -
Joined
-
Last visited
-
Days Won
7
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by AHarrison1
-
Possible to speed up Fanuc control?
AHarrison1 replied to Tinger's topic in Machining, Tools, Cutting & Probing
So just to clarify M198 searches all within main program and memory? On a Haas control there are 2 separate calls, M98 calls sub stored outside of main program M97 calls sub stored within main program after M30 -
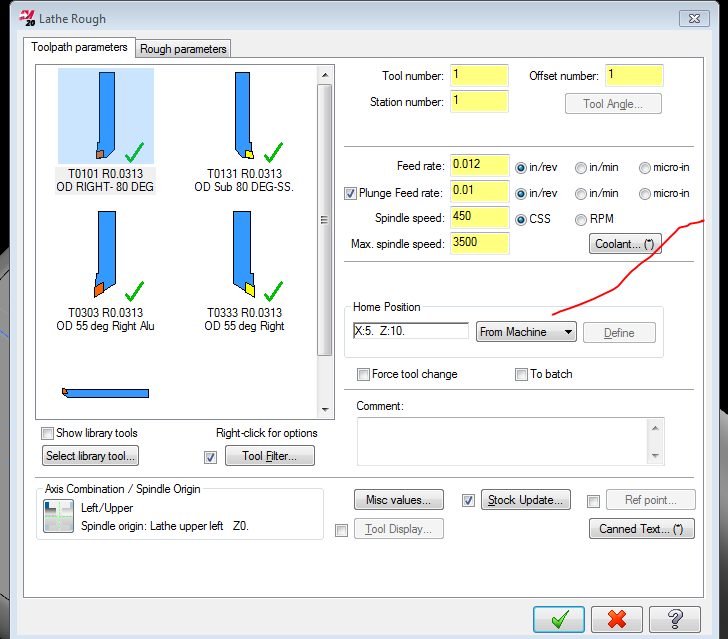
Hope this helps, 1st page of any toolpath parameter
-
The Generic Fanuc 3X Mill or should work. Haas uses the same basic G-code format.
-
Dodgy / corrupt model maybe...
-
Try playing with the settings in the drop down
-
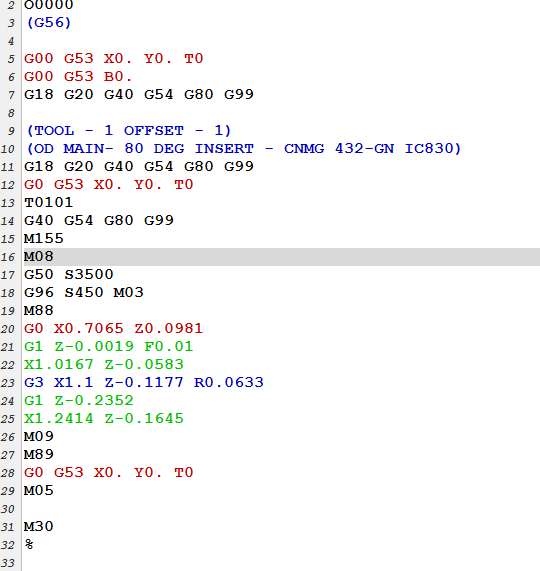
You have not taken the tool nose rad into account. If this code is hand written then you have to add the tool nose rad to the rad you are trying to cut. I plotted out the x and z co-ord and wrote a finish path with a lathe tool with .03 cnr rad. You can see that the total rad is doubled, rad to be cut + tool rad. If I had a smaller tool nose ie .015 then the rad programmed would read r.045.
-
This is something I do when cutting threads on a lathe if I don't have topping inserts or if Im using threading inserts that cover a broader range of thread pitches. Re-run the finisher just on the thread section then re-run the threading insert with one pass. I will generally up the rpm for both of these so that not too much time is added to the cycle.
-
Part and work holding program combined in one NC file.
AHarrison1 replied to Peter Scott's topic in Industrial Forum
I will copy/paste manually. All the programming are in MC file seperated by machine/toolpath groups. It should be easy enough to control within MC by adding a Manual entry M30 at the end of a group. -
Part and work holding program combined in one NC file.
AHarrison1 replied to Peter Scott's topic in Industrial Forum
I generally place jaw/fixture program after M30 in part program. -
When using the L command to repeat calls does the L number include the 1st piece? I.E. If I wanted to machine 10 parts, would it be M97/98 P1*** L10 (all 10) or M97/98 P1*** L9( 1st call then repeat 9 times)? I don't do this often at all, usually do 1 offs.
