Leaderboard




Popular Content
Showing content with the highest reputation on 04/22/2024 in all areas
-
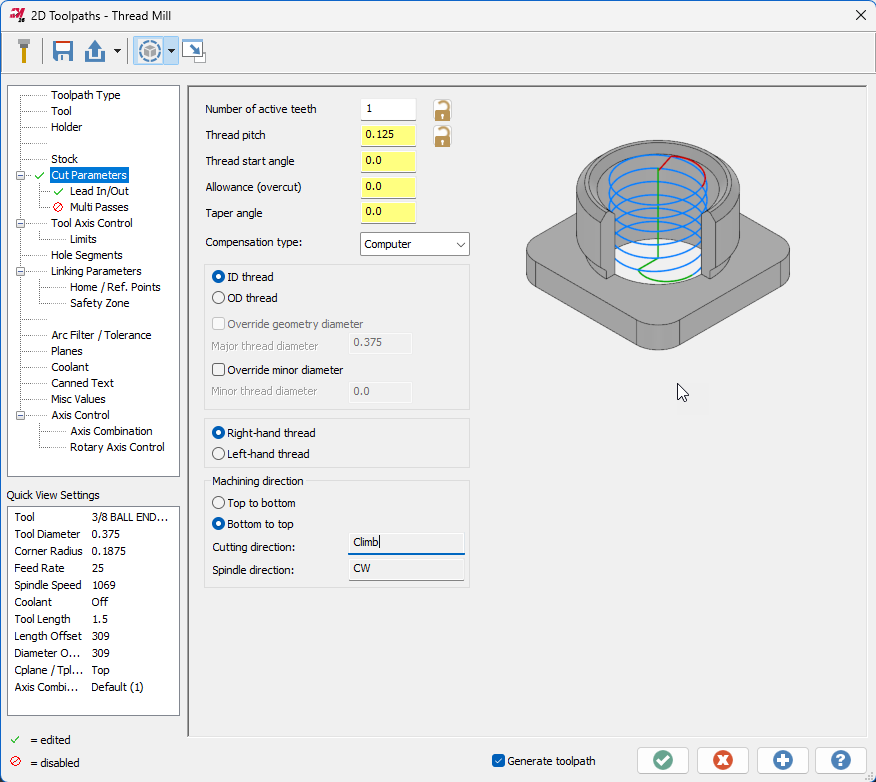
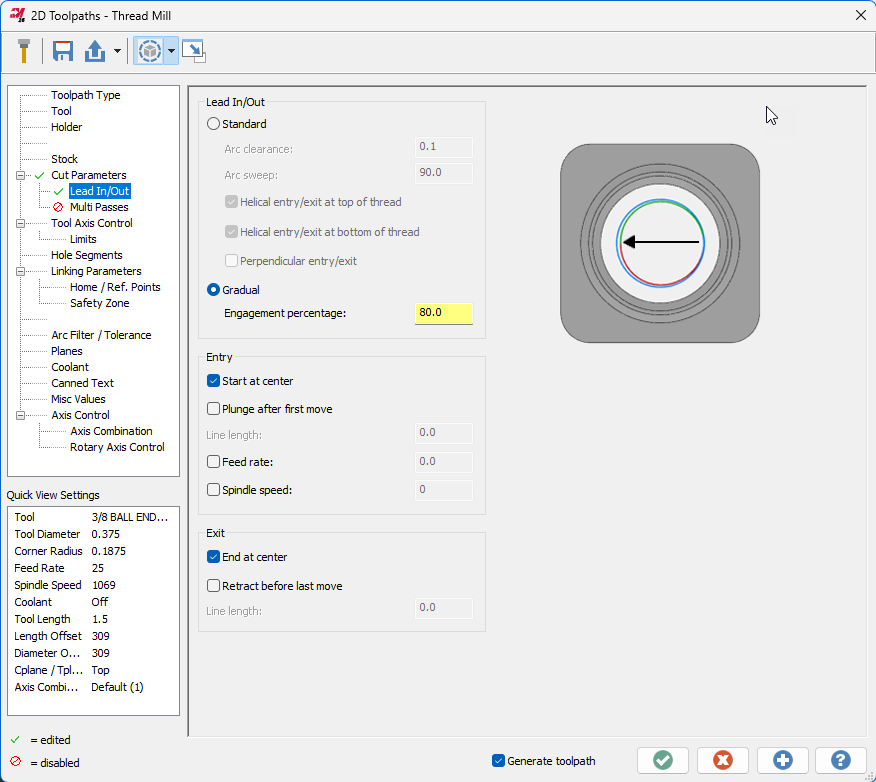
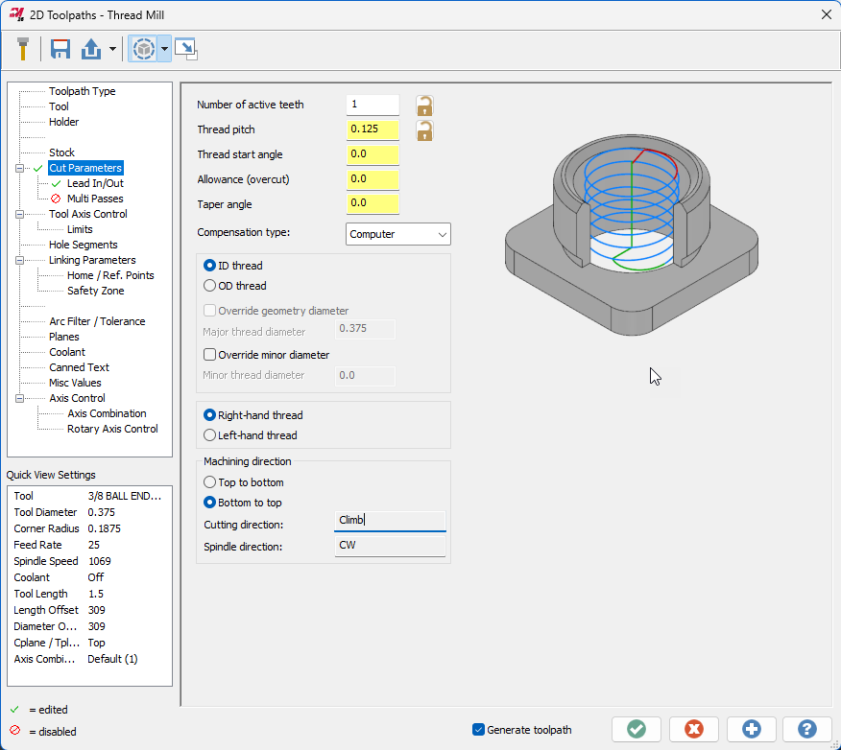
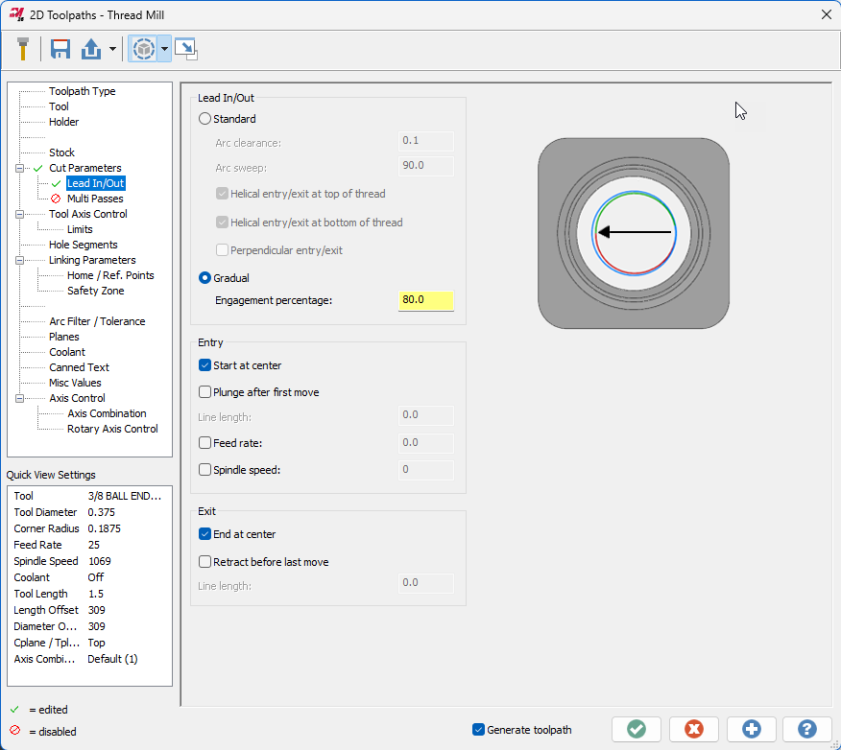
AMW, I'll pass this thread on to the product owner. Just a note that 2025 has received a bevy of Thread milling enhancements developed in concert with tooling manufacturers. Check out the Gradual entry on the lead in/out page to reduce shock load on engagement and the expanded entry/exit controls and speed/feed overrides, among others. Spindle direction is also now considered when displaying cut direction in the Machining direction box. Here's the full list of changes: Mastercam 2025 – Thread Mill Updates – myMastercam
 3 points
3 points -
Hahaha that's exactly what I have done. It's painfully annoying trying to even get my modifications to go as I'd like. I've thought about trying to convince the boss man to get Varco Reports. I have heard great things about it. http://varcoreporting.com/ I can see they already have feed/tooth shown
 2 points
2 points -
The other thing to be aware of, is the Entity Attributes Manager. This can be used to "assign" certain geometry and/or geometry properties, to various levels. (Example: force all Solids to "Level 40"). You may already be aware > but you can go into the "Unblank" view, and "unblank" something which has been blanked. I personally, avoid using Blank/Unblank, however I use Hide/Unhide extensively. (Say you have a bunch of stuff visible on the screen. You can select "the stuff you want to see and work with", and then press "ALT + E" on the keyboard. It will temporarily "hide" all the other geometry. You can now work with just the stuff you had visible, (measure, or construct new geometry, whatever), and then press "ALT + E" when you are done and wish to bring everything back visible. This is great because you can temporarily hide stuff, then make it visible, without messing with your Level visibility.1 point
