Tim Johnson
-
Posts
2,250 -
Joined
-
Last visited
-
Days Won
10
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Tim Johnson
-
The migration of this version has been a workout for some reason but now I have a couple templates made. My problem is if I want to update a part on an older MC version in 2018 the machine def defaults to the 2017 for the update and then states that it needs to update that machine/control. I tell it no and it loads the 2017 machine anyway. When I try to replace the machine by clicking the 2018 folder and pick the one I want it picks the 2017 one even though I'm not in that folder. If I rename the 2017 folder MC says that it can't find the file I'm looking for but it found a 2018 machine in the 2018 folder. I click ok (or whatever the response is supposed to be) and 2018 loads up. I've made a couple template files with this process and they load up correctly but we have thousands of files from V9 to 2017 that won't. It appears right now the only fix is to remove 2017 completely or rename the folder before loading a file and naming it back after. I haven't tried 2018 yet and I don't want to make a commitment until I'm comfortable with 2018. Has anyone else had this issue?
-
2018 BUG - 2D HIGH SPEED AREA MILL with TROPICAL MOTION
Tim Johnson replied to PcRobotic's topic in Industrial Forum
Chris, I was showing a programmer how to probe a part and my probing comes from the custom drills segment.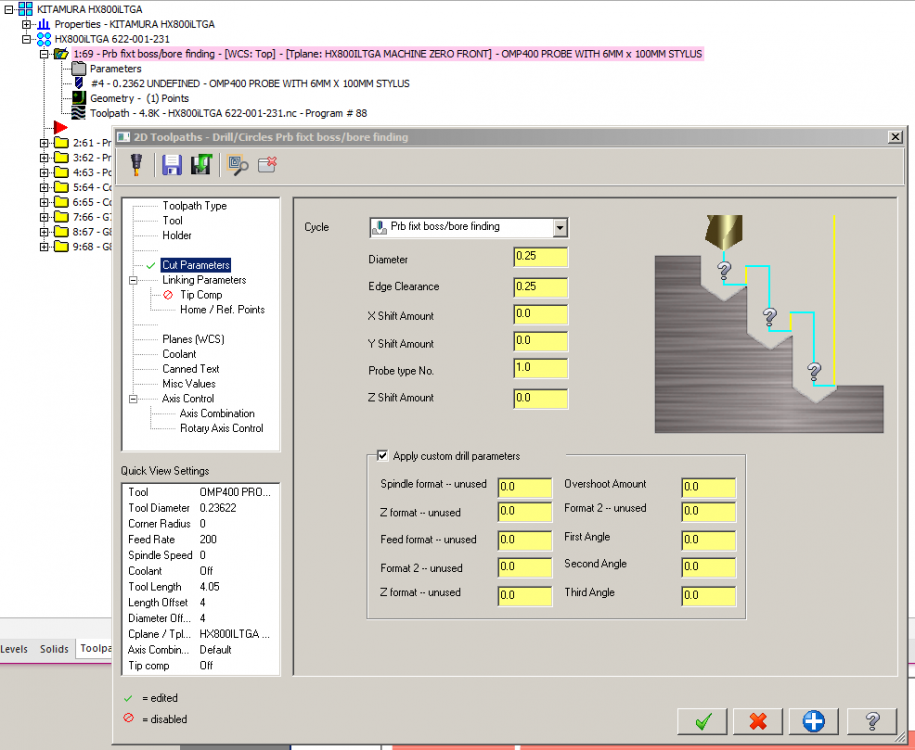
-
2018 BUG - 2D HIGH SPEED AREA MILL with TROPICAL MOTION
Tim Johnson replied to PcRobotic's topic in Industrial Forum
That's what I did but inside the extra drill parameters (8,9 and 10). -
2018 BUG - 2D HIGH SPEED AREA MILL with TROPICAL MOTION
Tim Johnson replied to PcRobotic's topic in Industrial Forum
Wow, That is weird. When I had my issue Saturday I just attributed it to not shutting off/restarting my computer for a month. I didn't think about a bug. Thanks for sending at least my issue in Chris. -
2018 BUG - 2D HIGH SPEED AREA MILL with TROPICAL MOTION
