Search the Community
Showing results for tags 'offsets'.
Found 7 results
-
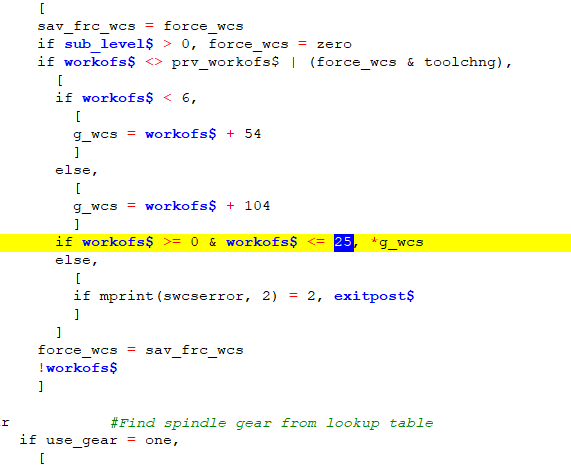
Hello, I need to know how to change the generic Haas post processor to output extended work offsets PAST G129 in a G154 P## format. I found the place where it normally stops posting after the 25th extended offset and changed it to 104 (which would be G154 P99) but unfortunately the HAAS does not read the offsets past G129. So, I need to know how to either change ALL extended offsets to the G154 P## format OR change offsets past G129 to the G154 P## format. Any help would be great, and of course this is urgent as I am cross country doing this setup.
-
Hi guys, We are using a 4 digit tool number in our tool library that works great for the Makino mills we have. We are trying to standardize this process over to some Hurcos. The Makinos use H1 D1 for offsets because we use the tool management. The limitation on the Hurcos is that they only have 199 registers for diameter offsets, and apparently the restisters cannot be re-numbered. So regardless of the tool number, the diameter offset needs to use 1-199. I have a buffer that extracts tool numbers from the pwrtt$ postblock. This is what the tool table looks like at the beginning of the program: ( T3293 ( GARR VRX - 27763 0.5 Bull-Nosed Endmill )) ( T3299 ( GARR VRX - 61374 0.5 Flat Endmill )) ( T5200 ( HARVEY - 68062-C3 0.0625 Roundover Tool )) ( T5415 ( INTERNAL TOOL - 64-2880-C 0.375 Chamfer Mill )) ( T5806 ( HARVEY - 43362-C3 0.375 Slotting Tool or Saw )) Here is a sample array: 0. 3293. 1. 0. 3299. 2. 0. 5200. 3. 0. 5415. 4. 0. 5806. 5. The second column represents the tool number, the third represents the initial order in which the tools run. The problem is that sometimes tools repeat after others have already run. How can I look up the second column and match it to the third so that any time T5200 comes up in the program, it will always use offset 3? Thanks in advance
-
My transfer from main to sub is complete but I still cannot get the turning tools for the sub set. I have attached the program. The lines of read text which are used on the sub do not seem to be doing anything. The text in blue, the main spindle works along with the transfer. Is it possible the operator set the tools used on the sub incorrectly? Could I need to change a parameter bit or something? I have reached out to Mazak but have not received any word yet. Please let me know what you guys think. Thank you 1903.EIA.rtf
-
Hello, When I create a program using a 4th axis on a VMC and I'm using many different planes I need to make sure that the work offsets say 1 in the Plane Manager so that I don't get different work offsets for each plane; by default if I do nothing I will get G55, G56 etc. for as many planes as I use. Is there a way that I can force MC to always use G54 regardless of what plane I use with out changing the work offset in the Plane Manager every time I program a part? Thanks for your input. Greg
-
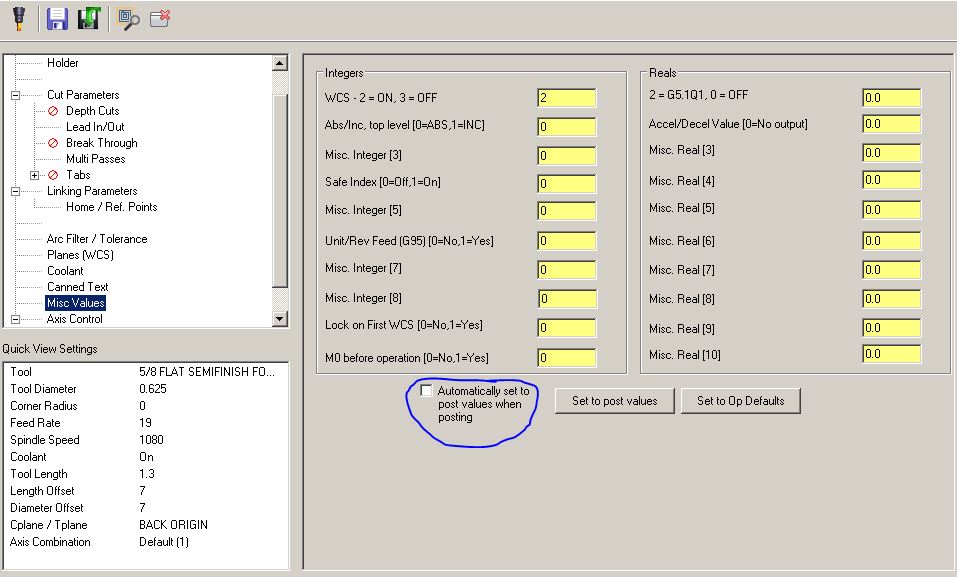