-
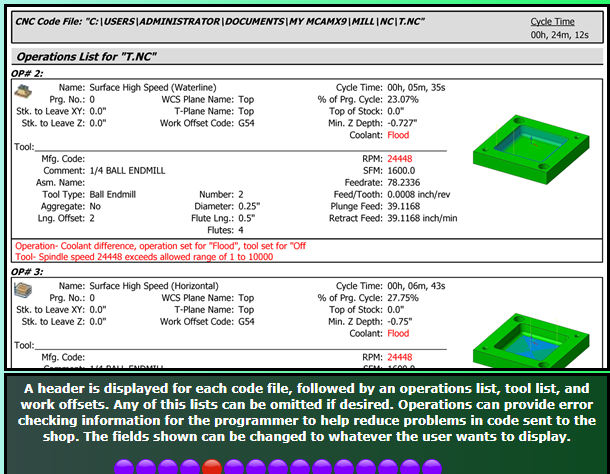
I've heard about Varco Reports and I gotta say, they look really nice. I can't imagine the amount of work needed to make this look so good! I did end up getting the feed/tooth by just recycling a demo report. I think that's the way to go if you're wanting to make a setup sheet; just use an existing one and modify it to the best of your ability. Or yknow, just go with Varco, lol.1 point
-
I wouldn't be the best person to ask, but if I had to guess I would say that is not installed. I know we run 2 programs at once obviously, on S1 and S2, but I don't believe we have the ability to edit both simultaneously. I believe if the machine didn't come with it, sales never offered it to us, and we never asked about it. It was our first lathe outside of Haas so I think we just figured it would come with "the basics" As far as I know, even things like smoothing settings don't seem to work for them on that machine, or they never got it figured out? idk not my department so I gladly don't involve myself LOL Since purchase of the machine I think we've gone back 2 or 3 times and added features, more memory, etc.1 point
-
hi eltklas, i don't visit this forum that often, usually i go on the mastercam official forum, here is an example of adding an arc to a list and translating it using System; using System.Collections.Generic; using Mastercam.Database; using Mastercam.Curves; using Mastercam.Math; var topView = Mastercam.IO.ViewManager.GetAllViews(false)[0]; var point = new Point3D(0.0,0.0,1.0);//lets say we created a point at z 1.0 var radius = 0.5; var arcs = ArcCreator.CreateArc(topView,point,radius); var fromView = topView;//translate from top view var toView = topView;//translate to top view (for simplicity) var fromPoint = new Point3D(0.0,0.0,0.0);//translate from 0 var toPoint = new Point3D(1.0,0.0,0.0);//translate to 1 bool copy = false;//true to copy //lets say you executed some code here //...your code //now lets select the geometry and commit it then translate foreach(var