





Corey Hampshire
-
Posts
215 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Corey Hampshire
-
FILE BEGINNING/END MARKER MISSING - ALARM
Corey Hampshire replied to Rodney714's topic in Industrial Forum
Make sure the program edit inhibit key isn't turned on. I have seen them where you can download the file but not upload it. If you could provide us a specific alarm that it generates we may be able to provide more help. -
As the day wears on things slow down
Corey Hampshire replied to Candicane's topic in Industrial Forum
Agreed. When it starts to lag or act stupid, I just save and restart Mastercam. If that doesn't fix it, I reboot the PC. Sometimes running "Repair File" will fix it also. -
Examples of using Excel within your Manufacturing experiences
Corey Hampshire replied to #Rekd™'s topic in Industrial Forum
I use it on a daily basis (and Google Sheets). I have made files for keeping track of tools in machines, stick outs, part numbers, rough bar stock length, program numbers and customers, tooling usage and costs. I have used it to convert metric dimensions to English and vice versa. We use a sheet to track program names and cycle times. Tracking Macro variables used and available is also a good use. Feeds and speeds calculations also. Personally, I also use it keep track of my trades in the stock market and gains and losses there. I even made a "calculator" for my wife to track her mileage at work. I have racecar calculators that I have made to track math formulas. I have a log book that I use to keep track of our racing as well. Pretty much, if I need to keep something neat and orderly I use a spread sheet. The sky is the limit and you can pretty much track and figure whatever you need to with it. -
What is the plugin called? I would like to have it for Notepad ++. I searched and didn't find anything that seemed to be the right one.
-
Select the ops you want to edit in the tool path manager. Right click-Edit selected operations-edit common parameters. Then you can click the box for tool selection and make your changes there.
-
Refugee from Fusion 360 looking for advice
Corey Hampshire replied to RecceDG's topic in Industrial Forum
Most Fanuc lathes do not require a M6 to do a tool change. When the control sees T0303 it will index to pocket 3 and call up offset 3. I have seen some Cinci lathes that used a M6 but that was a different control. Force tool change will just force the post to retract the tool again, and call up all the same start codes and speeds if you have two tool paths with the same tool number. This can be useful for checking tool wear, clearing chips or whatever you need. The g28 line at the beginning of the program is a "return to reference point 1". The U axis is incremental for "X" and W is for "Z". Essentially, before the program starts, the post is telling the machine to go to "home" before indexing or starting movement. When the code actually calls for movement, a G0 is output, just like your posted code. The T3000 is there to cancel the tool offset at the end of the program. This may or may not be desirable and may be able to be changed in the post (most likely). You can program a "safe move" with approach and retract points in your tool paths. You can also do it with "point" tool paths. I use approach/retract points when needed. -
