





JParis
-
Posts
2,326 -
Joined
-
Days Won
99
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by JParis
-
Assuming no hardware issues on your end, rarely, We had a switch go belly up one time after a thunder storm....at that time we were about an hour away from their local facility, we had a replacement that afternoon to use until our new unit came in... Though if you HAVE to make that call for some reason, you need someone to actually pick it up.... It's kind of like insurance....you don't want to ever have to use your insurance but you pay for it, just in case....
-
Cimco support is unmatched...the software just works. The interface is easy and adaptable and easily expandable. I am looking to add DNC early next year, who is coming in, Cimco, period. I don't need to look at anything else. My long experience as a user and on the support side tell me it's the way to go.
-
I prefer G86 Feed in, Spindle Stop, Rapid out
-

Motion between Entry Motion and Dynamic Mill
JParis replied to Metals and materials's topic in Industrial Forum
That tool path believes that you are using that helix as an entry point....it helixs to create room for the tool to plunge and start cutting....it is how it's supposed to function. I suppose you "could" try the "Toolpath Editor" but that can create its own headaches.. Right click on the toolpath, scroll to the bottom of that menu, you should see toolpath editor. Myself, I would look to another tool path. That possibly looks like a good option for Contour Ramp -
Not really a Mastercam/Machine issue...have you reached out to where the Calmotion unit was purchased?
-
Nobody doing any real, heavy duty work will run anything but... Seriously, spend the g'damn $$$
-
Hi everyone, new guy with his first question.
JParis replied to CNCOS's topic in Machining, Tools, Cutting & Probing
You can still get bit if the parasolid version SOlidworks defaults out as, is beyond what Mastercam can open..you may need to save out as an older version... IMNSHO staying native is always the best way if you can -
Facing to OD transition, and Partoff paths
JParis replied to Terminus-Est's topic in Industrial Forum
Heat is the enemy of all tooling...dragging a tool across a surface with no chip being taken, heats the tool unnecessarily leading to premature wear. That's just one reason -
That should have stated 2 passes "after roughing" CEMENTHEAD is right, can't rough to hard or too much
-
That floor should be supported and "if" it can be fixtured flat, I would attempt 2 passes with a reverse flute spiral endmill
-
If you make excuses for why you can't, you'll always find a reason not to... JM2C YMMV
-
I'll answer it this way... It's been a VERY long time(18 years) or so since I had a version that I needed to wait on...I always install when the new version is released and update as packs are released. Since I have been here(2015), except for 1 year where the old manager didn't want to change for his own reasons, I have kept up us to date. We have 10 users of varying ability and it's a non-issue Hell, I have had to move to new versions early on a couple of occasions...fixes in Mill-Turn that helped...
-
Anyone know this clamp or something similar?
JParis replied to brianU.'s topic in Machining, Tools, Cutting & Probing
Nope, never seen it -
In the scenario that you are needing, probing makes sense. The G54.2 in my very limited knowledge it, I believe it has a limited number of shifts that can be set...but I could be WAY out in left field on that one.
-
There is some Layout ability on the Model prep tab but you do not have full Mate ability a la Solidworks. You'll end up moving things using either Translate or Dynamic XForm Thus I am finally moving all of our design work for fixtures and tooling into Solidworks, finally.
-
What kind of work is being done on these machines? Low volume? Production? Stock? ie, cast, forged, billet, extrusion? Our HMC's are all high production, tombstone quantities vary from 4 parts per tombstone to 100 parts per tombstone... I created my post to output all of the necessary offsets. The preference here is to be able to control each part. Since on a single face of a tombstone, it will many times have multiple parts, the X & Z offset values are the same with only the Y being different. G90G10L20P101X0.Y-6.2173Z-18.441 G90G10L20P102X#72001Y[#72002-7.32]Z#72003 G90G10L20P103X#72001Y[#72002-14.640]Z#72003 Updating a single offset on part 1 updates the others as well. We have a lot of older legacy tombstones that have a single offset per face and multiple parts. These parts can be difficult for the operators to keep everything in tolerance as the tombstones and plates are all aluminum and many are worn.... It depends on what is needed and required.
-
Can you share a z2g file? It'll be easier for someone to see what's happening. It makes little sense that it posts a single toolpath as you want but not when you select all of them...which I am assuming are in a single Machine group
-
If you're being asked, keep it general....if your looking for one, again generalize and if there is anything specific that the person could speak to, ask if they could included it. Keep it general but try to touch on the higher points of the person & position. JM2C
- 2 replies
-
- 3
-

-

-
- recommendation
- career
- (and 1 more)
-
This is one oddity that has survived several versions... When it happens the ONLY I have found is to close Mastercam and reopen it, then try it again.
-
I wouldn't go THAT far...We have seats of NCPlot because of shortcomings of Cimco...it is though a useful tool.
-
"Fanbois" get it right
-
At last I heard, no, no plans for a full-blown CAD system. Probably a better question for your reseller but my guess is that they haven't moved off of that held position.
-
It's honestly, crazy cheap to get the full blown version if you are upgrading from the Mastercam version
-
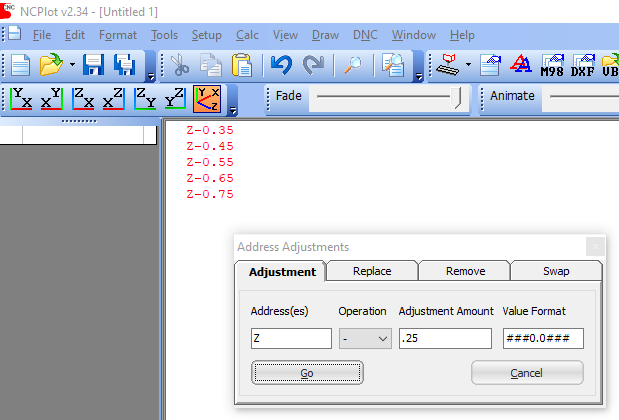
NCPlot will do it as well Under Address Adjustment
-
Yes
