Leaderboard




Popular Content
Showing content with the highest reputation on 04/23/2024 in all areas
-
Lots to unpack there so without further adieu... 1) FANUC Program Transfer Tool (available https://www.fanucamerica.com/products/cnc/cnc-software/programming-simulation-software/program-transfer-tool for under $30 USD) . I use it and reccommend it HIGHLY. CF Cards MUST be 1GB or under for 30i/31i/0i-F series controls. I keep a 128MB (yes you read that right) card for older era machines. I get mine from Amazon. I like these for 1GB's https://www.amazon.com/1GB-Compact-Flash-100X-INDUSTRIAL-Pio/dp/B000ZNWOSS/ref=sr_1_2?crid=I99RBMCIPDWH&dib=eyJ2IjoiMSJ9.vy01M8EQ4MyyBDSDjeq_NuppS6M0tWgWrlcoasmKUzHjiYMoBe4U0bq62scns-U3Z0sxEMsM4q6X_kTLHXLVeZIRbO48o0Ipi--Hbq_FKm_aXz3hHfnB-91bIoKmwAUB53WTZHmRWTDJUWArvdnEuFhSkXyZiuemWcvM7BHOfMdrt8mszRDnM4pnfYkaWH1zERpJt7BhJnTVxO8zVuM1eqnIyDCY6XJQqDZxH8O15pWTx-OlI9AUfeXcdAxgw5UvrmuowILrWHeEtGMuZOhPyXp7I7NocgDEelaG2jZaAnk.d2rRem4np6HQzDANiXqa6evpgkauOin78IjLz0UNivw&dib_tag=se&keywords=1GB+CF+Cards&qid=1713845397&refinements=p_n_feature_five_browse-bin%3A673261011&rnid=673240011&s=pc&sprefix=1gb+cf+cards%2Caps%2C126&sr=1-2 It's only frustrating if the company you bought your machine from is not knowledgable. Support matters. Especially today. 2) This is NOT a FANUC issue. This is 100% on the machine tool builder. We spec our machines with 8MB of CNC Memory and 1GB of Data Server Memory. The latest machines have SSD Drives with TB's of storage and they are FANUC so... the problem isn;t with FANUC it's with your builder improperly specing a machine. Assign blame wher it belongs. 3) See #1 4) I barely graduated high school... and by barely, I mean if it weren't for woodshop and PE I woudln;t even have had a 2.0 GPA... and I have no trouble connecting machines to networks if they are equipped with either an Embedded Ethernet port or a Data Server. Been doing it since the 90's. You need better machine tool support. 5)I've not been successful partitioning CF Cards lately. Like for the last 10 years lately. Just get a 1GB CF card or smaller with a PCMCIA adapter and it'll work. Embedded Ethernet is a simple setup. EIther use DHCP or set a static IP address, set the router and DNS IP Addresses, plug it in and it works. Just to prove a point to a customer, I went