We do some S/N engraving along with our logo and part info here. I set mine up to be simple for the operator to input a few numbers and press start. Anyways, you would set a macro variable and then subcall another program with a G65P_____. You could do it all in the same program, of course, but I like having a simple program so that nothing important gets deleted when the operator makes a typo. Here is a quick sample of the structure I use for the number part of my programs. In your case I would just engrave the number of the month or a letter corresponding with the month for easy identification at a later time. % :8503(NUMBERS) (08-03-18) IF[#105EQ1]GOTO1(1) IF[#105EQ2]GOTO2(2) IF[#105EQ3]GOTO3(3) IF[#105EQ4]GOTO4(4) IF[#105EQ5]GOTO5(5) IF[#105EQ6]GOTO6(6) IF[#105EQ7]GOTO7(7) IF[#105EQ8]GOTO8(8) IF[#105EQ9]GOTO9(9) IF[#105EQ0]GOTO10(0) GOTO9999 N1 ( ENGRAVE 1 ) G0G91X-.0286Y.0714 Z-1.8 G1Z-.21F#131 X.0286Y.0286F#132 Y-.2 X-.0286 G0Z.26 X.0286 Z-.05 G1Z-.21F#131 X.0286F#132 G0Z2.01 GOTO9999 N2 ( ENGRAVE 2 ) G0G91X-.0555Y.0714 Z-1.8 G1Z-.21F#131 G2X.0495Y.0286R.0571F#132 G1X.0044 G2X.0571Y-.0546R.0571 X-.0148Y-.0358R.0572 X-.0513Y-.0384R.4745 G3X-.0492Y-.0712R.0965 G1X.1196 G0Z2.01 GOTO9999 N3 ( ENGRAVE 3 ) G0G91X-.0575Y.0712 Z-1.8 G1Z-.21F#131 G2X.0498Y.0286R.0576F#132 G1X.0073 G2X.0416Y-.0156R.0631 X.0156Y-.0344R.0457 X-.0425Y-.0498R.0505 G1X-.0143 G0Z.26 X.0143 Z-.05 G1Z-.21F#131 G2X.0453Y-.0502R.0505F#132 X-.0156Y-.0344R.0457 X-.0415Y-.0156R.0631 G1X-.0131 G2X-.0498Y.0286R.0577 G0Z2.01 GOTO9999 N4 ( ENGRAVE 4 ) G0G91X.0371Y-.1 Z-1.8 G1Z-.21F#131 Y.2F#132 X-.1035Y-.1529 X.1328 G0Z2.01 GOTO9999 N5 ( ENGRAVE 5 ) G0G91X.0583Y.1001 Z-1.8 G1Z-.21F#131 X-.1209F#132 Y-.0886 G2X.0537Y.0172R.0923 G1X.0034 G2X.0338Y-.008R.0757 X.0234Y-.0206R.0606 X.011Y-.0362R.0653 X-.0087Y-.0324R.0653 X-.0545Y-.0316R.0628 G1X-.009 G2X-.0419Y.0157R.0636 X-.0112Y.0129R.0636 G0Z2.01 GOTO9999 N6 ( ENGRAVE 6 ) G0G91X.0576Y.0699 Z-1.8 G1Z-.21F#131 G3X-.0518Y.0303R.0594F#132 X-.0566Y-.0411R.0594 X-.0115Y-.063R.1781 X.0075Y-.0512R.1781 X.0577Y-.0451R.0594 X.0566Y.0411R.0594 X.0028Y.0181R.0594 X-.0594Y.0594R.0594 X-.0594Y-.0594R.0594 X.0017Y-.0141R.0594 G0Z2.01 GOTO9999 N7 ( ENGRAVE 7 ) G0G91X-.06Y.1 Z-1.8 G1Z-.21F#131 X.12F#132 G3X-.06Y-.2R.3634 G0Z2.01 GOTO9999 N8 ( ENGRAVE 8 ) G0G91X-.0064Y.0071 Z-1.8 G1Z-.21F#131 X.0128F#132 G3X.0465Y.0465R.0465 X-.0465Y.0464R.0465 G1X-.0128 G3X-.0215Y-.0053R.0464 X-.0249Y-.0411R.0464 X.0464Y-.0465R.0464 X-.0535Y-.0535R.0535 X.0094Y-.0305R.0535 X.0441Y-.0231R.0536 G1X.0128 G3X.0536Y.0536R.0536 X-.0536Y.0535R.0536 G0Z2.01 GOTO9999 N9 ( ENGRAVE 9 ) G0G91X-.0576Y-.0699 Z-1.8 G1Z-.21F#131 G3X.0518Y-.0303R.0594F#132 X.0566Y.0411R.0594 X.0115Y.063R.1781 X-.0075Y.0512R.1781 X-.0577Y.0451R.0594 X-.0566Y-.0411R.0594 X-.0028Y-.0181R.0594 X.0594Y-.0594R.0594 X.0594Y.0594R.0594 X-.0017Y.0141R.0594 G0Z2.01 GOTO9999 N10 ( ENGRAVE 0 ) G0G91X-.0467Y.0674 Z-1.8 G1Z-.21F#131 G3X-.0119Y-.0674R.1972F#132 X.0119Y-.0674R.1972 X.0467Y-.033R.0496 X.0467Y.033R.0496 X.0119Y.0674R.1972 X-.0119Y.0674R.1972 X-.0467Y.033R.0496 X-.0467Y-.033R.0496 G0Z2.01 GOTO9999 N9999 M99 % If you are interested in learning Custom Macro stuff, I highly recommend this book by Peter Smid. It's an easy read and will really open your eyes up to all the possibilities of Custom Macros. I am far from an expert on the subject, but know enough to get by. https://www.amazon.com/Fanuc-Custom-Macros-Peter-Smid/dp/0831131578/ref=sr_1_8?dchild=1&keywords=custom+macro&qid=1627384092&sr=8-8 Another book: https://www.amazon.com/Programming-using-Fanuc-Custom-Macro/dp/0071713328/ref=sr_1_3?dchild=1&keywords=custom+macro&qid=1627384127&sr=8-3
- 14 replies
-
- 1
-

-
- macro
- date and time
- (and 5 more)
-
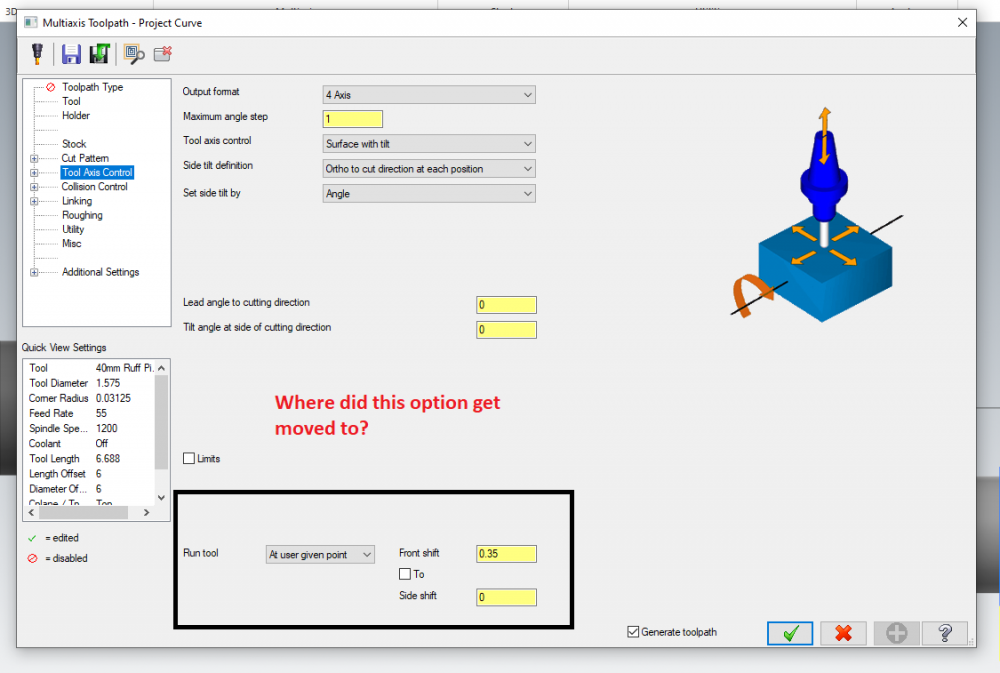
Thanks Aaron. This was on a co-workers pc so I will try and replicate that on mine. If so I will send it in. Like I said, the weird part is if we import an op where it was set at auto, the box isn't there. If we import an op where it was set to "Run at user given point" it does show up. We go back and forth shifting the cutter from auto to a front shift we know works (circular interpolating a pin on a crankshaft), so in one op it will be there and the next it wont. It's an odd duck to say the least, but hey, making crankshafts is like that.