-
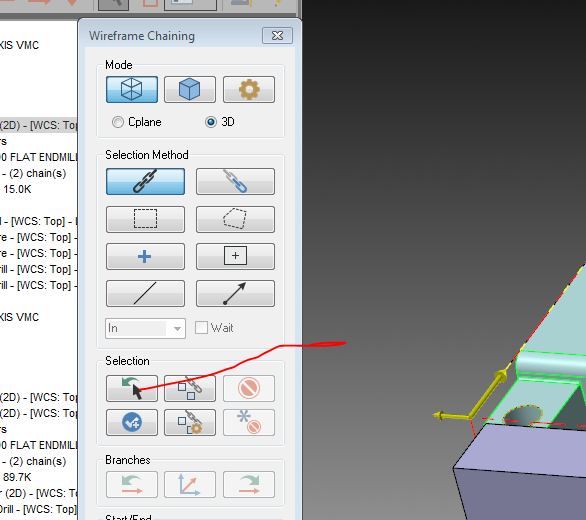
The 1st box in the selection section
-
PPS... I think most people honestly thought you would provide a mastercam file to look at to be more help on this forum... not to dis-credit the wealth of information you have provided by way of sideways pictures or anything.... just saying...
-
This should narrow down which rabbit hole to venture into. https://www.google.com/search?rlz=1C1CHBF_enCA876CA876&ei=7HbqXomvNoPJtQbbtZmABg&q=copper+tungsten+alloy+speeds+and+feeds&oq=copper+tungsten+alloy+speeds+and+feeds&gs_lcp=CgZwc3ktYWIQAzoOCAAQsAMQigMQ5QIQiwM6AggAOgYIABAWEB46CQgAEBYQHhCLAzoICCEQFhAdEB46CwghEBYQHRAeEIsDOgUIIRCgAVDR9QFYrbMCYIC8AmgBcAB4AIABnQKIAbMZkgEFMy41LjmYAQCgAQGqAQdnd3Mtd2l6uAEC&sclient=psy-ab&ved=0ahUKEwiJ1aCp0onqAhWDZM0KHdtaBmAQ4dUDCAw&uact=5
-
It Regenerates dirty ops in the toolpath manager automatically.
-
I generally leave .003 to .005, granted my parts are 3" dia and under. The semi finish for me would to chain the vertical wall only and go from outside to in. You would probably have to change the tool comp side and mess with the lead in/out to get the right result
-
how much stock are you leaving on for the vertical walls (Z)?
-
Sooo... do you guys buy your troll food from the same place?
-
Why is this troll still being fed??? It does not matter which post it is in, the troll sniffs and then you feed him. Almost every 2nd post is getting hijacked. STOP FEEDING THE TROLL!!!... eventually he will clear off.
-
ssshhhh... secret secret... maybe for the new Space Force.
-
A bit late in the game but if this is still available, I would be interested in seeing this.
-
Big fan perhaps?...
-
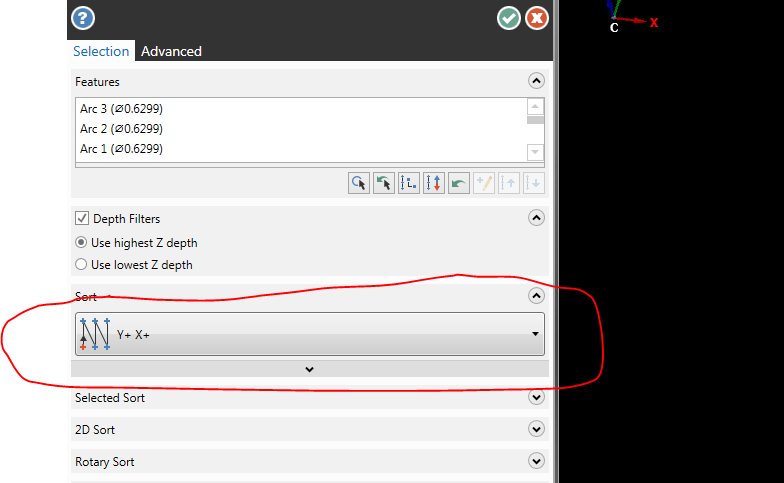
You could also use the Sort option to control the movement between holes
-
is the hole blind or through? Can it be drilled from the other side?
