



Leaderboard




Popular Content
Showing content with the highest reputation on 03/27/2024 in all areas
-
The Good Old Old Days Of Dodging Hot Chips and Coolant ,Or at the least Using The Wood Or whatever As a shield While Using A Spray bottle for Coolant Sprays!2 points
-
I know several small shops that do just fine without CAM. One shop has a bunch of bar feed Okumas. If you know anything about Okuma lathes, you'll know their canned roughing/finishing cycles are world class. They got along fine programming at the control and the owner is doing very well for himself. Occasionally they would get a part that had geometry issues the Okuma control couldn't solve. He'd give me a call, I'd whip out a finish toolpath and a bill for a 1/2 hour minimum of $45. No doubt it could have all been done better with Mastercam or some other CAM software but he didn't want to invest the $$ to buy it or the time to learn it. Eventually, he hired a guy with a cracked copy of AutoCad and they started using that to solve math the Okuma control couldn't handle. That was one more customer gone.2 points
-
When I bought the lathes with Shopturn (this was 810D), I had looked at Fanuc Manual guide and laughed. And also wasn't "that" impressed by Mazatrol (on an Integrex i200). The Siemens was awesome, and latterly fully endorsed by the late Tim M. I never looked at the Okuma though - didn't know anyone in the UK with one but was also far too spendy for my short arms1 point
-
Our C-Axis lathe has a Siemens 840D controller on it with shop turn software. The Shop Turn software is really powerful and easy to use. We have MC lathe license but the Shop Turn software for R&D one offs is really convenient as you can "copy", "cut", "paste" from existing programs.1 point
-
To use your car example, though, call up BMW, and see if they'll give you a new ECU for your 2009 325is? If it's NLA (no longer available) as a lot of the 90s/2000s electronics are, ask them to just put in a new model's version. When you ask for the ECU, they'll try to (kindly) tell you that it's no longer made, "Talk to junk yards and see if you can find someone to re-key it for you" (i.e., go try to find someone who switched to a software license that can give/sell you their old hasp). When you ask them why doesn't the 2024 ECU "just incorporate that into the new one so it can work on 15 year old cars?" they'll laugh at you. That's not a practical use case, and it would require tons of engineering to support a very slim "customer" base. X5 is ~15+ years old at this point. Unfortunately, you're talking about jamming a new ECU into it. They started supporting software licenses in the 2019 release, which was made ~7 years ago. The software that powers the licenses now wasn't even in existence when X5 was programmed. To put it bluntly, if you only have a 15 year old version of the software that you haven't maintained, you're not really a customer anymore. I can understand why you're upset, but the reality is that it's hard to justify engineering effort for someone who only buys a product once every ~15 years... Same thing people get told when they try to get BMW to cover a blown transmission in their 15 year old car.1 point
-
When I was a kid in Saudi Arabia, people would cut your throat for Double Bubble... even though it had been in transits so long it was rock hard. When I got to the states and bought some fresh chewing gum, I thought something was wrong with it cause it was soft.1 point
-
That was a heavily modified machine....I had a fab company next door and I had a powder coater as a supplier. So one Sunday morning armed with cardboard and masking tape, I removed/scrapped all the original guarding and made cardboard templates. The front plastic guards had a couple of pins sticking out the bottom so I could lift them out the way and they ran in a channel so I could slide left to right. Worked well. Another Sunday gone though.... Top tip for the cardboard guarding is to first coat it with parcel tape - keeps it waterproof for a surprisingly long time....1 point
-
All was well - but I had to play to get to grips with the settings. And confidence....as Bus partner was still of the belief that you get the largest cutter you can and plough it through the part shaking the machine to pieces and sod consumable cost and part distortion But....it was faster than I thought - F2250.00000000000000HHHHH https://www.youtube.com/watch?v=_PZHd73Ovis1 point