-
Hey guys, I am running 2022 and more or less upgrading from 2019. Anyways, I was doing a multi-axis project curve tool path and noticed this drop down box and option has been moved off the Tool Axis Control Page. Does anyone know where Mastercam moved it to? The weird thing is, if I import an op that has it from 2019, it comes in in the same location it has always been. If you start a new operation it isn't there.
-
One perk to the method Colin mentioned is the potential for reduced tool changes. If you use the same tool on both sides for machining, you can run it on both sides and save a tool change. This may not seem like a big deal, but all that time adds up over the course of a run. Just something else to think about.
-
Have you tried Multiaxis Pocketing? ***Edit, I did it in 2022 and now see that you were doing it in 2020. Pocketing isn't available in 2020.***
-
Setting up defaults for Machine Sim and Setup Sheets
Corey Hampshire replied to Corey Hampshire's topic in Industrial Forum
Well that sounds like an easy solution. Most of my programming is usually for one machine here, so I would only need to create two icons. I am going to look into the default machine in the system config and see what I can figure out. -
Setting up defaults for Machine Sim and Setup Sheets
Corey Hampshire replied to Corey Hampshire's topic in Industrial Forum
Thanks Colin. I found where to set the setup sheet. Now all I need to do is figure out where to set the Machine Sim Default and I will be all set. -
Is there a way to set the default setup sheet and default machine to use in machine sim so that every time I load a specific machine those two things are set for me automatically? It seems there should be a way to tie them into a machine def setting or something along those lines. Those are two items that I have to set every part I do, and I feel like there should be a better way.
-
Hi Mick, It is not a NTX. Just a plain old 2500S. I am trying to get management to pull the trigger on Vericut, but so far it has fallen on deaf ears. All they see is the price tag and don't understand why we need it. I enjoyed their demo, and see some real value in the software. It could even help us with other situations in the shop. It's frustrating, but they are the ones with the check book. Such is life. You are the second person who has raved about CGTech's support, so the must be doing something right. I will keep pushing and see how far I get. The worst thing they can say is No, and thats currently what they are saying, so I really can't be any worse off
-
Bo, I reached out to both Nc Simul and Vericut. Vericut came to the shop last Friday and gave us a demo. It's a modular design, similar to Mastercam. Buy what you need and can expand later. Cost depends on what options and how many machines you need it for. I am waiting to get an official quote from them. Vericut seems to have lots of nice features and options that would be handy to have. I was impressed with it. NC Simul called me, I gave them the info they wanted and I have yet to see a quote. It is what it is, I know people get busy and Covid is a monkey wrench in everything. I honestly couldn't tell you much more about NC Simul than that. In the mean time I am making some chips and playing with the machine and Mastercam. One hand on Feed hold and just being careful. It can be done, but things can get hairy in short time.
