Rocketmachinist
-
Posts
727 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Rocketmachinist
-
Does anyone have any info on this? What do you guys think about it?
-
I don't know. The GM-2-5ax is the same price as the HAAS VR11. If I were to spend that kind of money on a machine I would go with the one that looks more rigid.
-
Royal quick grip collet chuck
Rocketmachinist replied to Jespertech's topic in Machining, Tools, Cutting & Probing
I've asked about it. Royal won't let them do it for MSC. I even got on the phone with the sales people from Royal and they said they will not give MSC rights to their full catalogue of parts. -
Royal quick grip collet chuck
Rocketmachinist replied to Jespertech's topic in Machining, Tools, Cutting & Probing
They are awesome. I only have a few sizes of collets for it right now but i am slowly getting more. I went with the Acu-length system. It is a little more pricey but gives you the ability of using a work stop and any size variations will not change your part length. The only thing that drives me crazy it they don't have a deal with any websites that just has collets in stock. With the collets I have to call up Western Tools get a quote, the quote quote can take a few days to get. Then we can finally get it ordered and by the time the collet will get here I will already be done with the job. That is my only gripe, I wish Royal would just have their own web store or let company's like MSC keep them as a normal catalogue item. -
I think Mastercam Lathe is amazing. If you want to see terrible lathe then give Surfcam Traditional a shot.
-
My Sl20 doesn't have y axis. I'm using g112 polar interpolation it creates a way smoother path than using XC alone and with way less lines of code.
-
I dunno I bo bolt holes on my Haas all the time with milling. This code is read by my 2001 SL20 all the time. % O0000 (T) (DATE=DD-MM-YY - 28-10-20 TIME=HH:MM - 14:46) (MCX FILE - T) (NC FILE - C:\USERS\ASMURPHY\DOCUMENTS\MY MASTERCAM 2021\MASTERCAM\LATH...\T.NC) (MATERIAL - STEEL INCH - 1030 - 200 BHN) G20 (TOOL - 234 OFFSET - 234) ( 3/16 FLAT ENDMILL) T23634 M154 G97 P2852 M133 G98 G112 G17 G00 G54 Z.25 Y0. X1.1796 Y1.4381 Z.1 G01 Z-.1 F6.16 G02 X1.1934 Y1.4049 R.0469 X.8405 Y1.052 R.3529 X.4876 Y1.4049 R.3529 X.8405 Y1.7578 R.3529 X1.1934 Y1.4049 R.3529 X1.1793 Y1.3063 R.3529 X1.1568 Y1.2783 R.0469 G00 Z.25 G113 G18 M155 M135 G53 X0. G53 Z0. M30 %
-
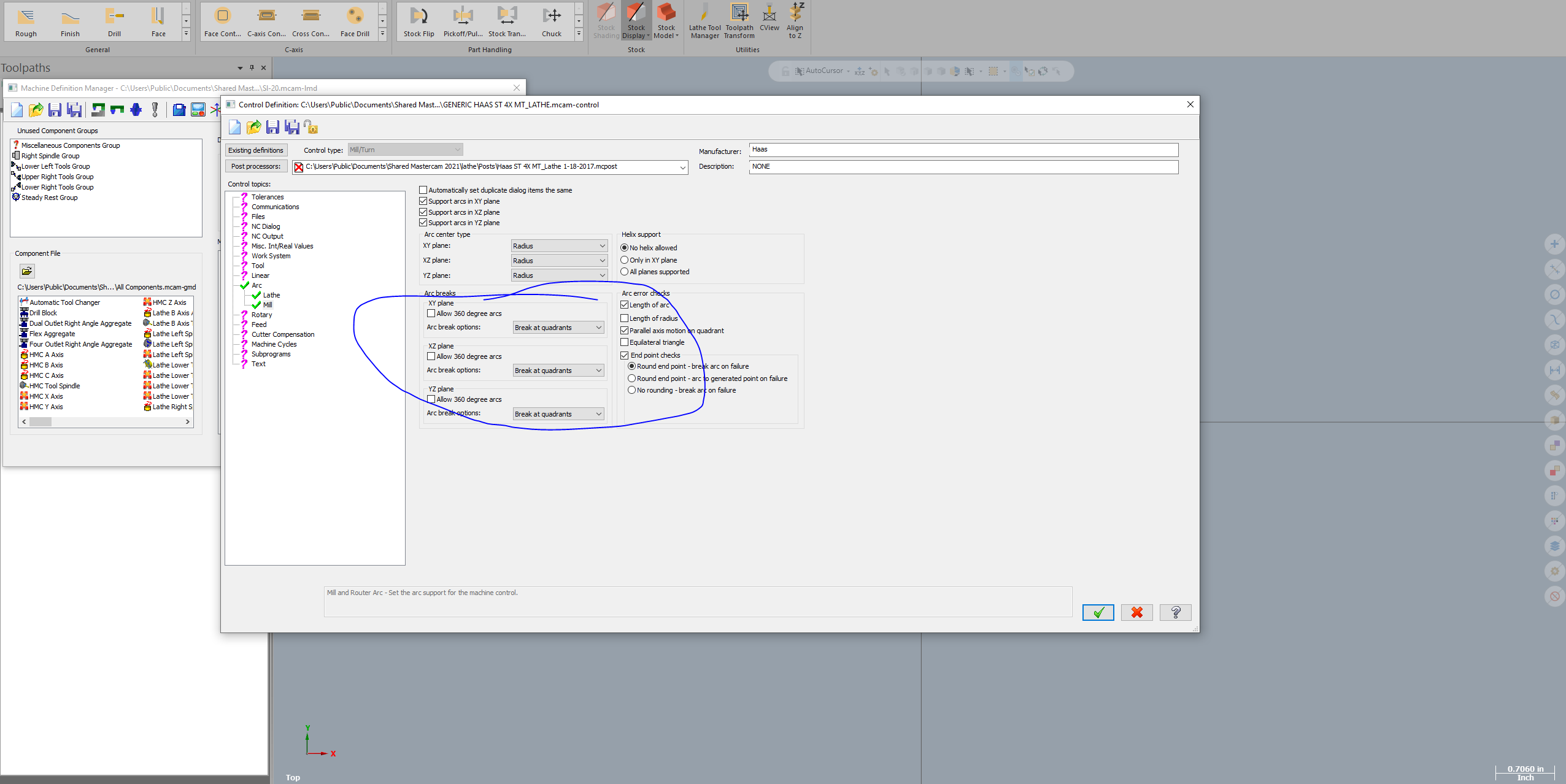
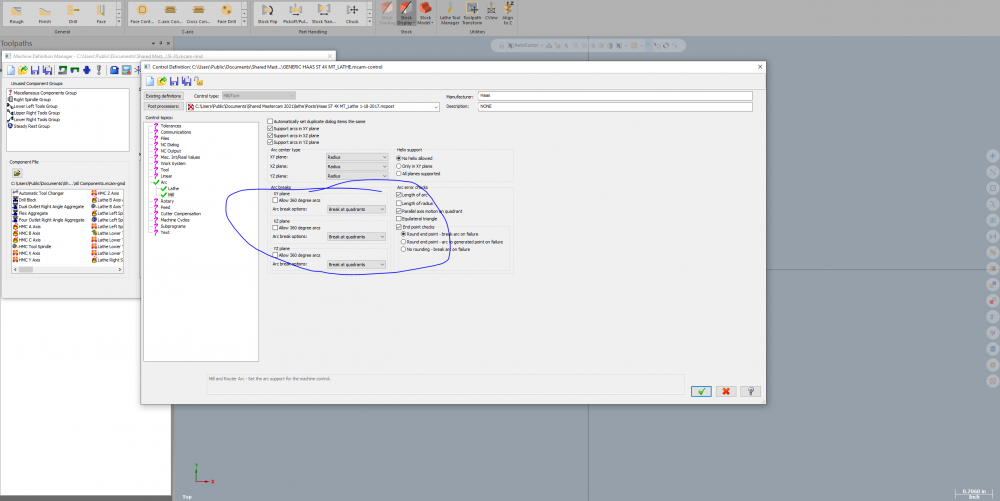
Check these settings and then use your toolpaths like normal, you shouldn't have to make 4 toolpaths for one hole. One will work. Your machine and post should handle it fine if you make these changes.