myarc in arcs) { myarc.Selected = true;//sel bit turn on // Commit the arc to select it myarc.Commit();//rewrite_ent } Mastercam.GeometryUtility.GeometryManipulationManager.TranslateGeometry(fromPoint,toPoint,fromView,toView,copy); public class ArcCreator { // Method to create an arc and return a list of created arcs public static List<ArcGeometry> CreateArc(MCView view, Point3D point, double radius) { // List to store created arcs var arcList = new List<ArcGeometry>(); // Create a new arc with specified parameters var arc = new ArcGeometry { View = view, ViewNumber = view.ViewNumber, Data = { CenterPoint = point, Radius = radius, StartAngleDegrees = 0.0, EndAngleDegrees = 360.0 }, Selected = false, Color = 9 }; // Commit the arc and add to list arc.Commit(); arcList.Add(arc); // Return the list of created arcs return arcList; } }1 point
-
does m198 work? it works on our 0 control feeler pallet machine. we use under 500 MB cards they don't like the bigger cards I got this from james Set the machine into "MDI" Mode. Press the OFFSET/SETTING button. Change/Set the “I/O Channel” to “4” Set "Parameter Write Enable" to "1" Press the Cancel AND Reset buttons simultaneously. This will clear the alarm you get stating parameter write is enabled. Press the "SYSTEM" button. Press the numbers "138" on the key pad then "NO. SRCH" on the soft keys (below the CRT). You'll need to set bit 7 to a 1 (Bit order is as follows - 7 6 5 4 3 2 1 0 - so you'll want to change the furthermost bit to the left to a 1) Press "3404" on the key pad then "NO. SRCH" on the soft keys. Arrow over to bit 2 (3rd bit from the right) and change that to a "1" Press "6005" on the key pad then "NO. SRCH" on the soft keys. Set Bit 0 to a 1. Press "6030" on the key pad then "NO. SRCH" on the soft keys. Change it to "198". Press the OFFSET/SETTING button to get back to setting and set Parameter Write Enable to a "0". Press Reset. Now, this will allow you to run directly off your memory card. Your main program in your machine control will just need to