





cncappsjames
-
Posts
1,210 -
Joined
-
Last visited
-
Days Won
85
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-
Believe me, it's not for a lack of effort. Every HMC machine I try to get those options onto them. Sometimes I succeed and sometimes I fail.
-
TCP on an HMC is the ONLY way to fly.
-
I'd spec both though. TWP for Indexing and TCP for simultaneous cutting. JM2CFWIW
-
I put some sample code in the other forum @PAnderson
-
 AFAIK you cannot change that text. You can change the cycle type (as it looks like you have). This comes from the Control Definition but can be edited in the Post Processor).
AFAIK you cannot change that text. You can change the cycle type (as it looks like you have). This comes from the Control Definition but can be edited in the Post Processor).- 5 replies
-
- 1
-

-
- drill
- programming
- (and 2 more)
-
Ooooooof. Wow. At that point it's not even a matter of just buying the option. It's gotta be tuned. Usually Makino doesn't do that stuff. I'm REALLY surprised.
-
I typically run my cut tolerance between .0025" and .0005" and my point spacing between. 005" and .010". The tolerance is dictated by the print tolerances and the spacing is dictated by finish requirement. On a quality machine, .010" spacing is pretty much indistinguishable from feed lines. HTH
-
Often times when doing edge treatments I do a full 5-Axis path in order to maintain consistency because I can keep the tool in contact with the part at all times. Excessive? Maybe. Then again maybe not. It all depends.
- 13 replies
-
- 1
-