-
I have used YG1 stuff on and off for years. I have never had an issue. It's cheaper than OSG but seems to last really well. I wouldn't hesitate to use them .I mainly use the solid carbide drills and some of their taps though.
- 1 reply
-
- 1
-
-
Well, at least I wasn't off on my million dollar guess! What are the main differences between Vericut and NC Simul? I am going to try and push for a seat of something, and unfortunately, it may come down to price. I will be the guy programming it, but I doubt it will be my sole focus. Most days it is vertical mills (4 axis) and sometimes the line of parts waiting for me to program can be quite long. I would prefer something that I can program as needed and trust the software to catch 98% of the issues. I know nothing is fool proof, and if it is, we just find a better fool to test it out. That said, I agree....sometimes slow and steady wins the race after all.
-
Please excuse my ignorance, what is CAV? Computer Aided Verify? That is my million dollar guess . What do you prefer to use, and how do you know things are good without some sort of collision checking?
-
Thanks for the feedback guys. I have emails out to both NC Simul and Vericut. I got in touch with my reseller and unfortunately, Mastercam doesn't support my machine for Mill Turn at this time. Looks like we will have to go with one of the other two companies.
-
Hello all. Our owner purchased a new to us Mill Turn. Mori Seiki 2500S. It has X,Z,C,Y and B axis. Also has a sub spindle and programmable steady rest. I am looking forward to the new challenge and I am sure that I will be posting on here more with questions once I get to jump in with both feet. Here is what we have currently for machines and Mastercam. We have several HMC and VMC. Several VMC have 4th axis rotary tables. We have one other mill turn that is 4 axis with live tooling that we use. We also have a bunch of 2 axis lathes. Mastercam, we have 3 seats. All three seats are the same, Mill, Multi Axis Mill, and Lathe. We use Machine sim inside Mastercam for verifing the 4 axis VMC's with no major issues. We don't do much in the the 4 axis mill turn, and have never really bothered with Machine sim for that machine. Going forward, I am unsure how to proceed. I know that Mastercam has Mill Turn as an add on. I have watched some videos and gotten the gist of what is going on and why it would be beneficial. I have a few questions. Is the code and simulation in Mill Turn tied to the posted code? Is what I am going to see in Mastercam going to be the same as what I see on the Machine? Would I be better off talking to Nc Simul or Vericut and getting a seat of that? I really don't want to crunch this machine up and understand the value of Machine Simulation that is accurate. Will I end up needing both Mill Turn for Mastercam and also a seat of Vericut / Nc Simul?
-
Hollow Stock Model after P-mesh conversion
Corey Hampshire replied to Corey Hampshire's topic in Industrial Forum
I understand what you are saying Ron. When I first started using the software back in X5, I used to select the whole part. Like you said it would take forever to do tool paths. Since I went to training and was explained some things, I have treated it differently. I use the crap out of quick masks and colors. I window select solid faces for speed. I only select what I need and the same with collision checking. I have greatly increased the number of ops from the previous programmers. I have more control of the tool paths and I make better parts. You are 100% right that it is more work on my end, but the end result is better. I will dig up the operation defaults and set the stock models as I see fit. It should help reduce some frustration in the future. As always, thanks for the help! -
Hollow Stock Model after P-mesh conversion
Corey Hampshire replied to Corey Hampshire's topic in Industrial Forum
Hi Ron. Thanks for the reply. I use the P-mesh style because when I try to drive the stock models off of the initial stock and subsequent ops, Mastercam will crash on me. It's not 100% of the time, but when I get into a lot of ops, it crashes. I opened the tolerance from .001 to .002 and was able to create a watertight solid. That was enough to fix my issue. Is there a way to set the default tolerance to something other than .001? I agree that I don't need the stock models that accurate, and I am sure it would cut down on computation time. -
Good morning. I was wondering what I am doing wrong when I do a p-mesh wash. Here are the steps that I use to create my stock models that result in a hollow stock model. Select operations and run verify. Save stock as .stl in verify. Create a new level in Mastercam. I import ops, so the stock model op is already in my toolpaths list. I then create the stock model off a file, and navigate and select my newly created .stl file. Stock model creates. Toolpath tab/stock model/convert to pmesh. Once the P-mesh model is created, I go back in stock model and select model for initial stock shape. Sometimes all this works, other times it does not. I have found that if I verify off a previous stock model, after two or 3 or 4 times of this I get one that is hollow. My fix has been to just reverify all the ops from the beginning and that usually takes care of it. This is not the case today, as I have one that will not work no matter what I do. It is hollow. What did I miss? Is there a work around? This is in Mastercam 2021, update 3.
-
Thnaks David. That worked for me. I appreciate it.