look like the following; % O100(MAIN PROGRAM) M198P1234 M30 % Optionally, you can add a Q to the M198 Pxxxx line (M198P1234Q101) and it will jump to that line number within the Sub Program. Your program on the memory card MUST be named Oxxxx (the exes being a 4 digit number that MUST correspond to the actual Sub Program Number in the sub program. (ex. O1234) with NO file extension. Your program on the memory card must be as follows (making sure the M198 P call AND the O number AND the Sub Program Number match as I've shown) % O1234(YOUR PROGRAM NAME HERE) (YOUR PROGRAM AS NORMAL) N101 M99 % You MUST have a memory card in the slot when “M198” is called or you will get an alarm. NOTE: You’ll need to have the following on hand as well; • USB Reader/Writer for your PC so you can load programs to the Compact Flash Card. • PCMCIA to Compact Flash Card Adapter so you can load programs from the Card to the machine. • 1MB to 1GB (MAX) Compact Flash Card. The smaller the capacity, the more likely it will be compatible with your machine.1 point
-
Component size....number of different part numbers to make....required geometric tolerances....tool matrix size....level of required automation....control compatibility with rest of shop....programming SW.....verification SW....etc etc.... As THEE cncAppsGuy has said, TOTAL support is #1 as you're jumping into new water with the 1st machine. Of which, successfully implemented, should lead to your 2nd machine. But it's a BIG jump from a Vert or Hori....daunting if on your own with the hot job sat waiting for you! Knowing who you can then reliably phone, will make your decision far easier IMHO.1 point
-
This is one of the many areas I believe Matsuura is FAR superior to the toilet bowl lovers in machine design. Matsuura can get closer to the pallet center with the head/spindle. Doing this allows you to run shorter tool assemblies and it requires shorter work holding to get ot he part. All that to say a more rigid machining setup = the best metal removal scenario possible. In the MAM