





cncappsjames
-
Posts
1,221 -
Joined
-
Last visited
-
Days Won
85
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-
Old School Flow 5-Ax, Old School Curve 5-Axis and Old Scho Swart give you comp options. I use CAMplete exclusively for posting and it outputs G41.2/G42.2 just fine. This is why I don't use MW in Mastercam for anything but roughing 5-Axis. MW paths in MC don't have the tools I need to do my job.
-
@Aaron Eberhard - CNC Software, Any chance you guys added cutter comp to the 5-Axis paths yet or are they still only available in the old school paths?
-
Imagine all the holes and grind marks...
-
Probably not on an HSK32 though that could be dangerously out of balance holder configuration.
-
Definitely not me. We've had a few issues over the years with a few pull studs so as a group we got together and agreed on a reccomendation. We narrowed it down to 2; JM Performance and BigKaiser. Their stuff is unquestionably the best. I'll check the holders in the office. I think I gotta drop in there tomorrow to grab something that I'm going to need from there next week.
-
You sure it's not HSK32? Here's an ER16. Not an 11, but close. https://www.guhring.com/ProductsServices/SizeDetails?EDP=9043970160320&fromResults=True I've got some ER11 for our HSK 40E's... I'll find the manufacturer next time I go in the office.
-

Fixturing and Center of Rotation Questions
cncappsjames replied to Greg_J's topic in Industrial Forum
I've only ever seen G54.2 with a P on a FANUC control. P1 through P8 are available. There's basically a couple ways to do it. You can put your COR in the Common offset, then the X,Y, and Z distance from COR to part origin in your G54.2Pn offset. The other way is as @Bob W. Mentioned put your COR in your chosen Work Offset (G54, G55, G56, G54.1 P1, etc..) -
Full kit is 110 lbs... so I'm committed to the cause. And the Big Kaiser tools are BigPlus... because it matters. Oh, and I have a BigDaishowa BigPlus master tool for laser calibration
-
I forget that sometimes. Our machines typically START at 12k. The majority of what I see is 15k and 20k spindles.
-
Yep. Check out YouTube. Looks like they are on fire when you run them right. Cutting speeds of 350-1000m/min recommended.
-
Believe it or not, I see that on occasion going into a Matsuura as well. In my 5-Axis training kit; JM Performance high strength pull studs, BigKaiser Hydraulic and ER Collet adapters, Rego-Fix precision collets, Frasia, Kennametal, and Harvey cutting tools, Raptor Adapter plates and risers, and Schunk KSC vices in a rolling Pelican Case. I can't very well recommend customers buy quality stuff if I roll up with run of the mill garbage now can I?
-
I've always been a fan of ceramics on the exotic nickel based alloys... Spendy, but worth every penny IMHO.
-
I'm of the opinion that if you buy that kind of machine but can't afford to make it do what it was designed to do, you shouldn't even be getting in the game in the first place. May as well put radials on an F1. Seriously.
-
Buying a 5-Axis machine without TWP, TCP, WSEC... all in an effort to save a few grand... I just don't get it.
-
One key thing one needs to understand about Productivity Plus is it is skip signal based and not cycle based. Meaning you program a 4 point bore in Prod. Plus, you're not going to get a position to the center of the bore then the G65P9814... bore cycle. You're going to 4 individual measurement points and a bunch of protected moves in between. Then if you wanted to get the #135-#149 variable data based on the cycle, you won't have that data available. Food for thought.
-
5ax Mill Indexing
cncappsjames replied to [email protected]'s topic in Machining, Tools, Cutting & Probing
@[email protected] according to EIA 267-C standard as I understand it, that is opposite. If standing in front of the operator door, A- should tilt toward you and A+ shoudl tilt away from you. Any chance you can get the builder/dealer to switch that? -
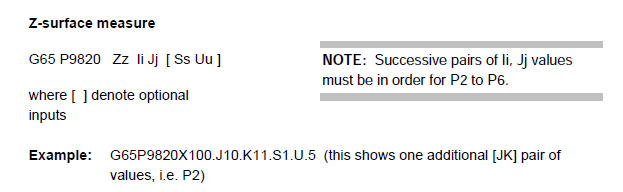
Like @Leon82 mentioned, the G65P9820 stock cycle could do it automatically. It's listed in the "Additional Cycles" section of your manual.
-
Forgot about that one...
-
That would take some MACRO work. Me, I'd hit a corner write to a work offset (G54 for example), take the Z from that work offset (#5223) and write it off somewhere else (#191). Rinse and repeat 3 more times (#192, #193, and #194). Then after you find the one you want write a MACRO that makes the one you want your work Offset Value (say #193 is the winner) #5223=#193 Maybe not elegant, but it'll get the job done... on a FANUC.