-
I've never had to do it the way you said. I just changed my control def to "Break arc at quadrants"
-
index drill on a lathe
Rocketmachinist replied to Rocketmachinist's topic in Machining, Tools, Cutting & Probing
.750 -
index drill on a lathe
Rocketmachinist replied to Rocketmachinist's topic in Machining, Tools, Cutting & Probing
So that would put a carbide drill into the same sfm range as a HSS drill? -
index drill on a lathe
Rocketmachinist replied to Rocketmachinist's topic in Machining, Tools, Cutting & Probing
220sfm .003 ipr -
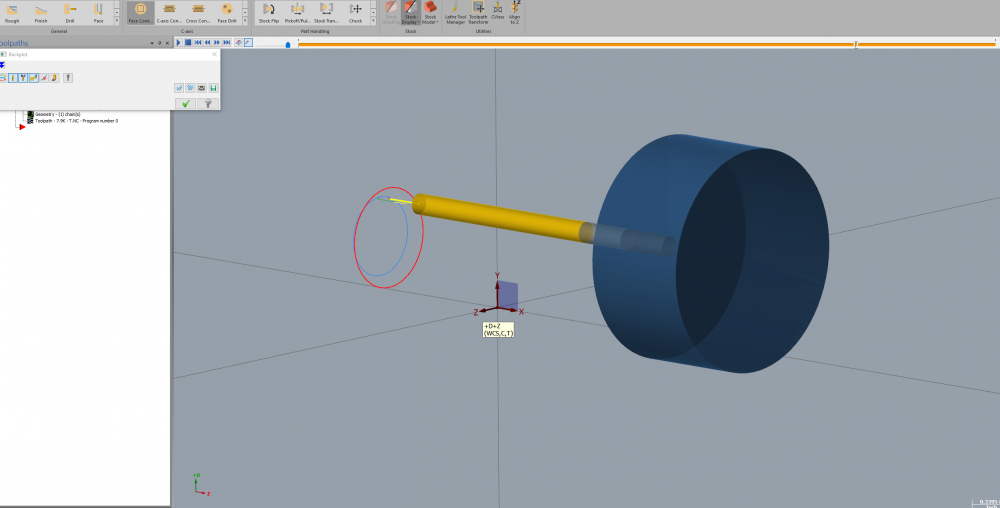
What am i doing wrong when drilling with indexable drills on a lathe. I am using through coolant and all the speeds and feeds from the book. Also no pecking, but still I blow up an insert about every hole. 316L stainless, 3/4 inch walter drill.
-
I've done stuff like that with without problems. One of the biggest issued i had with the post for the Haas was i had to turn of the machine to break arcs at quadrants. The control got confused when trying to do complete circles when it was one big arc.
-
Sandvik Surprise
Rocketmachinist replied to PAnderson's topic in Machining, Tools, Cutting & Probing
Huh, didn't see that one coming. -
New Machine - Porta
Rocketmachinist replied to jwvt88's topic in Machining, Tools, Cutting & Probing
Does that machine come with a pallot pool option? Seems like it can be done quicker than one guy can load. -
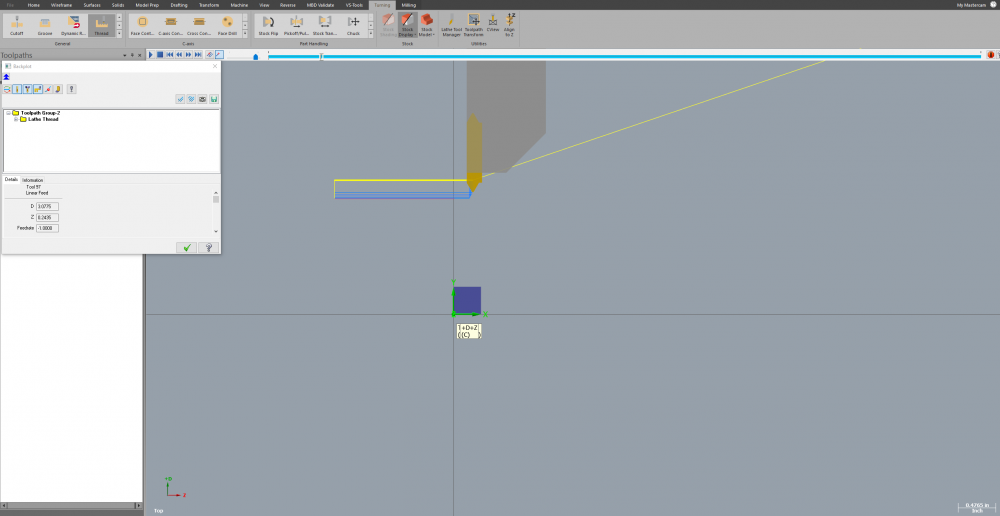
I know its designed for contour threading. I use babysteps to make sure it can handle something simple before i get thrown in the deep end. I would love to see them just add those features to the custom thread cycle. I did some really cool stuff with that and it was super easy (see attached). Mastercam spent a lot of time developing this toolpath with the post that are already there. It just seems weird to me that they just kinda forgot about threading a contour when I can see using it more than rope threading.