out to Home Depot, bought a Wireless Extender with an ethernet port, set it up, set the control for DHCP, set the router and DNS, restarted the adapter and I was able to ping the CNC form anywher ein the shop. Once I was connected to their network, I coudl upload and download programs at will. 6) You just need better machine tool support 7) I give away my knowledge for free. It's worth plenty, but so many gave to me freely, I'll give freely until I get burned. 8 ) I will say it's easy, because it is. I'm NOTHING special. Believe me. I'm just an average at best guy. Your machine tool dealer has a high degree of incompetence, or they are withholding support from you. Either way, I'm sorry you are going through this trouble. You should not have to suffer because of your machine tool dealer is incompetent or your machine tool builder didn't adequately option their machine. I hope this helps. Put ALL your pat programs on the DATA_SV. Just use CNC Memory for custom G/M-Codes, Custom MACROs, etc...5 points
-
We're aware of how useful this can be elsewhere and are looking at how we can implement it. That's why we placed this edge feed rate control in the Tool page rather than sequestered away in a threadmill specific page.2 points
-
Glad to help wherever I can. It's a lot to take in, but getting a dialed in post helps. I was having a discussion with someone last week and they contended that knowledge of "g-code" isn't useful anymore because of CAD/CAM. I only partially agree with that statement. Does someone need to know how to write a program from scratch? Meh... not really. What someone that works with or writes programs MUST know is Program formatting. When to turn things on and when to turn them off. When to use this function, and when to use that function. While a dialed post can solve some of those issues, when a company gets a new machine or the machine has options that are unfamiliar, being able to troubleshoot code formatting is a critical skill. At then end of the conversation I thingbwe agreed on most points.1 point
-
Thank you James and Millman for the prompt answers. We are working on all this- and every bit of discussion and information helps! I copied the macro settings that you dropped me James, and the G101 point
-