Tim Johnson replied to PcRobotic's topic in Industrial Forum
If you happened to click on the tool inspection box, played with it and then unclicked it that would be the same type of process that I did when I had the same type of issue you're having. I had to rewrite my operation to fix it. -
2018 BUG - 2D HIGH SPEED AREA MILL with TROPICAL MOTION
Tim Johnson replied to PcRobotic's topic in Industrial Forum
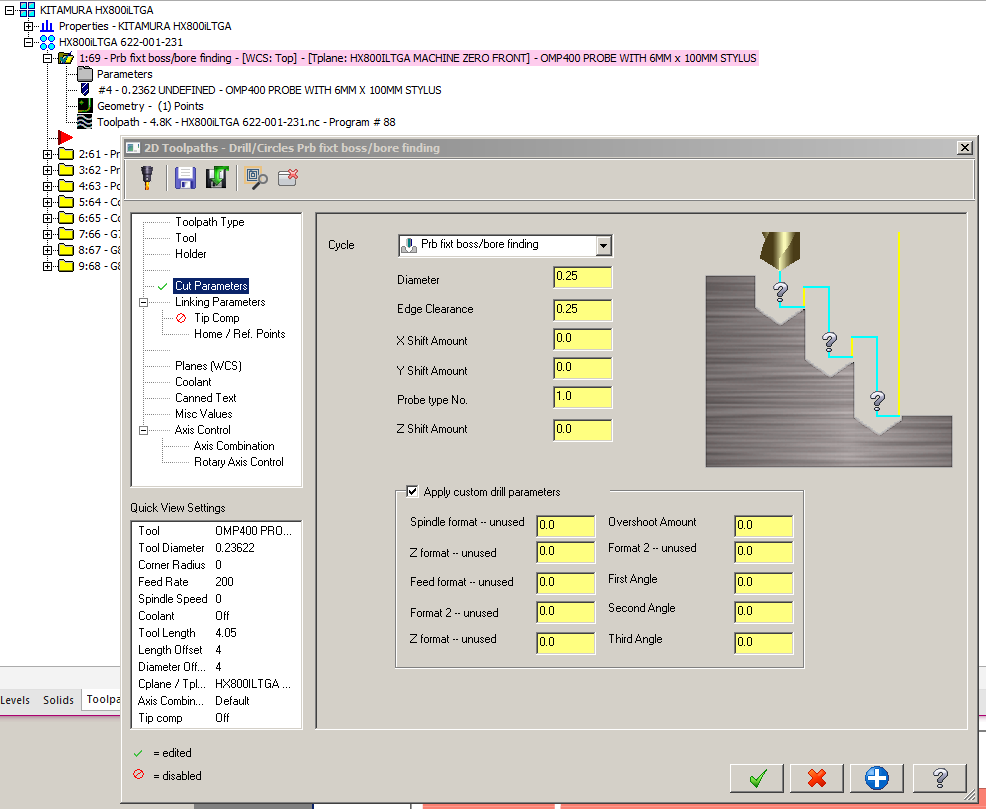
I just ran into something similar yesterday in 2017. I've started training another programmer for horizontal work. I was showing him different options with boss/bore location finding and I turned on the extra drill parameters to show him how to set up three point probing, reset every thing back to 0 and turned parameter box off. When I posted the file the program had the three point probing installed. I ended up having to remove that operation and rewrite it to get it back to normal. Maybe the issue I had is a bug has been around for a while. Try renaming your file, delete and replace the operation and see if it fixes your problem. If it does then you have both files to send in to quality control. -
Are you using a Fanuc control? If so I would be careful using local variables (#1 through #33) for what you want to do. Local variables by default will reset themselves to null after leaving any special M, G, or T code. I have not checked as to whether Fanuc standard G codes (G83 R Z Q F) uses the local variables but if it does your variables will be wiped out after your first drilling operation as well as if your machine builder itself uses them. There is a parameter that will make the control save the variables after leaving each macro using them but that in itself is very dangerous. With that stated using the #100 variables by default will reset themselves to null at program end. If you are going to do this I would recommend using the #500 variables. The #500 variables will keep keep their values even when the machine is turned off.