series they offer the MAM72-35V, MAM72-42V, MAM72-52V, MAM72-70V, and MAM72-100H. Then in the CUBLEX series there is a CUBLEX-35 and a CUBLEX-63. There was a CUBLEX-42 but I believe they discontinued it. 350mm, 420mm, 520mm, 700mm, and 1000mm respectively. The number after the dash is the CM value of MAX pallet Changing swing diameter essentially.1 point
-
I hear that A LOT. They like Yamazen use their AE departments as a training ground for the sales department... and it shows. Few of their AE's here in the US are dedicated to that craft for any REAL span of time. That's just the reality. I do know of an AE at Mori that's been with them since the 90's and I'd expect his to be a good 5-Axis guy since he came form Makino but he doesn't go out in the field... so what good is all that experience if you as a customer don't have access to it.1 point
-
Support is the biggest concern with dmg without a doubt. Matsuura mam-52v system looks like it it would fit the bill as well. Ill check on availability. Seems like that is the biggest factor that we have been running into.1 point
-
Matsuura has been palletizing 5-Axis machines since 1992. They (as did the majority of 5-Axis builders) left that toilet bowl design the Germans seem hell bent on using in the dust LONG ago. It's not the best design for a table/table kinematic machine. Trunion is the best for table/table.1 point
-
Support should be the #1 consideration when buying a 5-Axis machine. Much like a multi-tasking lathe support will make or break that machine. You could buy "the best" (whatever that is) machine but when the good for nothing AE shows up to train you, he (or she) has no clue about cutting parameters to utilize the machine to maximize it's capability, it's going to be on YOU to figure out. Oh sure, they'll tell you "... that's the CAM system's responsibility...", and it is, but only to a certain extent. When they cannot explain to you the role of point spacing, cut distance, and tolerance, and how it relates to machine performance, you ARE in for trouble.1 point