-
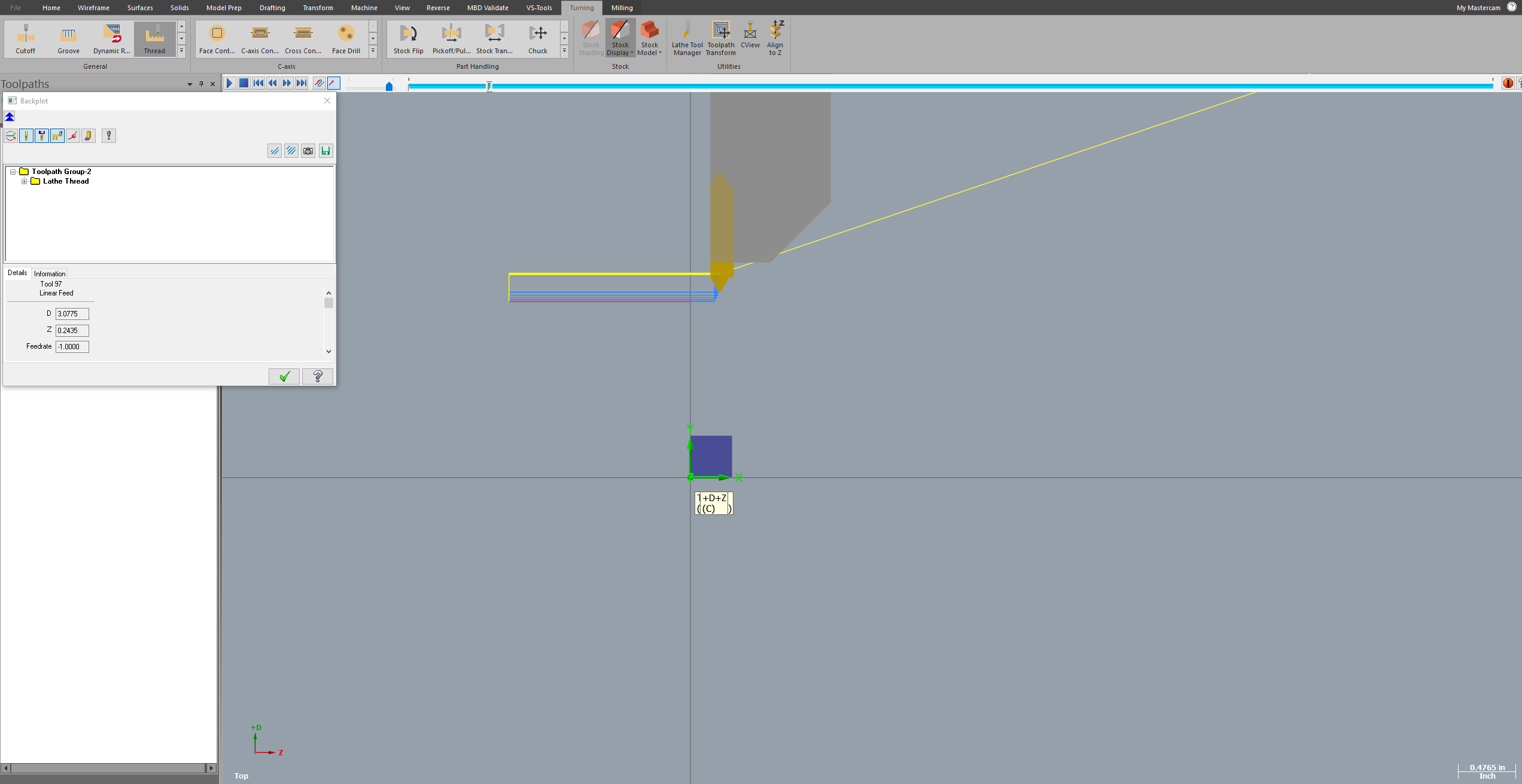
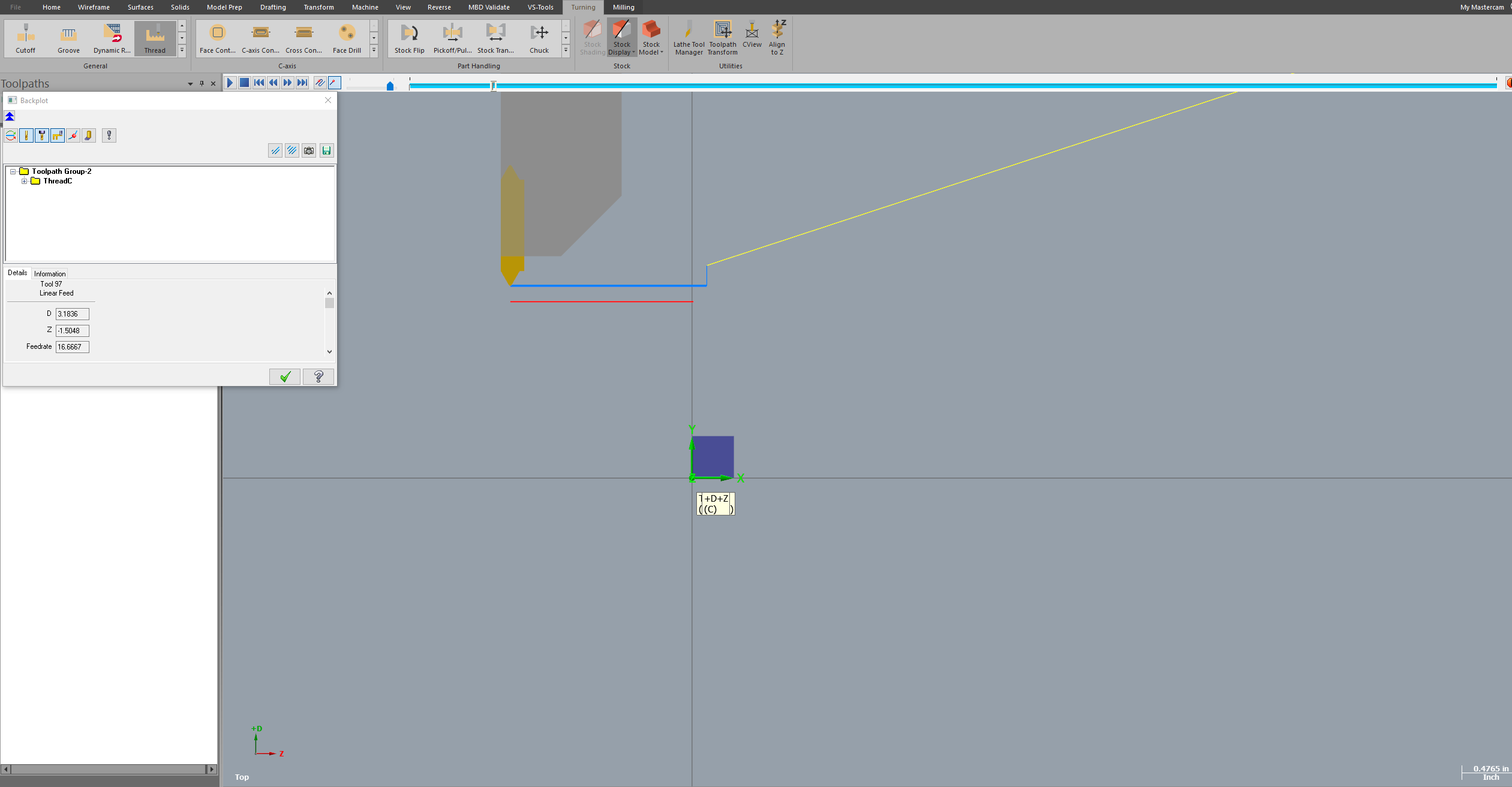
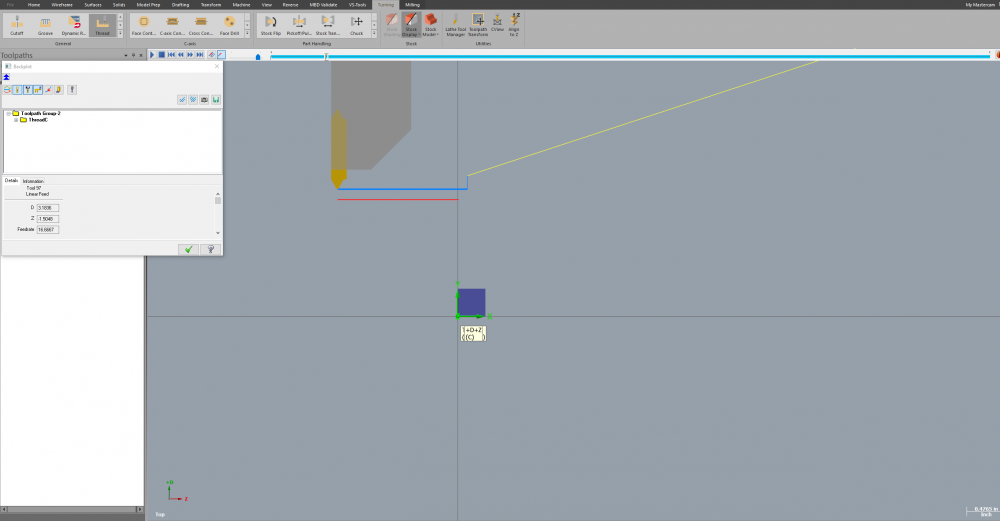
I'm just trying to get it to do a strait line right now and work from there. Normal threading Threadc.dll This is the toolpath that I get from Mastercam with the normal threading cycle. It is the same minor diameter, major diameter, length of cut, feedrate. These two toolpaths should be identical. O0000 (T) (DATE=DD-MM-YY - 13-10-20 TIME=HH:MM - 06:12) (MCX FILE - T) (NC FILE - C:\USERS\ASMURPHY\DOCUMENTS\MY MASTERCAM 2021\MASTERCAM\LATH...\T.NC) (MATERIAL - STEEL INCH - 1030 - 200 BHN) G20 (TOOL - 97 OFFSET - 97) (OD THREAD RIGHT INSERT - NONE) G00 T9797 M8 G97 S200 M3 G00 G54 Z.2435 X3.3836 X3.0775 G99 G32 Z-1.5048 E.08333 G00 X3.3836 Z.229 X3.0252 G32 Z-1.5048 E.08333 G00 X3.3836 Z.2178 X2.9848 G32 Z-1.5048 E.08333 G00 X3.3836 Z.2083 X2.9507 G32 Z-1.5048 E.08333 G00 X3.3836 Z.2 X2.9206 G32 Z-1.5048 E.08333 G00 X3.3836 Z.2 X2.9206 G32 Z-1.5048 E.08333 G00 X3.3836 Z.2435 M9 G53 X0. G53 Z0. M30 % This is what i get using threadc.dll and keep in mind that mastercam is calling the same g32 cycle in the post. I checked that with the post debugger. % O0000 (THREAD C) (DATE=DD-MM-YY - 13-10-20 TIME=HH:MM - 06:13) (MCX FILE - T) (NC FILE - C:\USERS\ASMURPHY\DOCUMENTS\MY MASTERCAM 2021\MASTERC...