





Tim Johnson
-
Posts
2,249 -
Joined
-
Last visited
-
Days Won
10
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Tim Johnson
-
It's been that way since 2018. There is a simple fix that was implemented for X5 and went on through 2017, GIVE EACH VERSION IT'S OWN FILE EXTENSION!
-
Vision system with probe?
Tim Johnson replied to Matthew Hajicek - Singularity's topic in Machining, Tools, Cutting & Probing
This is what we have -
I've used the dynamite button a few times. It's nice when training people to use the software. After they're done with the part I went through them with, I blow it up, tell them to do it again and walk out the door for a 1/2 hour. When I come back in they start writing better notes.
-
We only have an i300-ST mill/turn machine so I can't answer to the mill but Mazak uses a Mitsubishi control and you can do full macro programming with the exception of the "IF THEN" statement. If you do use that statement then you would need to modify your code with WHILE DO loops or IF GOTO statements. I've just had to update my routers for this reason for our new Kitamura machines which also uses the Mitsubishi control. I seem to remember that you can go 27 levels deep with the WHILE DO loop with Mazak.
-
Our machines are only 1G acceleration.
-
Linear motors only do 100m/min? Our 2005 and later enshu machines do 90m/min with ball screws.
-
Yeah, we g-code our Mazaks.
-
You can create a flag to check your mr10$ value at the appropriate time but that seems like a waste. This is what I do... psub_end_m$ #End in main level n$, "M99", e$ prv_absinc$ = -1 #n = sav_n1 #Reset update variables for subs at main level psub_end_s$ #End in sub level n$, "M99", e$ prv_absinc$ = -1 psub_end_st #End in sub level for tool paths # ************** removed from HX300iG 2019-05-17 *************************** # if machine <> 60, phsm_off if machine <> 60 | machine <> 300, phsm_off # ************************************************************************** "N1 M99", e$ if sav_cantext = 99, "%", e$ # added 06-18-2009 for M198 calls psub_end_sm #End in sub level for system macros "M99", e$ prv_absinc$ = -1
-
Our new Chipblasters replaced the filer bags with a chip trap. We use 5 micron bags on our other ones but there's still a layer of chip "mud" that needs to be removed on every coolant change.
-
Macro Loading, advice needed
Tim Johnson replied to bigprody's topic in Post Processor Development Forum
What do the variables do? Are there common variables that are in every/most parts? How many parts will you run on one VMC in a years time? What is your variable storage capacity? -
Mitsubishi/Kitamura Arumatik control questions.
Tim Johnson replied to DavidSV's topic in Machining, Tools, Cutting & Probing
4 1/2 years later we are having this same issue. Our installer said that there is Kitamura FTP software that will take care of our problem but I can't remember the name. Does anyone here use their FTP software? -
What I do is create as many of the same tool as needed, set the different speeds/feeds for each tool and describe the process being done for each of the same tools.
-
SUB PROGGRAME CALL IN FANUC
Tim Johnson replied to SANJAY SHARMA's topic in Machining, Tools, Cutting & Probing
I have over 70 subrograms in one file on one of our machines' hard drive. Most are probe and laser setter subs but one is a right angle head macro, one is a auto spindle warm up macro... This is a fanuc control. Edit: When the subs are used they are called by their program number and are used inside of the one file. -
FastTrack Barcodes?
Tim Johnson replied to Matthew Hajicek - Singularity's topic in Machining, Tools, Cutting & Probing
We use the DYMO 450 also. It's a nice label maker. -
Arumatik block length
Tim Johnson replied to Tim Johnson's topic in Machining, Tools, Cutting & Probing
I have a 50 character line on our Mazak millturn. Since both controls are Mitsubishi I think i'm going to be ok. -
Arumatik block length
Tim Johnson replied to Tim Johnson's topic in Machining, Tools, Cutting & Probing
I'm hoping that this is a Japanese translation issue. -
I'm starting the process of adding a Kitamura HX300iG horizontal to my post. On the programming warnings list there is a statement that there is a 39 character max limit per block. Can anyone tell me if this is a true statement or if only 39 characters will fit per line on the screen? It's bad enough that the Arumatik code doesn't contain the IF THEN statement but only 39 character blocks means major surgery.
-
In the toolpath screen under the Machine properties, click Files. click Tool Settings. Under Advanced Options, click Override Defaults with modal values along with the other three boxes.
-
-
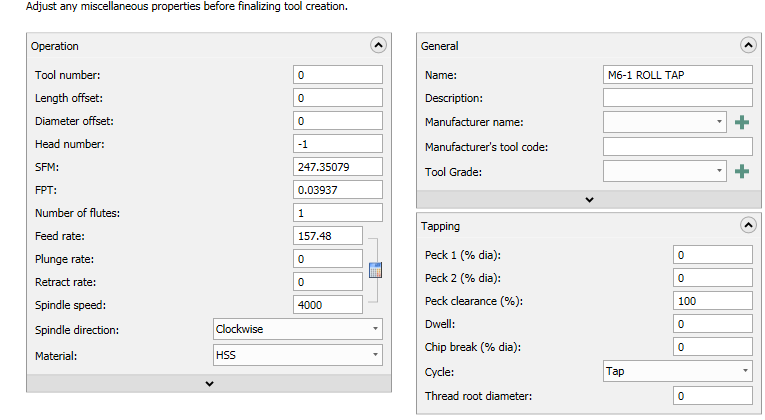
That is how I come up with my feeds when I create my metric taps.
-
Feed = 25.4/ pitch. m5-.8 =25.4/.8 =31.75 pitch. (1/31.75= .031496) lead. Close to a 10-32 thread. (.03125)
-
I use macros to do what you're asking for on all of my programs whether the program is the same for each pallet or different. In my case #913=1 means run pallet A only. #913=2 means run pallet B only. #913=3 means run pallets A and B. I am now using this process for the main and sub chucks on our Mazak mill turn.
-
Fanuc Macro for 3-Axis drilling with Angle Head.
Tim Johnson replied to a topic in Machining, Tools, Cutting & Probing
I used this macro for my right angle heads but it was for a 38° X Y path only. I remember having to change something but I don't remember what it was or if it was something special for me. It did save me hours not having to write it myself and I did like the way it was written. -
Macro For Pallet Change
Tim Johnson replied to CG Innovation's topic in Machining, Tools, Cutting & Probing
On our Enshu horizontals #1000 is pallet A, #1001 is pallet B. On our Kitamura horizontal #1000 is pallet B, #1001 is pallet A. -
Gun drill reamer I can't state they have 1" sizes but worth checking out.