very newbie topic i believe. so im getting random g54s posting in my programs. it doesnt always happen on every tool in a toolpath group. im aiming to have NC files post with no work offsets in them at all, we leave it to the operators to place the correct offsets in the programs or in the mains. question 1 is why does it post sometimes and not always on me? it usually isnt the whole program or even a whole toolpath group. today i had it post only in one toolpath group and only on 90% of the tools in that group. question 2 i have found that under a toolpaths parameter under misc values if i check the box labeled "Automatically set to post values when posting"(see attached file) it removes the offset from posting, will the cause any other unseen surprises after posting? and how can i avoid not having to check this box everytime?

- 23 replies
-
- 1
-

-
- work offsets
- g54
- (and 2 more)
-
Hello Guys, With the changes in planes in X8 I noticed the flow of my working is interrupted I know how to make it work but it doesn't feel right. I want to know how do you work with planes in X8? Here is how I've been doing it. In the Top view you can't move the Origin so if it's already in the correct location to what you need just change the work offset and things work just fine. If you want to change the Origin you need to copy the Top which creates Top-1 then you can move the origin to the desired location. The basic concept follows the other Planes. But if you click the Top WCS icon it's not the correct plane I want the Top-1 so I set the Planes selection to TOP-1 and when I click Top WCS icon it now shows TOP-1 The basic concept follows the other Planes. When ever I need to work in a copied Plane I need to use the Planes selection or the Named view feature to get there. when before I would just click the top, front, right side etc. WCS. So those buttons are pretty useless now because I have to copy most of my Planes. I hope you understand what I'm getting at TIA, Greg
-
I searched but cant find any info on programming a horizontal from center of rotation versus using work offsets. I have been programming our two horizontals using work offsets for each side of the plate that we have up. For some reason the operators mess up finding the work offsets from time to time for what ever reason. My boss is insisting i start programming from center using no work offsets. What are your thoughts. Our typical work consist of squaring a plate of various sizes four sides with a macro type program. And when we have to put slots, lift holes or short gun drilled lines in i program them with mastercam. I am using top as center then picking the face of the edges for my front, right, back, left offsets which front and back are G54 and right and left are G55. The plate is squared on center of the pallet. I don't like programming from center with no offsets because i have to manually enter a clearance, retract, top of stock and depth. When i normally have to only enter the depth because everything else is entered as a default. The boss wants everything to be monkey proof. He doesn't want the operator to have any responsibility other then hit the go button. I am insisting that we need to at the very least be able to enter work offset.