\THREAD C.NC) (MATERIAL - STEEL INCH - 1030 - 200 BHN) G20 (TOOL - 97 OFFSET - 97) (OD THREAD RIGHT INSERT - NONE) G00 T9797 G97 S200 M3 G00 G54 Z.1216 X3.5206 G99 G01 X3.1836 E.08333 Z-1.5048 G00 X3.5206 Z.1035 G01 X3.1182 Z-1.5048 G00 X3.5206 Z.0895 G01 X3.0678 Z-1.5048 G00 X3.5206 Z.0777 G01 X3.0253 Z-1.5048 G00 X3.5206 Z.0673 G01 X2.9878 Z-1.5048 G00 X3.5206 Z.0579 G01 X2.9538 Z-1.5048 G00 X3.5206 Z.0493 G01 X2.9226 Z-1.5048 G00 X3.5206 Z.0487 G01 X2.9206 Z-1.5048 G00 X3.5206 Z.0487 G01 X2.9206 Z-1.5048 G00 X3.5206 Z.1216 X-1. Z-1. G32 X.0003 Z0. E.08333 G00 X.2 X-1. Z-1. G32 X.0006 Z0. E.08333 G00 X.2 X-1. Z-1. G32 X.0008 Z0. E.08333 G00 X.2 X-1. Z-1. G32 X.0011 Z0. E.08333 G00 X.2 X-1. Z-1. G32 X.0014 Z0. E.08333 G00 X.2 X-1. Z-1. G32 X.0017 Z0. E.08333 G00 X.2 X-1. Z-1. G32 X.002 Z0. E.08333 G00 X.2 X-1. Z-1. G32 X0. Z0. E.08333 G00 X.2 Z.037 X-1. Z-1. G32 X0. Z0. E.08333 G00 X.2 X-1. Z-1. G01 X.0234 Z0. X-3.0096 E1. M5 G00 G53 X0. G53 Z0. M30 %
-
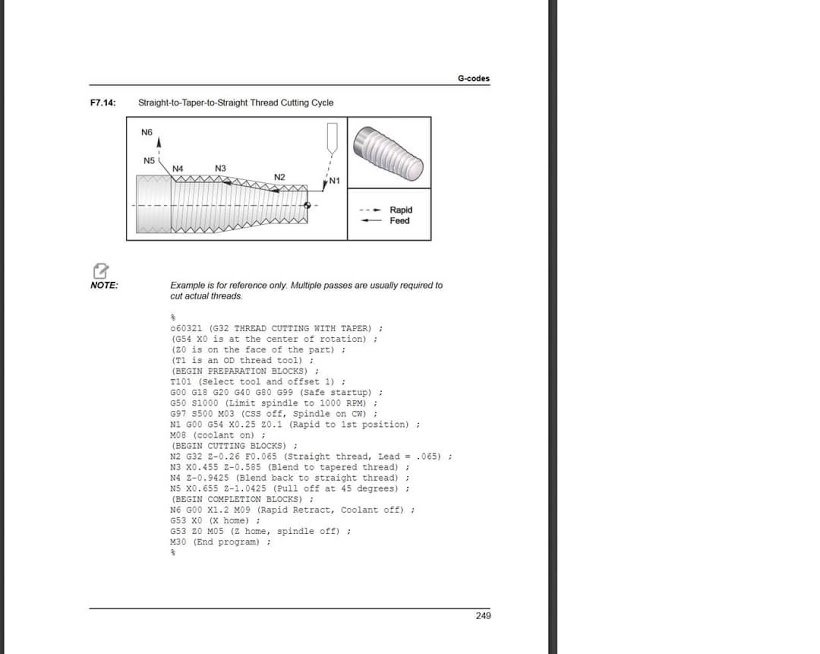
