



All Activity
- Past hour
-
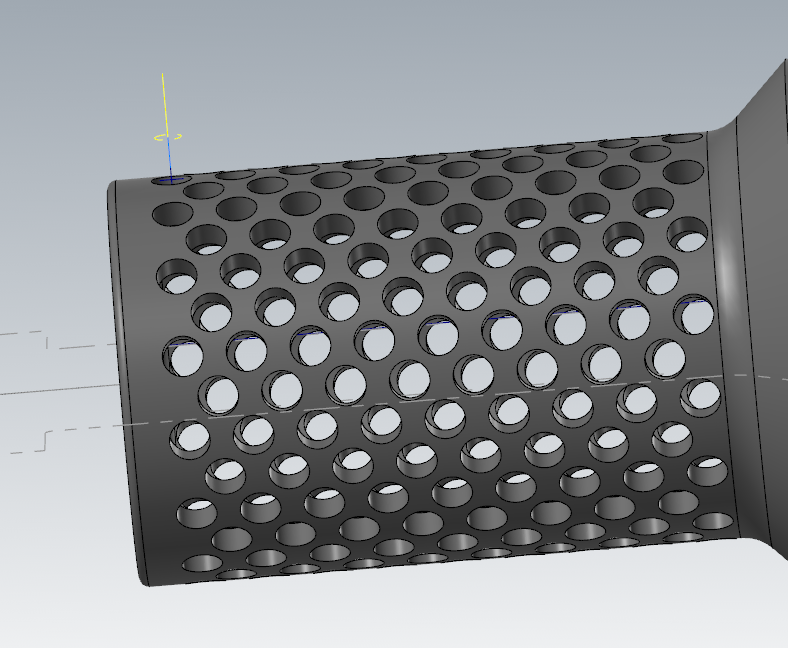
Program the 8 hole path program the 9 hole path select them both. transform rotate either number of times or by angle.
-
If a file was shared someone could show you on your own part..it's pretty straight forward
-
Hello All! New to the forum and new to lathe operations in Mastercam. After creating my cross drill toolpath on this part, what is the best way to transform/adjust the toolpath to drill all the other holes? Thanks in advance for any help! they are 8 and 9 holes alternating at 12 degree increments
-
put the boss in the hole
-
 Jenkinz joined the community
Jenkinz joined the community -
can anyone help me create a custom drill cycle for use with a reverse counter bore tool? thank you
- Today
-
Commonly would be found under C:/ users / you / documents / my mastercam year / mastercam / config / I've also seen it in Public.
-
Hypermill user here, programming and running DMG Mori Vertical mill/turns (DMU 85 FD & DMU 40 eVo Linear FD.) We've had a couple of minor issues on the post end, but mostly a positive experience. They seem to understand the machines pretty well. Overall Hypermill support is subpar (at least in my region.) Most questions that I ask have to go to Germany, so take forever with response time. Luckily, after learning the layout, the software is pretty straight forward, and most problems can be solved by the average programmer. One thing about the 5x software, it's great for basic application. But I strongly prefer MC over HM. I hear a lot of people say how great the 5 axis is, but imo it's worse than MC. The thing that they have going for them is that the user inputs are simple and only a few exist, the problem I have is the same. They've simplified things to a point it's nearly impossible to get exactly what you want out of the software. It's not simulating posted G-Code, but does do a better job than MC.
-
I stumbled across "Celos Dynamic post" the other day. No idea of the cost or availability of the product, tho at first glance it looks like DMG-Mori are doing something similar to Camplete, that is a post and simulation package all in one. And it looks to be compatible with Mastercam. https://www.dmgmori.co.jp/en/products/machine/id=6297
-
You are practically next door to Barefoot CNC (Mastercam reseller), contact Jimmy.
-
yeah but have you ever tried a face pass on round stock?
-
 Ernieflash joined the community
Ernieflash joined the community -
drill a hole in a plate
-
 mdmcgeatchy joined the community
mdmcgeatchy joined the community -
I have no personal experience with it....I have heard the software itself is excellent, especially for 5 axis work.... I have also heard that if you gag a little on the cost of NX, that the cost of Hypermill will choke you until you are blue in the face.
-
I would take a hard look at Hypermill. They seem to have pretty good support for 5 axis mill turns these days and I know they are tightly integrated with siemens on the post processor side. I'm also sure pretty sure that their virtual machining center is simulating the posted G-code like Vericut and Siemens NX. I don't own a seat right now but have been looking into it for a Grob G350T with the turning option and a siemens control and Hypermill seems to be coming out on top.
-
 shivam solanki joined the community
shivam solanki joined the community -
 joey wise joined the community
joey wise joined the community -
 Sharounnsks joined the community
Sharounnsks joined the community -
 MIDDLEFINGER joined the community
MIDDLEFINGER joined the community -
 georgeisfast joined the community
georgeisfast joined the community -
 Dfalcon joined the community
Dfalcon joined the community -
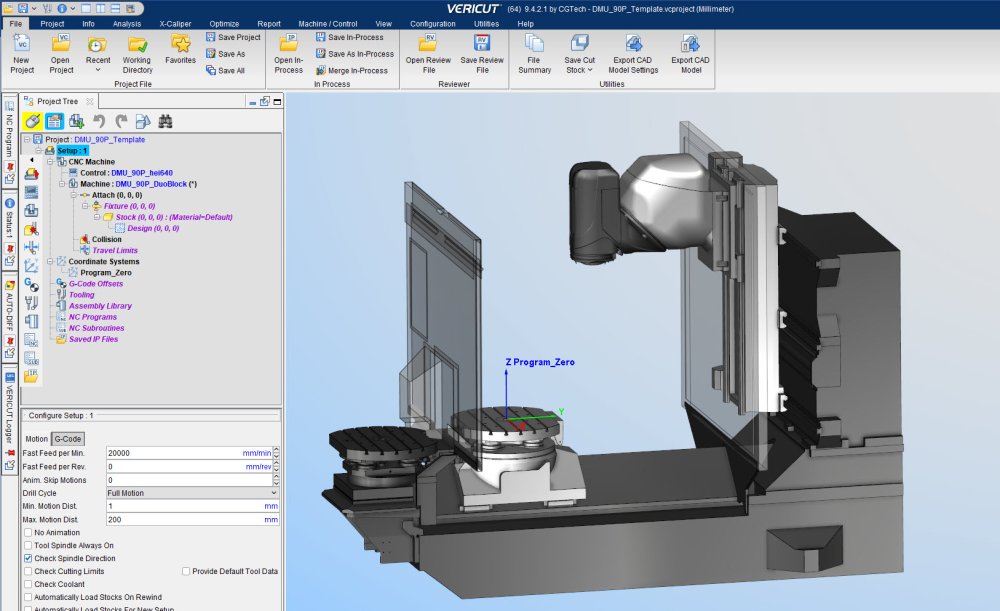
Both Inhouse and Postability have this machine Vericut as well
- Yesterday
-
mill a boss on a flat bar
-