G68.2 in a nutshell allows the part's coordinate system to follow the part around regardless of the tilt or rotational axes orientation. So X0, Y0, Z0 is X0, Y0, Z0 always no matter what. That's the basic explanation. There's a little more to it under the hood but that's basically what's going on. There's no need to even consider center of rotation, and it's better if you don't program to it. Writing the errors is just a matter of how you want to do it; by G10 or by variable number/variable name. By variable Number; https://www.dropbox.com/s/5f25nw9rg0nfrbu/WSEC Variable Table - FANUC 30i.pdf?dl=0 By G10 G90G10L23P = P1 – 7=P7 (x, y, z, a, b, c, and possibly a Tilt and a Rotary Axis)1 point
-
Having G68.2 all the time is not a big deal. Biggest thing is understanding do you want the canned cycles to be supported in all 3+2 operations? Do you want the machine to track the fixture offset through all 3+2 work right next to G43.4 and then have G54.4 for error correcting as needed?1 point
-
Spammer Colin Look in the quote, hidden link under Run31 point
-
Will do! So far I've only ran a handful of programs so they are just on cnc memory but I'll swap everything over for my next project. this sounds very intriguing. I am currently making a few DIY tombstones for the MX-330 and I've been thinking about programming.. I don't have experience on horizontals so I never really have ran more than a couple of parts at a time, so I have always used toolpath transform.1 point
-
Yeah it would be nice to have a choice of how depth cuts are handled. Thanks for passing on the suggestion.1 point
-
Tool-edge feed rate would be useful in just about every toolpath, I think.1 point
-
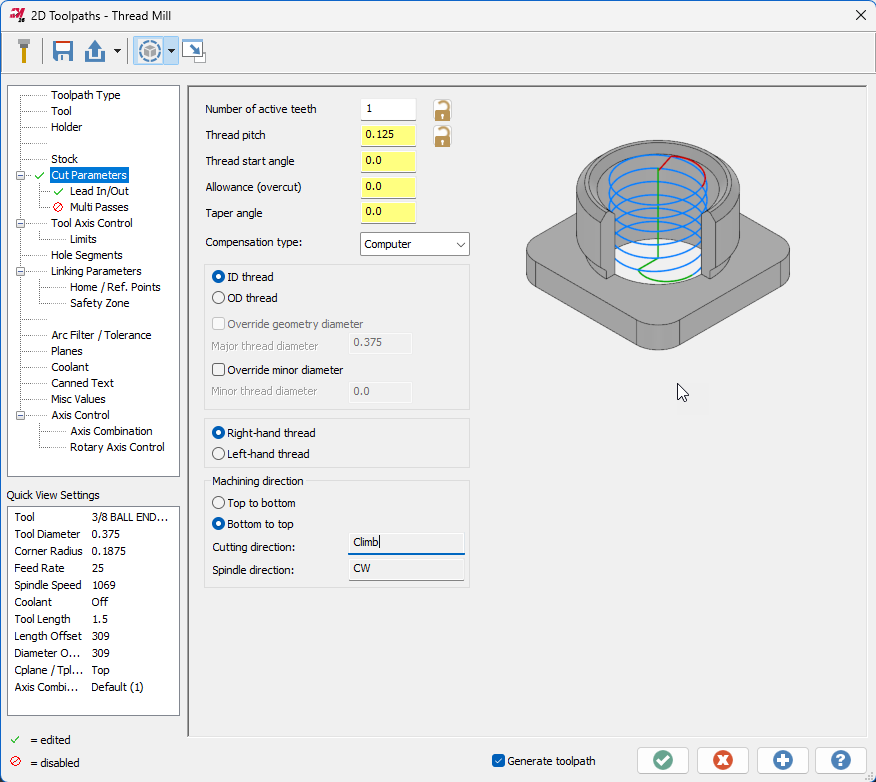
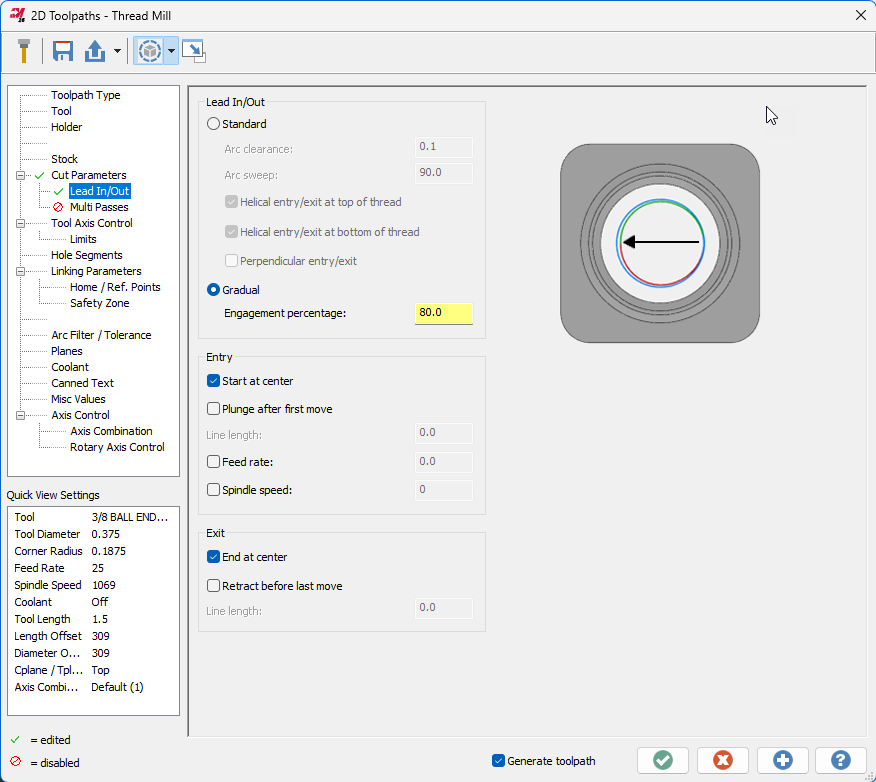
AMW, I'll pass this thread on to the product owner. Just a note that 2025 has received a bevy of Thread milling enhancements developed in concert with tooling manufacturers. Check out the Gradual entry on the lead in/out page to reduce shock load on engagement and the expanded entry/exit controls and speed/feed overrides, among others. Spindle direction is also now considered when displaying cut direction in the Machining direction box. Here's the full list of changes: Mastercam 2025 – Thread Mill Updates – myMastercam
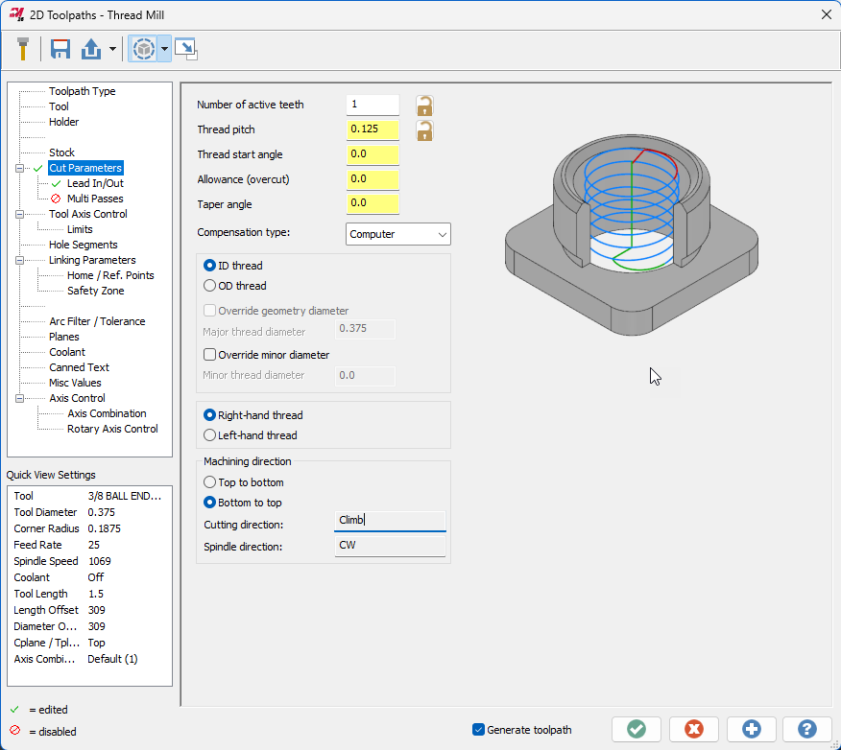
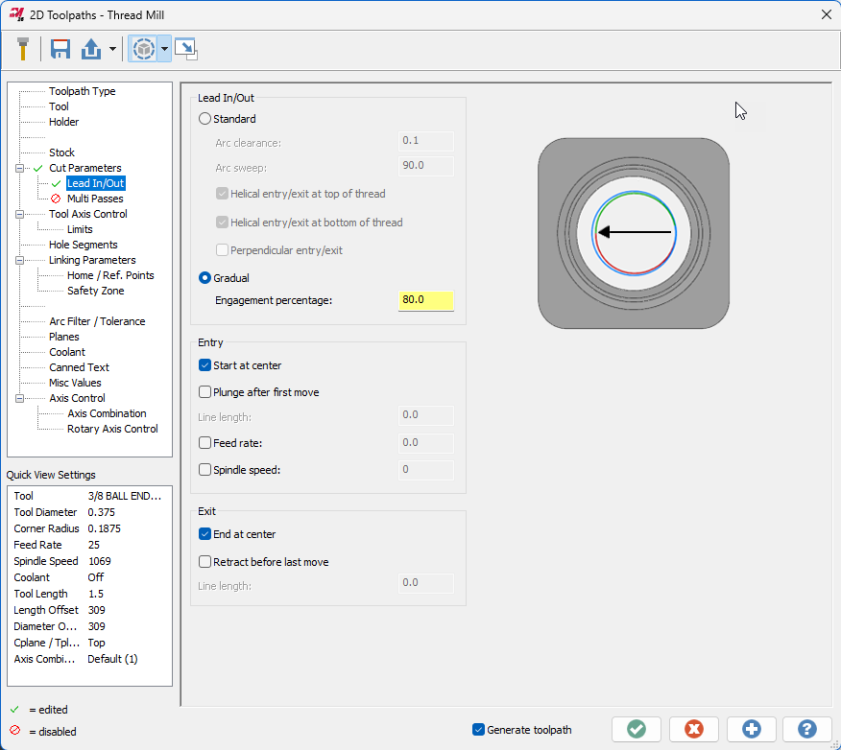 1 point