-
Took a quick look and it seemed easier to make a video than to write it all out (plus, I'm pretty much out of space to upload pictures and files!), hope that's okay:1 point
-
I currently program and run a Yasda H40i with a 24 pallet pool. Works well and we got at a very competitive price. I find their software to be extremely lacking. Makino has MAS-A5 software which is an extremely powerful production management tool. Currently working with our local reseller to get a quote for a A61nx/A500z pallet pool line for a large upcoming project and very excited about. Matsuura has been doing automated 5 axis forever. I have personal experience with Hermles and they make a stout machine and have good service. All of their machines are essentially the same, so any of their service techs can work on all of their lineup. Okuma is probably the best bang for the buck MTB. I would say they're almost as good as all of the others on the list, but they make up for it by also being insanely reliable and long lasting. Not to say the others aren't tho....1 point
-
Unfortunately, most of these kinds of decisions are based on $$$ instead of the things you note.1 point
-
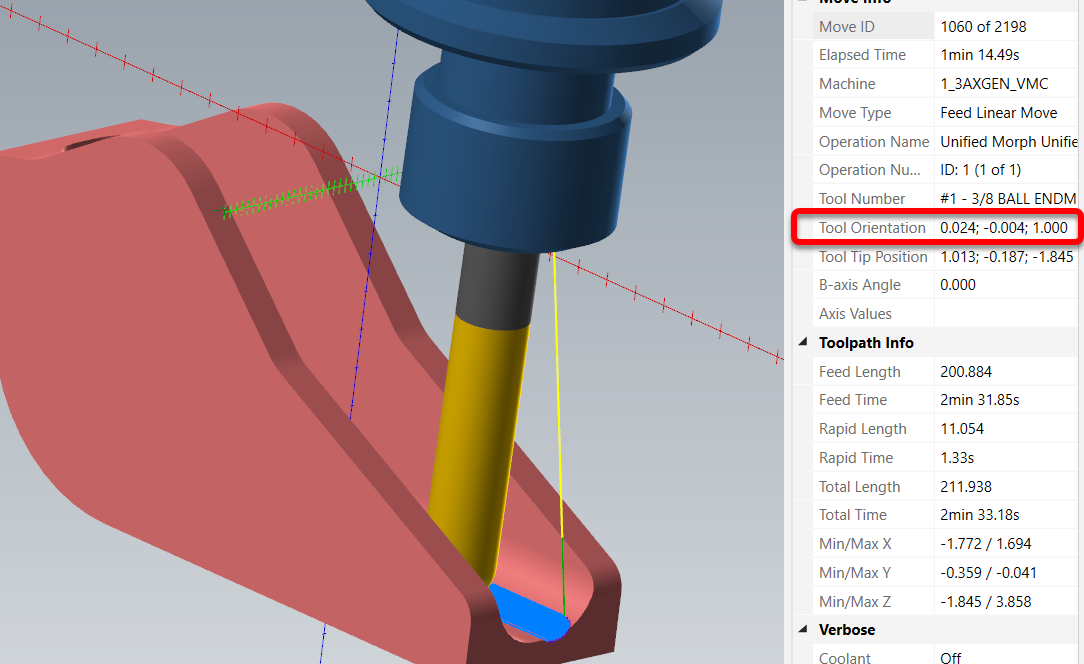
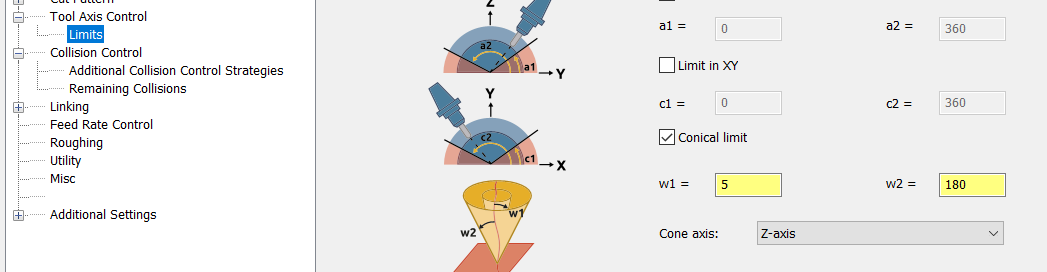
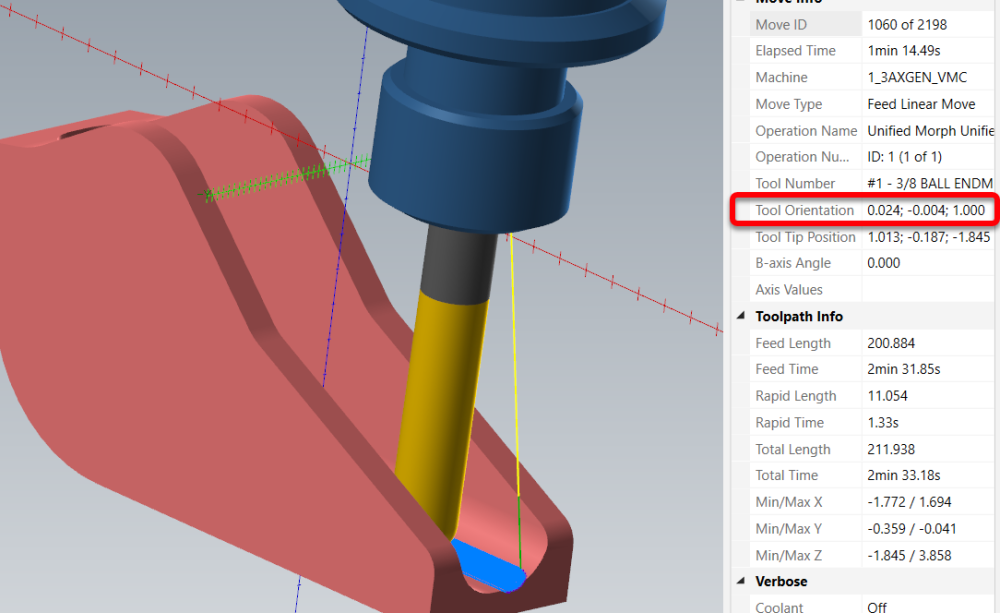
It's a problem that only exists when you post this.. It's called "singularity" when the spindle is perpendicular to the C axis. Basically, because the BC is near 0, it calculates that from one side of the B axis to other it decides that it needs to rotate the C axis nearly 180°. Most likely the transition before/after this move where it crosses B0C0: There's a couple of strategies you can use to solve this, but the easiest way is to simply not let it get vertical. If you limit the toolpath so it isn't allowed to go within, say, 5° of B0C0, you can just avoid the problem. On the tool axis control page, turn on "Limits", then do something like this:
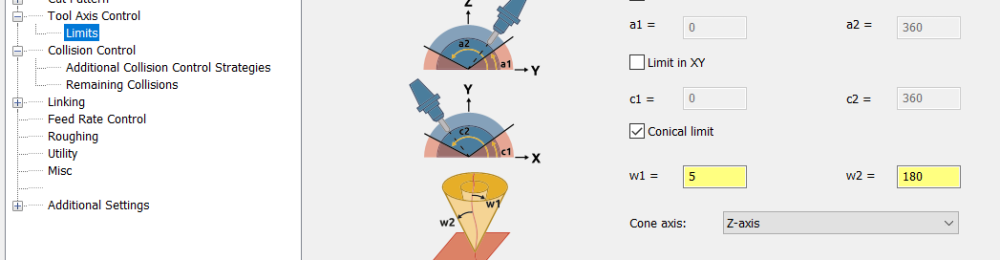 1 point
1 point -
fissed for accuracy0 points