-
Here's where things get a little confusing for those outside the business. Some builders use the standard set of AICC parameters and other builders use a different group of parameters for servo tuning. "Most" use the standard group or standard plus R (G05.1Q1 R0 through G05.1Q1 R10). Matsuura uses those plus about 75 more. Makes for interesting testing for sure. Thankfully, they come from the factory in good shape. All but the most cycle time conscious are pretty happy with the end result. Some will point out some inefficiency somewhere, and it costs an extra second... yet the machine sits idle for 50% of the day... Fortunately, over the years I've learned where I can shave time and still maintain the integrity of the machine. That's the key. A group of us was discussing velocity and machining and the effects high G acc/dec on the life of the machine tool, life of the sheet metal, etc... It was a fun discussion. If you want to sacrifice accuracy and machine lifespan, we can do a lot. We come standard with 600 and go to 1,000 for certain applications. Anymore, with the types of toolpaths CAM systems are generating, 600 is really BARE MINIMUM ON A 5-Axis. Think about it, on a finishing path, you're going to want between 200µm and 300µm point spacing, and a tool path tolerance between 20µm and 30µm. That's A LOT of points along a 25mm stretch, you need to give the control some room to breathe. IMHO of course.
-
@PAnderson we had a customer that wanted some reporting capability but didn't feel the need to get the Renishaw package as the Matsuura package was meeting his needs so we added this to the bottom of the check so he could so some tracking. @Leon82, if you're running Matsuura's eZ-5, drop this in before your M30 after the cycle runs and you can get this report. This would be for an A/C Kinematic VMC. Make sure you have a device in your active I/O (i.e. USB, CF, etc...) #900=[#870-#880] #901=[#871-#881] #902=[#872-#882] #903=[#873-#883] #905=[#875-#885] POPEN N700DPRNT[NOTE*ALL*UNITS*IN*MM*BELOW] N800DPRNT[PARAMETER*19700*X*ERROR*IS*#900[13]] N801DPRNT[PARAMETER*19701*Y*ERROR*IS*#901[13]] N802DPRNT[PARAMETER*19702*Z*ERROR*IS*#902[13]] N804DPRNT[PARAMETER*19704*1/2*OFFSET*Y*ERROR*IS*#904[13]] N805DPRNT[PARAMETER*19705*1/2*OFFSET*Z*ERROR*IS*#905[13]] N807DPRNT[*] N9000DPRNT[CORRECTIONS*TO*MAKE*NOTED*BELOW] N9002DPRNT[IF**A**ARGUMENT*IS*A1*THE*FOLLOWING*CHANGES*WILL*BE*MADE] N19700DPRNT[PARAMETER*19700*WILL*BE*CHANGED*FROM*#880[33]] DPRNT[*TO*#870[33]] N19701DPRNT[PARAMETER*19701*WILL*BE*CHANGED*FROM*#881[33]] DPRNT[*TO*#871[33]] N19702DPRNT[PARAMETER*19702*WILL*BE*CHANGED*FROM*#882[33]] DPRNT[*TO*#872[33]] N19703DPRNT[PARAMETER*19703*NOT*APPLICABLE*TO*A/C*KINEMATIC*MACHINES] N19704DPRNT[PARAMETER*19704*WILL*BE*CHANGED*FROM*#884[13]] DPRNT[*TO*#874[33]] N19705DPRNT[PARAMETER*19705*WILL*BE*CHANGED*FROM*#885[23]] DPRNT[*TO*#875[33]] PCLOS M30 % HTH
-
Especially in your market. On the high-end side of the business it's not quite as bad, but it's still there to a certain extent. Annnnnnnnnd no matter how good the probing packages are, they still won;t get you down to the single digit micron level. Probing is "almost" a static endeavor. I mean, sure the axes are moving under servo load, but all the dynamic things that go on during the metal removal process are not present (i.e. high velocity motion, dynamic cutting forces, spindle deflection, etc...) so it'll only get you so close. You've got to cut a part to get the rest of the way there. IMHO of course.
-
@PAnderson, if we want to get down to the nitty gritty, you are correct. Servo tuning should take place for each different part run. Very impractical in the real world. In my experience, the AICC parameters are set so that a max weight scenario will produce a good part, or won't give you servo overload conditions. In all honesty, this is the safest approach. As far as machine geometry... yeah. CRITICAL to check squareness, parallelism, perpendicularity, etc... BEFORE making any changes to the kinematic parameters. Renishaw has a probing package available; Axi-Set. It comes with a sphere mounted to a mag-base. The thing about it is you MUST run it while the machine and axes are at operating temp. If they are not, there could be mis-match issues. There's definitely more than meets the eye when it comes to this stuff without a doubt. Not all customers appreciate the time that goes into integrating and developing all the systems (mechanical, software, options, etc...) to help them do complicated things more easily. But like you, we just do the best we can with what's available.
-
Thanks for the kind words.
-
I remember that situation. The programmer kept saying it was this, but really it was that. He was thinking 3-Axis realm, and I had to explain and prove that no, it's a 5-Axis realm thing and here's why... Unfortunately, I don't think I was ever able to explain it to him in a way that made sense to him, but, the bottom line is it made good parts after the adjustment so... there is that. Note to self; work on communication skills.