-
- 5th axis
- corner rounding
- (and 2 more)
-
You could do it that way but where's the fun and growth in that?
- 13 replies
-
- 2
-
-
- 5th axis
- corner rounding
- (and 2 more)
-
Some MTB's/Dealers do a good job on the options. Others, not so much. There are two "basic" problems in play 1a) Price point and 1b) Knowledge/Experience of the factors in play.
-
Not bashing you at all... just lamenting the option you were given for your machine.
-
... and that is precisely why a machine tool purchase is a VERY important decision. It's sales, it's service, it's applications assistance, it's training, etc... Somebody could spend a billion dollars on a machine, but if they bought it from some guy that works out of the trunk of his car with no support behind him you are not going to get all you should. As a FANUC guy, I try to go out of my way to make sure our customers get the very most out of their machines. Sometimes I get pushback from the end users because "we've always done it that way", that's a hard situation. I just put the information out there, it's up to the end user to implement it.
-
Matsuura TWP & WSEC
cncappsjames replied to mrchris1911's topic in Machining, Tools, Cutting & Probing
That G5.1Q1 is improper form. You want to use just G131... Is it a FANUC 30i-A or 30i-B? -
Build a new PC and Mastercam isn't using all cores
cncappsjames replied to gorsek1's topic in Industrial Forum
In defense of PowerUsers everywhere; [rant]...the ribbon IS a steaming pile of dog**** pure and simple. It's a cancer that has spread all throughout UI Dev. and it sucks. I hate it, but because literally every software I use has it I'm stuck with that dog**** and I've learned to reluctantly co-exist with it... at least until the millenials can figure out TidePods aren't for eating and not every application needs to look like it belongs on a tablet, phone or watch. Look, menu driven software is INFINTELY more efficient for a great many application types (CAD/CAM/CAE being primarily in that category because there is so much input involved). IDGAF what studies, mouse tracking, blah, blah, blah, say. Constantly going back and forth between keyboard and mouse... It just jacks with work flow and it's just a hot mess. [/rant] The above rant ABSOLUTELY WAS NOT directed at CNC Software or ANY of it's developers. It's aimed at the scum in Redmond that came up with this crap so the UI folks can unrustle their Jimmies now. Maybe I should try Decaf......... nahhhhhhhhhhhhh. I might lose my edge. -
Build a new PC and Mastercam isn't using all cores
cncappsjames replied to gorsek1's topic in Industrial Forum
-
I'm with gcode. Edit free code isn't just possible, it should be though of as normal. Hand editing code should be thought of as abnormal. I loathe hand editing code. Any programmer worth his/her salt should as well. The way I look at it; if I have to hand edit code more than a tool number because there's been a reassignment in the tool matrix I was unaware of, I failed somewhere, somehow... and that is unacceptable IMHO.
-
FADAL is synonymous with controls doing their own thing from time to time with no rhyme or apparent reason. BITD, I was running one and the X axis just ran away on me. I almost got fired for it because "CNC's only do what you tell 'em to do" according to my then boss. Yeah,... until it ran away on him too later that day. The xxxx never even apologized.
-
rotator location on 4+1 fanuc series 31i - modal b5
cncappsjames replied to Seedy steve's topic in Industrial Forum
Parameters #19700 through #19702 are X, Y, Z centers of rotation. #19703 through #19705 are the half-offsets. DO NOT change them without direction from your dealer or Doosan. -
Here's a Reducing peck cycle... Designed for a 16 control. So with some mods, you could adapt it for a 15. In the last 15 years I've only put my hands on a 15 Control 1x.... so it's been a while. HTH % O9004(REDUCING PECK MACRO) (THIS PROGRAM IS DESIGNED TO RUN FROM A PRE-DRILLED HOLE) (USED FOR A DEEP HOLE WHERE TWO DIFFERENT DRILL LENGTHS ARE NEEDED) (USED WITH G184 CUSTOM MACRO CANNED CYCLE) (EX. G184Z-9.65R.01F6.I.3J.5Q.1E-6.3) (#18 "R" RAPID PLANE) (#4 "I" 1ST PECK) (#17 "Q" MINIMUM PECK) (#26 "Z" FINAL DEPTH) (#5 "J" REDUCTION MULTIPLIER) (#9 "F" FEEDRATE) (#3 "C" PECK RETRACT COUNT) (#100 INITIAL PLANE STORAGE) (#101 REMAINING DISTANCE CHECK) (#102 "Z" TARGET VALUE) (#103 "Z" FEED/RAPID VALUE) (#8 "E" SUB RAPID PLANE) #10=#4 (ERROR CHECKS) IF[#3EQ#0]GOTO5 #3=FIX[#3] GOTO6 N5#3=1 N6IF[#26EQ#0]GOTO50 IF[#18EQ#0]GOTO51 IF[#9EQ#0]GOTO52 IF[#4EQ#0]GOTO53 IF[#18LT#26]GOTO54 IF[#5NE#0]GOTO7 #5=1 N7IF[#5GT1]GOTO55 IF[#17GE.2]GOTO8 #17=.2 N8#100=#5003(STORE CURRENT Z POSITION) G0Z#18(RAPID TO R PLANE) #101=ABS[#5003-#26](CHECK FOR REMAINING DISTANCE #101=FINAL DEPTH) #103=#18(SET 103 TO R PLANE, #103=NEW "R" IN PART) WHILE[#101GT[#4+.02]]DO1(TEST 101 FOR FINAL DEPTH) #149=0 WHILE[#3NE#149]DO2(CHECK FOR RETURN TO "R") G0Z#103(RAPID INTO NEW "R" PLANE) IF[#101LE[#4+.02]]GOTO2 #103=[#5003-#4](NEW DEPTH) G1Z#103F#9(FEED TO "Z") #101=ABS[#5003-#26](RECALIBRATE DISTANCE TO GO) #103=#103+.1(RETURN PECK IN "R" PLANE) G0Z#103(RAPID TO NEW "R") #4=[#4*#5](RECALCULATE FEED DISTANCE) #149=#149+1(INCREMENT COUNTER) IF[#4GT#17]GOTO1(CHECK FOR MINIMUM PECK) #4=#17(SET TO MINIMUM PECK) N1END2 G0Z#18(RAPID TO ORIGIONAL "R" PLANE) END1 G0Z#103(RAPID TO PECK RETURN PLANE) N2G1Z#26(FEED TO FINAL Z) GOZ#18 N3G0Z#100 #4=#10 GOTO4 (ERROR STATEMENTS) N50#3000=1(NO VALUE IN Z) N51#3000=2(NO VALUE IN R) N52#3000=3(NO VALUE IN F) N53#3000=4(NO VALUE IN I) N54#3000=5(R IS DEEPER THAN Z) N55#3000=6(J VALUE MUST BE LE 1.) N4M99 %
-
Ya know, you probably won't like the way you're gonna be forced to cut if you think you're gonna cut H13 on a head/head Haas. I know how to cut H13 on a 30t Robodrill too. Doesn't mean it's a great idea. Prepare to have your expectations and machining strategies adjusted.
-
Why did you guys buy an unnecessary post? I mean you got the best possible post you could but still. You would have been better served putting that money towards a workstation and let CAMplete do what it is bad@$$ at doing. Collision checking and getting you good code. JM2CFWIW
-
New to us Mill Turn, Looking for Suggestions on Software
cncappsjames replied to Corey Hampshire's topic in Industrial Forum
I would say NC Simul over Vericut if you want a Post Processor integrated with your simulation. If you're satisfied with your MC post, then Vericut will do very nicely and give you a bigger user base to draw from. JM2CFWIW -
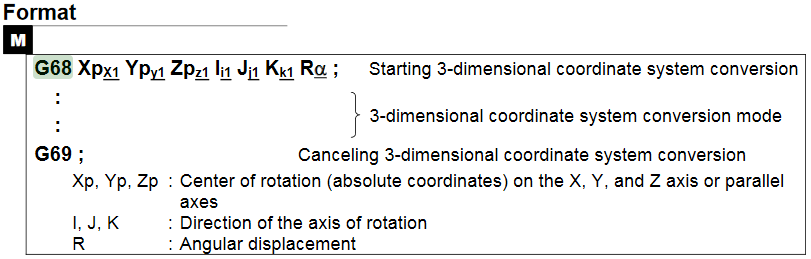
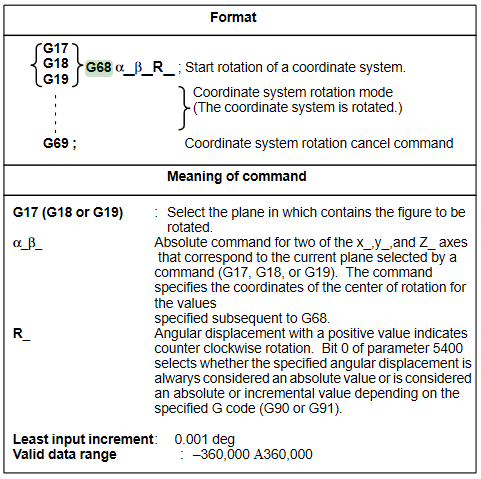
As far back as I can recall (16-MB/18-MB/16i/18i/30i/31i/32i) format was this; 0i-MC, 0i-MD, and 0i-F format was this;
-
Wouldn't be the first time that's for sure.
-
I kind of chuckle to myself when we are competing against other brands and they are whatever less... it's really irrelevant because at the end of the the day it's less. It's less technical expertise on the applications side to ADEQUATELY train your staff.. It's less machine capability... It's it's less machine functionality... It's just less everything. It's stepping over dollars to pick up pennies.
