Search the Community
Showing results for tags 'HELP'.
-
I am having an issue wit X7 verify. on some parts I save my stock from running the verify so I can use it on my next operation to verify. I have had no issues until just a few weeks ago and now every time I try and use the exported stl stock file it tells me one or more issues has occurred. any ideas?

-
Hi! I urgently need a post processor for Mastercam V9, x2 or x6 for machine Deckel Maho DMC 63V with Siemens 810 / 840D. Thanks
-
i have a older machine with a anilam 3300m controller. we use surfcam which is linked to machine with a ethernet cable. at the machine, programs must be converted to conversational format before running. my question is, we are having a problem with the program randomly stopping when doing surfacing type work, followed by an error msg which reads...can bus node lost. does anyone know how to fix this issue?
-
Hi, I am in need to produce a set of holes around a PCD and just wondering if there is any function I could use? Any guidance on this would be grateful cheers
-
Hi Members I just can't figure out boring and internal grooving process. Everytime I try, collision msg. pops up. Please help. newbie70
-
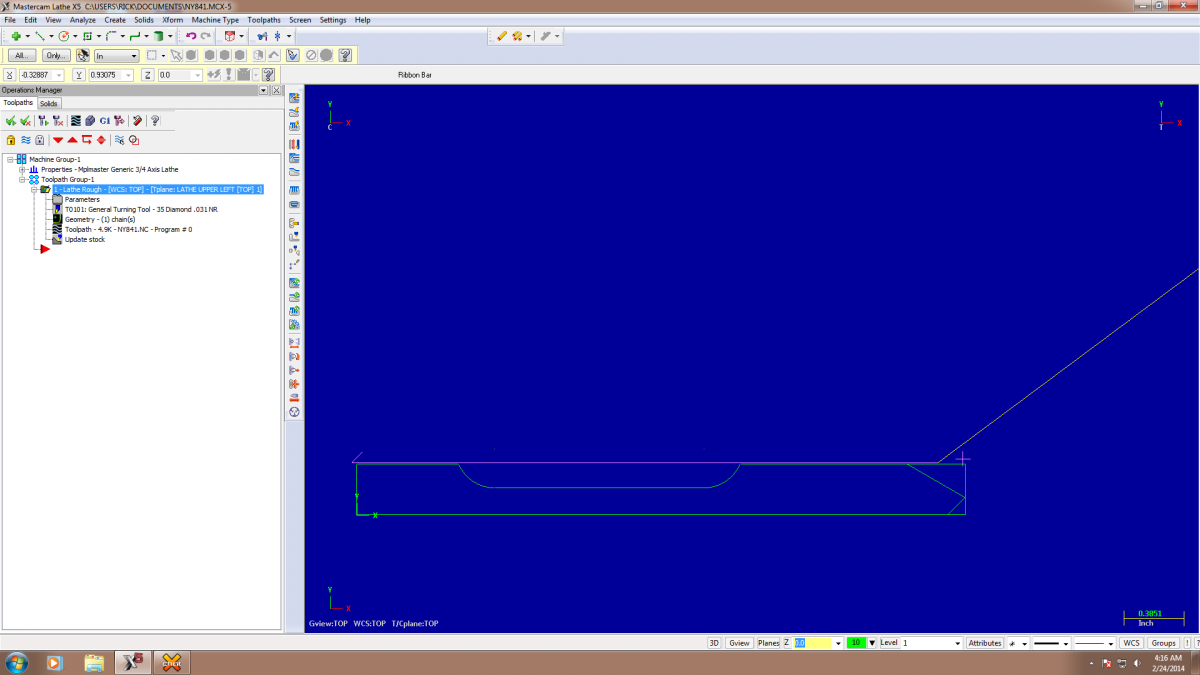
Pic related, it's the geometry of the finished part. problem is every time I use rough/finish to make a toolpath, it just turns the OD and completely ignores the contour. If I go point-to-point, it creates huge steps that my groove won't be able to finish. if I do plunge-turn, it'll hit the contour, but it cuts torward the positive on the angles. I just want it to be one, simple pass. start at beginning of contour>cut angle/radius>cut "flat">cut front angle/radius>done. I don't understand why the rough/finish toolpaths aren't making the cut, and there aren't any settings to my knowledge that'll let me plunge/turn negatively exclusively, in one foul swoop please excuse my noobiness, I'm still pretty new at this and i'm having to teach myself. thanks

-
Me and my fellow co-worker have downloaded X+ in order to get better set-up sheets. We would like to use the excel option as the out-put but are clueless at how to modify it. Any help would be appreciated.
-
WE JUST GOT A NEW MACHINE IN LAST WEEK MAZAK QUICK TURN W/ LIVE TOOLING AS WE WORK THE BUGS OUT OF THE POST I NOTICED THE ON THE DRILLING CYCLE IT ONLY PECKS ON THE FRIST HOLE WHEN IT MOVES TO THE NEXT IT DRILL STRAGHT TO THE BOTTOM .....ANYONE ELSE HAD THESE PROBLEMS???? HERE IS THE CODE (1/8 DRILL) (DRILL) N9 T0909 G17 G98 G0 C0 G0 X.505 Y.2525 Z.25 M8 G97 S2500 M203 G83 Z-.6226 R.15 Q.05 F2.0 M10 X.505 Y-.2525 X.505 G80 M9 M212 G30 U0 V0 W0 H0 M205 M01
-
I need the Cartemp file for MCX Project work book, the link that was in it will not take me to it. Please Email to [email protected] Thanks
-
I searched but cant find any info on programming a horizontal from center of rotation versus using work offsets. I have been programming our two horizontals using work offsets for each side of the plate that we have up. For some reason the operators mess up finding the work offsets from time to time for what ever reason. My boss is insisting i start programming from center using no work offsets. What are your thoughts. Our typical work consist of squaring a plate of various sizes four sides with a macro type program. And when we have to put slots, lift holes or short gun drilled lines in i program them with mastercam. I am using top as center then picking the face of the edges for my front, right, back, left offsets which front and back are G54 and right and left are G55. The plate is squared on center of the pallet. I don't like programming from center with no offsets because i have to manually enter a clearance, retract, top of stock and depth. When i normally have to only enter the depth because everything else is entered as a default. The boss wants everything to be monkey proof. He doesn't want the operator to have any responsibility other then hit the go button. I am insisting that we need to at the very least be able to enter work offset.
-
 Hi Need some help on a project here at work. We are roughing up some large 304 ss rollers ( 16" OD x 60" Length) by sending them out to be blasted. The results are inconsistent, at best. Does anyone here have any suggestions on a tool or process we can use here in house, to achieve the same result, while holding a decent tolerance on the OD? One of the guys here suggested knurling.... ? Thanks in advance, John
Hi Need some help on a project here at work. We are roughing up some large 304 ss rollers ( 16" OD x 60" Length) by sending them out to be blasted. The results are inconsistent, at best. Does anyone here have any suggestions on a tool or process we can use here in house, to achieve the same result, while holding a decent tolerance on the OD? One of the guys here suggested knurling.... ? Thanks in advance, John