-
I have entertained the thought of having the fab guys make mounts to hold four thirty inchers.
-
I have an Areon chair (Herman Miller) here at work. The front edge of the chair has padding and I mostly sit in it like Lisa Simpson's chair (don't know the name). This posture keeps my back straight naturally and doesn't cut off the blood supply to my legs. I've looked at Varidesk but it appears they have nothing that will fit four monitors.
-
That Intregrex i AM does look fun but this r300 looks funner.
-
Do a search for subout$ or subout.
-
2017 gives you this also
-
I use both Level Set and Viewsheet. How much of either depends on part. I use Levels 1-1000 for part(s), toolpaths and fixtures. The 1000 numbers are for standard tooling that need geometry and 8000 numbers for special tooling. 10000 numbers for whatever drawings I need which isn't much these days. I use viewsheet for S/U sheets and close up views of intricate work mainly. The biggest issue I had when I started using Viewsheet was forgetting to lock the view (Save Viewsheet Bookmark).
-
HLE won't post anything or it won't post tool path code? With the learning edition of V9 you would only get the first three lines of each tool path but the rest of the program would post fine. I built my post(s) with that edition. I'm about ready to build the fourth generation and I was wondering if I can use the current HLE.
-
How do you guys use reference points? I use them all the time but I create point geometry and click on the point I'm referencing to. If I move the point for whatever reason the reference box will show the new position.
-
When I make an operation edit I add a manual entry after the edited operation, make a notation as to what I changed along with the location and then ghost out the manual entry.
-
I always use entity but I set my start angle at 90, entry/exit arc sweep at 90, start at center checked, and perpendicular entry unchecked. It always starts at the center point of the hole. It really doesn't matter what the start angle is though.
-
New Vertical Milling Macachine
Tim Johnson replied to MES's topic in Machining, Tools, Cutting & Probing
A couple years ago our Vise President of manufacturing popped in and asked me if he got me a 20k spindle would I use it. I told him I would use a 50k spindle if I had one. -
Current training courses for learning posts?
Tim Johnson replied to Burnt's topic in Post Processor Development Forum
... colin 'at' Eapprentice.net ... Wayyyyyyy late -
Probing for process control
Tim Johnson replied to MetalSlinger5's topic in Machining, Tools, Cutting & Probing
When I went to the Productivity seminar (X9 Rollout) the instructor said it would report distant and position but that was about it. I didn't see a distance callout in that class. I have written simple inspection into my post but as of right now I can't run more than one part per pallet because my variable offsets (four per part) is getting stepped on. I'm thinking of trying to put my probing results in less areas, DPRNT, erase and on to the next feature but flatness, parallelism and perpendicular specs adds up to a lot of points. It just might be better to buy good probing software but unless Productivity Plus has vastly improved from what I saw then It's not good enough. I'll dig into Verisurf to see what I can find. -
Probing for process control
Tim Johnson replied to MetalSlinger5's topic in Machining, Tools, Cutting & Probing
Does Verisurf work with Renishaw created data? -
Inch to MM conversion within post
Tim Johnson replied to PPRINT's topic in Post Processor Development Forum
If you're going to multiply then met_conv should be 25.4. -
dynamic, i guess i still haven't figured it out
Tim Johnson replied to jlw™'s topic in Industrial Forum
The way I choose between dynamic or circle mill is how many tools I'm going to use. If one tool is roughing and finishing I will use circle mill. If I'm using two tools I'll dynamic mill the roughing tool. -
I have no need for the question side of the post and therefore no experience with it but off the top of my head I would think if you only want the process run only once then pheader$ or psof$ would be the better place to do the work. The first thing I do when I try to make the guy on floor have an easier day is to ask them what it will take to do it. Again off the top of my head making the guy on the floor have to call or make the trip to your office as often as each setup is NOT making THEIR day easier, it making YOUR day easier to automate the process. If you ask them they will probably tell you that helping them help themselves is what they would want. In this situation making your work offsets variable may achieve this task. Ask them.
-
So there are two threads running supposing to end up with the same result?