Kyle F
-
Posts
179 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Kyle F
-
OT - Subplates, Grid Plates for Kurt vises, what are you using?
Kyle F replied to volitan71's topic in Industrial Forum
I like it until one of my operators crashes into something and eggs out one of those holes milled into the table Personally I would be open to having some locating holes milled directly into tables, but I would much prefer something like a 1" baseplate which locates off of the bushing holes but after you locate and tighten down the subplate, you could remove the bushing/locating pins just to ensure that your precious locating holes don't get fudged up from a crash.. maybe I'm over thinking it lol I tend to do that. I just designed a few tombstones for new machines and I did something like 12-20 locating pin holes per face just to "cover all my bases" for future subplate designs, and if someone crashes and messes up a locating hole we can swap to an unmolested one haha. -
keep us posted on your findings
-
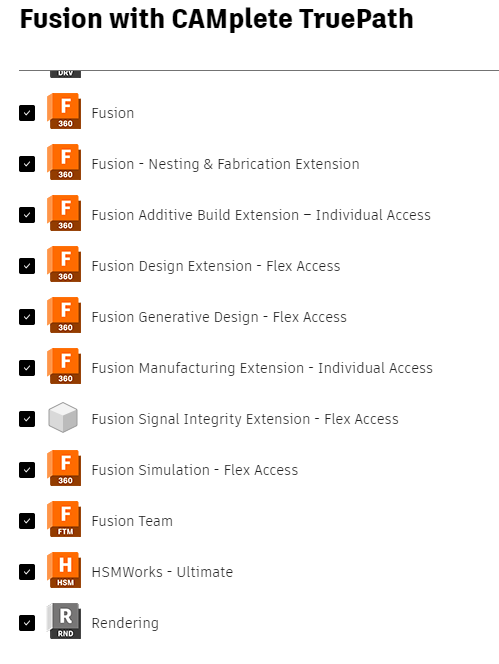
I just got a fresh copy of CAMplete and it seems as though it did come with Fusion, but I did not install it.. (yet??) I should probably google "what is HSMworks" to start
-
Radial Chip Thinning / HSM - The Lightbulb Moment
Kyle F replied to SuperHoneyBadger's topic in Industrial Forum
great read! this was the one that really set it in stone for me: ( I'd start at 2:45:00 LOL ) -
Informal Poll: Who here has defeated the ribbon?
Kyle F replied to volitan71's topic in Industrial Forum
The only thing I ever have really customized was my right click menu,.. other than that I just roll with the defaults. ehh probably not the best choice but it's all good. -
I honestly haven't messed with the new 3 axis deburr but multiaxis deburr is IMO a total game changer on a 3axis machine. drop in a nice lollipop cutter and you can get some pretty rad results and a way nicer looking finished product when it's not just some simple orthogonal part.
-
Awesome, thanks for showing that. Great workaround!! After your G43 H## line, it reads G65 P9510 Z2. Does that mean the probe is "protected" from tool change position down to 2.0? If so, I like that. Sorry I've only been using a probe for about a year and in-process probing a few months max, so I'm still an amateur. and it's been the only spindle probe in my shop so I've got no one to go to besides the internet lol. I've always kind of strayed away from macro programming/modifying posts/things of that nature because it was confusing and I'm at a tipping point in my career where I'm definitely having to give in to progress further now
-
I'll probably go the manual entry route when it comes to probing, I do like leon's workaround method (at least my limited understanding of it at the moment heh). But I did get the whole fusion package with our camplete so I'll keep that in mind lol I really want to dive in on the CAMplete side of things because that's where my knowledge lacks the most, but sadly I've been just too busy on other jobs + drawing up workholding options like D.I.Y. tombstones for both the 330 and MAM (been fun but definitely takes some time) guess I can't worry too much about programs + getting them to run if we have no way to hold parts + tools
-
Yes I am very curious of what your findings will be!