Old HAAS mills ignore G28 Z0. line of code
jstell replied to GibbsMachineCorp's topic in Industrial Forum
Chris, You should be able to add the G53 to your post right after the tool change, just like the G28 line after M06 at the top of this post. Jon @ Gibbs, Are your machines the "umbrella"-style carousel where the spindle goes up about 4" after the tool is unclamped? If so, the G28 position is the point where it lines up with the incoming pickle-fork on the tool changer. I can't remember if the Haas uses G30 Z0 for the move to clear the tool/retention knob, and I'm not around one of those machines. But the suggestion to use G53 G90 Zxxxx should get you what you want, after you handle up to find out your max positive Z. -
Where are you located at?
-
Thanks for the reply Ben, but I am also not seeing any CONFIG folder in my mcam directory.
-
It sounds almost as if you don't want to pay for your family's food with Social Credit on a 48 month instalment plan administered by the UN Dept of Subscriptions? Odd stance to take.
-
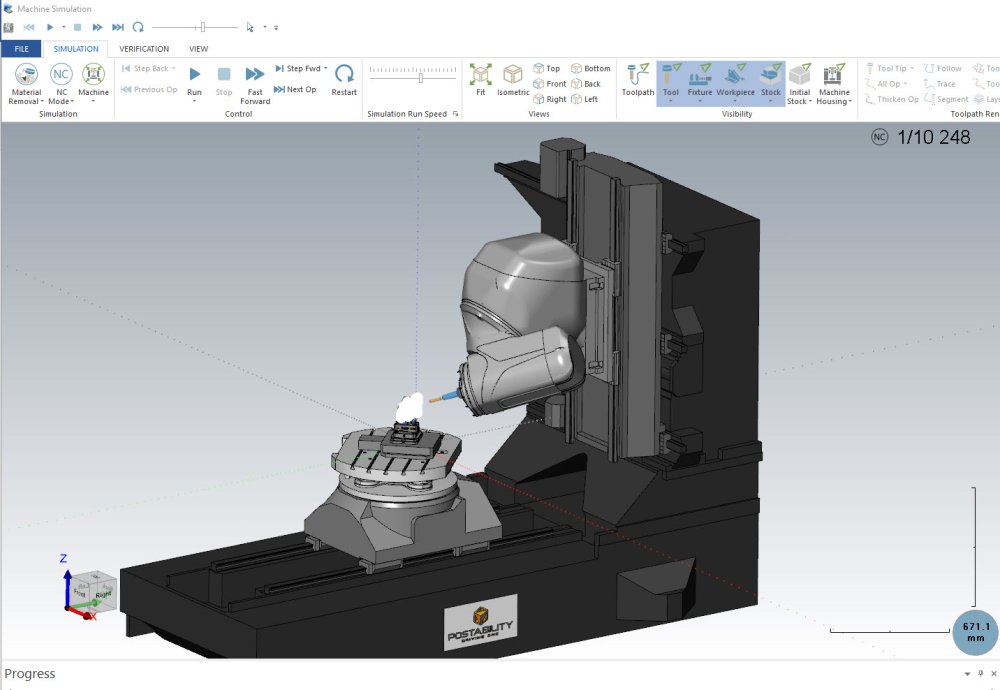
I'm sure Postability has a Machine Sim for this machine. It is not a replacement for Vericut, but it is a really good programming aid to test tool clearance and toolpath motion on the fly without have to launch a Vericut session. Ask for a trial license and see if it will suit your needs.
-
 So you mean to tell me Siemens has a 500 Block Look-Ahead limitation? That explains A LOT. Like why I was able to beat a Siemens 840 controlled machine by 18% on a 5-Axis project with a lowly FANUC 31i-B5.
So you mean to tell me Siemens has a 500 Block Look-Ahead limitation? That explains A LOT. Like why I was able to beat a Siemens 840 controlled machine by 18% on a 5-Axis project with a lowly FANUC 31i-B5. -
Thanks to <expletive> heads at Adobe, you can expect subscription ONLY model pricing for EVERY piece of software eventually. What was it that Klaus Schwab said???? Oh yes; [quote]... you'll own nothing and like it...[/quote].
-
Programmed these machines for years using Mastercam. Yes all the above expect Machinesim. I have Vericut so never needed the Machinesim.
-
I think the reality is that with any CAM title, you will either be in the deep end($$) wise for a single title or you're going to be in the deep end($$) wise for multiple titles.



.thumb.jpg.15afa8dbfcde0167893a4a297d335e0b.jpg)