-
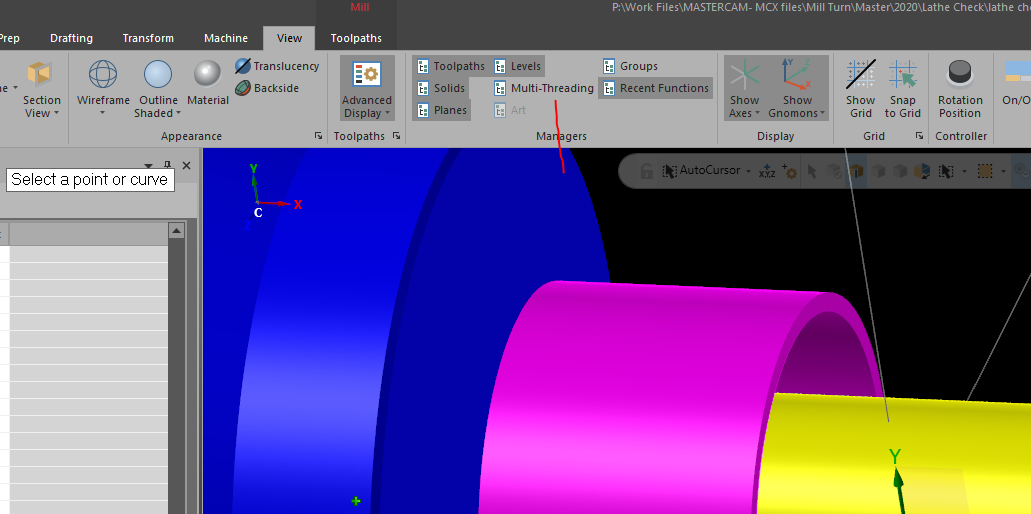
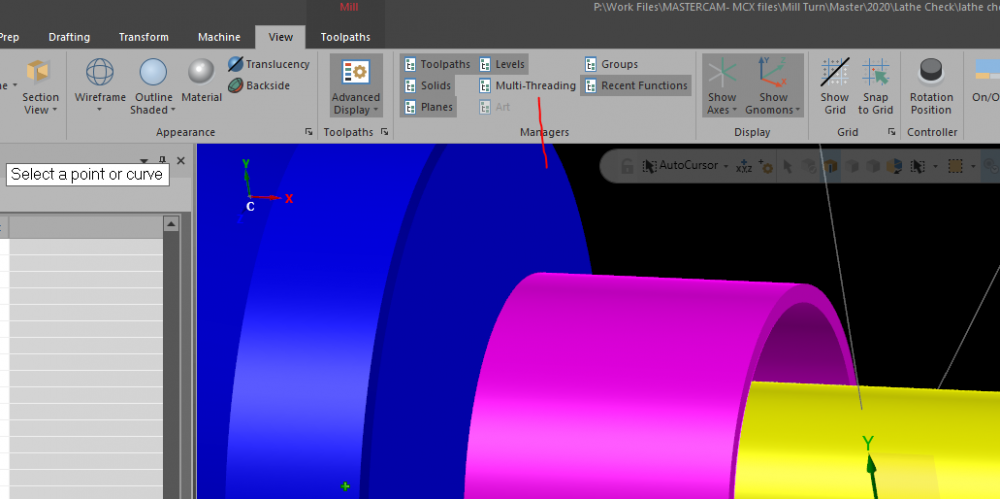
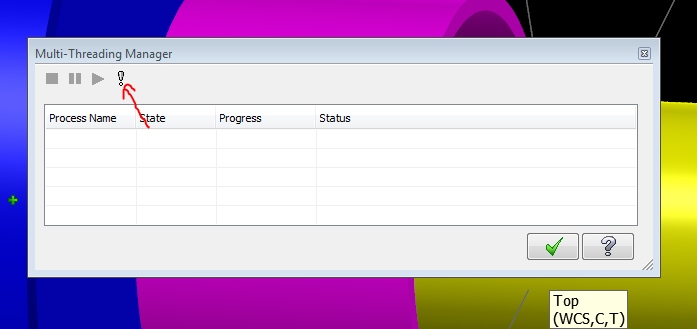
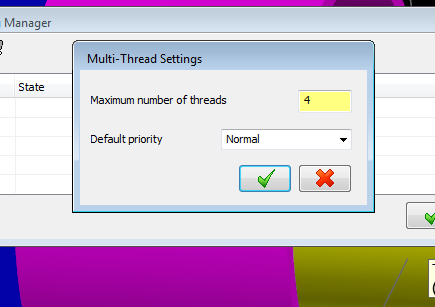
Check multi thread setting maybe...
-
Locking multiple sessions of the same part
AHarrison1 replied to AHarrison1's topic in Industrial Forum
Agreed