-
wow, that's wild! Most of my work is high mix low volume so tbh I'm not usually worrying about a few extra rapids here or there. My longest cycle time is like 2hr 45 min and that's on a small tombstone. A part of me is slightly excited about getting some higher quantities to focus on the process and get that cycle time down. Usually I'm running 25 parts while also programming the next job for the machine so I can't be bothered too too much to just watch the machine run and try to optimize. bad xxxx job though!
-
Thanks, I have a lot to learn!! lots going over my head haha but I'll get there eventually
-
you are the man I would be okay with something like that. Thank you leon, I may recommend that if the AE has no better idea.
-
whhhaaaaaat? That makes me sad I love CIMCO for probing. Next week I'm finally getting training with an AE on the machines, I have so many questions lol. I am working from home right now so I will have to get back with you next week on that. Appreciate the help on all of this
-
@cncappsjames ooooh PQI finished up training this morning and is already flown out of Texas... At least I do have CIMCO probing for mastercam so that should make in-process probing pretty simple. I have already reached out to CIMCO about getting the updated renishaw routines for PQI + Matsuura collaboration. Good to know though that the option is there for the "cycle time upgrade" you were speaking about.
-
@cncappsjames bear with me lol
-
apologies!
-
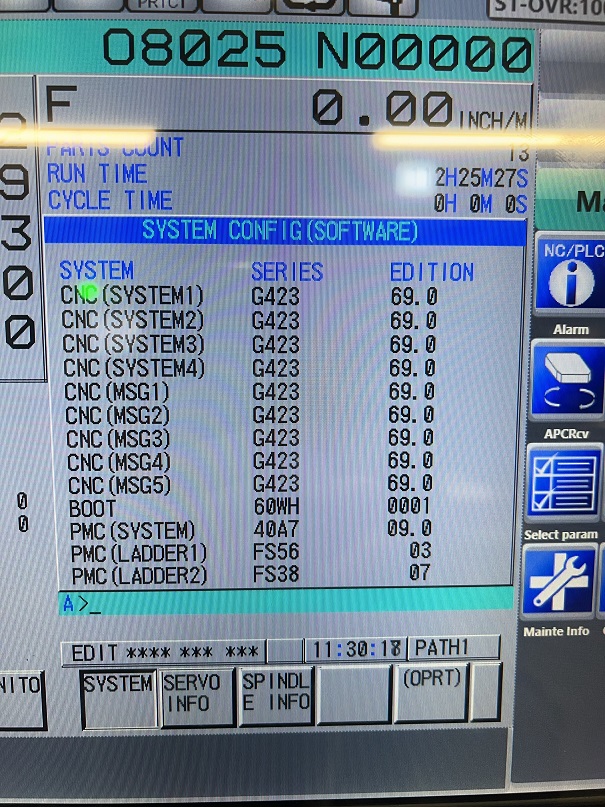
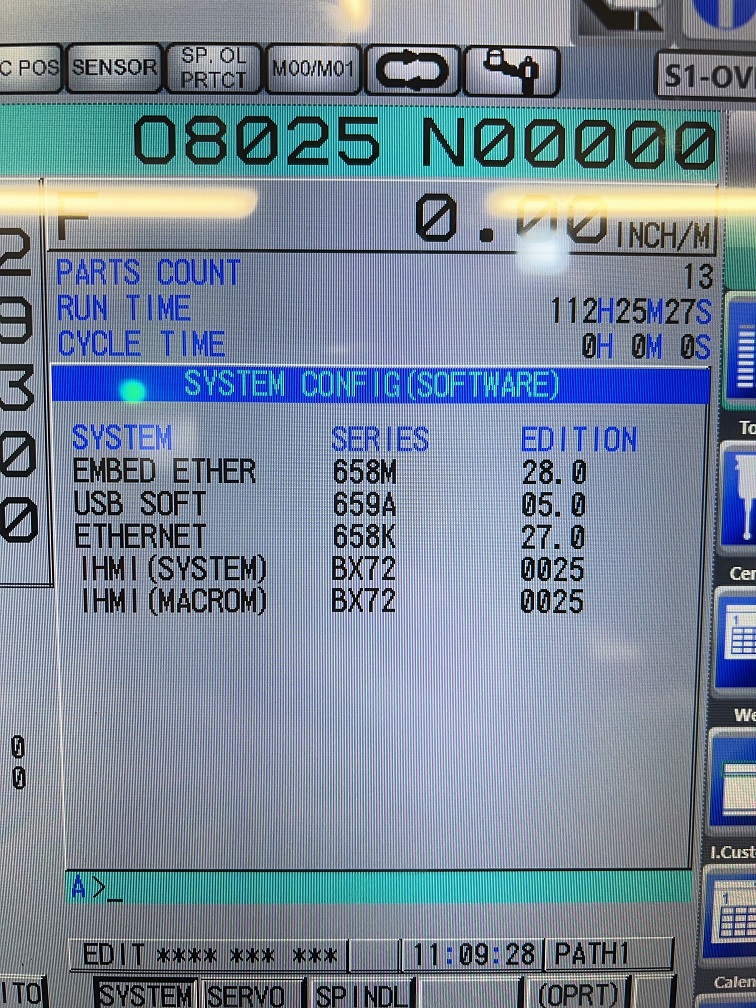
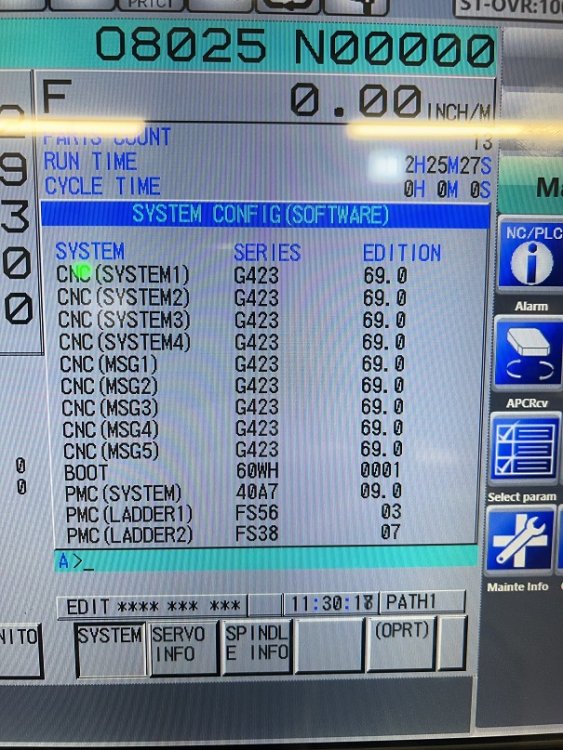
it's the 31i-B5
-
Does Camplete support mikron 5 Axis machines?