Ok i give up. I tried all the post on Mastercams website and they all give me the same error. It would be nice if they just added a contour feature into the new custom thread cycle. That one ran pretty awesome. The issue came up a couple of days ago because a guy on facebook was trying to thread an npt right into an nps. I showed him the page out of the Haas book and he might have been able to make the part. But the guy that taught me lathe told me that you can chain together G32 to follow an contour. He had used it in the past to make a nozzle for one of our facilities. It has 2 different sized Acme threads with the same pitch but were clocked to each other. He wrote the toolpath by hand and everything worked fine. For a normal G32 toolpath each line of the canned cycle only needs a few more points for it to work.
-
Yeah that was me and nobody responded. I did contact my reseller as well and they said I would have to get a custom post made for it. The toolpath posts but for some reason its all jumbled up. I don't really see how I can post a normal threading cycle under Longhand and get a G32 code to spit out and everything works fine. Then I try to do the same exact thing with threadc.dll and the people at Mastercam have no idea how it works. I will try to see if the mplmaster post works today. It is probably just an issue with the Generic Haas Post but I will try some different ones to see if they work instead. A G32 cycle is a G32 cycle. Threadc.dll just lets you do it as a chain.
-
Does anyone have any experience with threadc.dll. It is a simple G32 canned cycle that is used if you wanted to blend a series of threads together. Haas talks about it in their manual and the threadc.dll creates the tool path just fine but it screws up in posting. It post normal longhand threading cycles just fine. If you were to try and do the same thing with threadc.dll it gives an error when posting and doesn't give good code. It's a an easy program to write by hand.
-
go with 3200mhz ram speed.
-
Is there a something of a standard when it comes to running this test. I'm wondering about depth of cut, feedrate, step over, finish pass depth.
-
If I was programming on the TLs all day every day. Then I would probably use the TL post exclusively. But since i jump around from TLs to SL's its just easier to program them all exactly the same.
-
The TL post and machine def are a little screwy. Because the tool is in-front of you people want to have what is normally X+ to be X-. It's just screwy because then you have to flip all of your tools. It just becomes a mess. I programmed all my Haas Lathes with the same post ST 4x post and it just worked across all machines