-
Haha, yeah! I showed these guys how to use Dynamic on some wear plates (4140 PH?? I can't remember), either way, took the cycle time from 27 minutes down to like 3... And ended up just letting the stuff pile up and snow shovel it off the floor every half hour or so. You couldn't stand within 10' of it while it was cutting. I hate open machines.1 point
-
ProtoTrak DPM SX5 was the first NC machine I ever ran, ~2013, fond memories. Would be a messy job running HSM toolpaths on an open machine! We had to get out the cardboard box panel to deflect the facemill chips back then, lol.1 point
-
Dang - nice burn for the UKerrrrs! Granted I had to leave, but I'd like to think I could, possibly, return, IF i wanted to....1 point
-
Oh man, I gotta check the grandparent's basement now. Also makes me wish I had bought an IBM XT with a board instead of a bare chassis a few years ago, it's destined for a modern gaming rig so it only had the PSU inside. Never thought about reselling the innards at the time.1 point
-
Maybe a servo-modded knee mill with a 4k spindle and DRO can't handle 2D dynamic ruffing? Dunno. Wouldn't be surprised if it was that kind of issue though... Buddy came in pretty hot, not really asking for assistance. I don't know if it comes from a place of technological ignorance, or wanting/needed something to work just as it has for a few years. EVERYTHING wears out eventually, gotta have a plan in place for when the failures materialize!1 point
-
IF you're connected to the interwebz, try rolling back any updates. Then if this works, unplug from the interwebz and NEVER plug it back in....1 point
-
M/C remembers all settings made in the previous toolpaths in the same file...even comp type. I don't know if there is a setting in config that will force M/C to reset all settings1 point
-
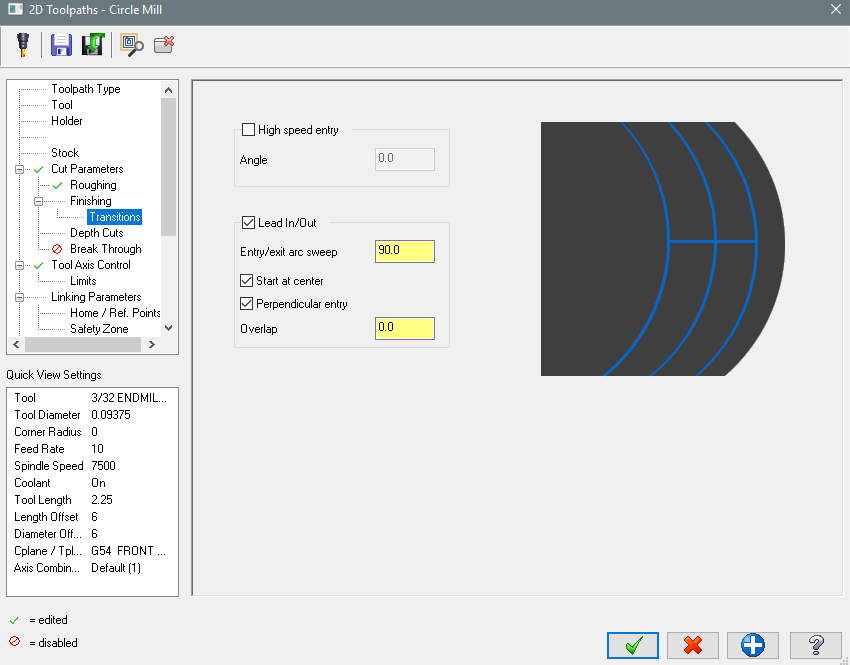
Sounds like a settings issue. I run a 3 Haas machines. A 1994 VF0, 2005 VF2 and A 2019 VF2. Use wear all the time and not an issue if your settings are correct. For circle mill be sure you have it set for perpendicular and 90 degree. Edit: If you want to contour an ID use the formula of ( dia. of hole - dia. of tool/2 * .4142 ) with a sweep of 135 and you will drop into the center of the hole and sweep on and off with no problems. Example 1/2 inch hole with 1/4 inch endmill. .500-.250 = .250/2 = .125*.4142 = .051775 Lead in and out line and arc .051775 with 135 degrees of sweep. Works great for slots also.
 1 point
1 point -
Sandvik's DynamiCAM© Suite 2026, monthy subs ready for pre-order now!0 points
-
Programmed by MasterCimaGibbs, post output using Postability, and simulated using IcamiCut verification. One. Stop. Shop. Just think how fast and efficient, a fully customisable hotkey driven interface would be....0 points
-
Speaking of which, if patterns hold, we should be due for another brand new interface and version naming system again in a couple years. Any bets?0 points
-
Yeah, but try installing Windows 95 on a 2024 computer.0 points
-
Tell me you're 'Murrican....without telling me you're 'Murrican....0 points
-
and Double Bubble chewing gum to seal those pesky leaks0 points
-
Love the video, especially the wrench on the right side of the machine so you can help pull the poor thing around the corners0 points
-
and a funeral and memorial service for the Protrack shortly thereafter.0 points
-
I have I nice vid of X4 dynamic pocketing a big ally block on a Prototrak 2axis SMX1500 mill running flat out at 4k rpm and 2000mm/min feedrate. But this was 2009/2010 and I am soooo last Wednesday....0 points
-
Thank for the Replys If it worked for last two yrs on this computer there is no conflict issue It was bought outright at the time so permanant lience stand alone I think some maybe right that its now dead and that will be the end of it as i had it almost from the release of X3 -------Used X19 and stuff on network but not interested upgrading to that system so if i cant get new Hasp will just call it a day -----So many in the UK now using other Cam software and i am begining to understand why0 points