Kyle F replied to Leon82's topic in Machining, Tools, Cutting & Probing
I've heard good things. Will be interesting I'm sure using a heidenhain! I can't wait to hear how you like it -
Now you've got me curious,... Our MAM has a build date of 2021-5, and the MX-330 is 2020-08. Over the past week or two we've had a guy from FANUC come and update both machines, and now PQI is here setting up all the Renishaw goodies.. Is there an easy way to tell if that cycle time reduction spec was included?
-
I just pulled some super slick lookin' 15-5 stainless rocket engine parts off my UMC ! Now I'll just be able to do them in half the time on the mx-330 lol
-
When I am programming from home, just grabbing files off the VPN/network is slow, I can't imagine actually trying to run mastercam through it. My heart goes out to you lol
-
just a few years ago we had x7/x9 still on our PC's haha Now I only have back to 2021
-
How are you driving the unified toolpath? what tool? what are your machining geometries + what is your cut pattern? There are sections that look a little funky, so you may need a mixture of multiple toolpaths at the minimum and possibly multiple finish tools depending. Really hard to tell without a file though, sorry.
-
you got this! I don't know what kind of parts/customers y'all have but I'll at least tell you this: 99% of my 5axis parts,.. 95+% of the machining is done in 3+2 haha! I'm still relatively new to multiaxis, about 2 years. but long story short it's really not all that crazy different from what you're used to.
-
@Aaron EberhardThank you, easily understood! When I'm zoomed in I just need to keep the mouse on the wireframe before hitting the middle mouse button.