1 point -
does m198 work? it works on our 0 control feeler pallet machine. we use under 500 MB cards they don't like the bigger cards I got this from james Set the machine into "MDI" Mode. Press the OFFSET/SETTING button. Change/Set the “I/O Channel” to “4” Set "Parameter Write Enable" to "1" Press the Cancel AND Reset buttons simultaneously. This will clear the alarm you get stating parameter write is enabled. Press the "SYSTEM" button. Press the numbers "138" on the key pad then "NO. SRCH" on the soft keys (below the CRT). You'll need to set bit 7 to a 1 (Bit order is as follows - 7 6 5 4 3 2 1 0 - so you'll want to change the furthermost bit to the left to a 1) Press "3404" on the key pad then "NO. SRCH" on the soft keys. Arrow over to bit 2 (3rd bit from the right) and change that to a "1" Press "6005" on the key pad then "NO. SRCH" on the soft keys. Set Bit 0 to a 1. Press "6030" on the key pad then "NO. SRCH" on the soft keys. Change it to "198". Press the OFFSET/SETTING button to get back to setting and set Parameter Write Enable to a "0". Press Reset. Now, this will allow you to run directly off your memory card. Your main program in your machine control will just need to look like the following; % O100(MAIN PROGRAM) M198P1234 M30 % Optionally, you can add a Q to the M198 Pxxxx line (M198P1234Q101) and it will jump to that line number within the Sub Program. Your program on the memory card MUST be named Oxxxx (the exes being a 4 digit number that MUST correspond to the actual Sub Program Number in the sub program. (ex. O1234) with NO file extension. Your program on the memory card must be as follows (making sure the M198 P call AND the O number AND the Sub Program Number match as I've shown) % O1234(YOUR PROGRAM NAME HERE) (YOUR PROGRAM AS NORMAL) N101 M99 % You MUST have a memory card in the slot when “M198” is called or you will get an alarm. NOTE: You’ll need to have the following on hand as well; • USB Reader/Writer for your PC so you can load programs to the Compact Flash Card. • PCMCIA to Compact Flash Card Adapter so you can load programs from the Card to the machine. • 1MB to 1GB (MAX) Compact Flash Card. The smaller the capacity, the more likely it will be compatible with your machine.1 point
-
See, I'm not just a creepy stranger from the internet....0 points