Zoffen
-
Posts
447 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Zoffen
-
I'm trying to figure out a good way to comp parts/pallets in our variaxis i-700 cell and am wondering how everyone does it. Seems like if your running a high mix of parts you need to keep all the comps local to that program but then how do you comp per individual pallet. In our palletec system there is a way to set work offsets for each pallet but you can't save them when you go delete that setup from the pallet. Just looking for insight that might save us some head scratching and frustration. Doesn't really have to be mazak specific, general ideas and fundamentals are welcome too! Thanks in advance for the input!
-
Reference Points - Approach does nothing, retract is fine
Zoffen replied to JonathanMaes's topic in Industrial Forum
ya its super annoying! Sometimes it happens when i switch my T/C planes, such as copy a toolpath and using it on another face. Another annoying thing is that the reference point is a world co-ord point, so when you switch you your t/c plane, the reference point is the same in world space but not the same point relative to your T/C plane. a Z+6 ref point when copied and then used on a face 180 out, will be z-6!!!!! fun stuff! -
Alot of times if i'm looking to squeeze every second out i'll use no clearance or retract in my operations and use the home/ref points to control the clearances. Saves alot of time and i don't have to draw as much custom geo.
-
Reference Points - Approach does nothing, retract is fine
Zoffen replied to JonathanMaes's topic in Industrial Forum
Yup i think this is a bug. I get it randomly with imported toolpaths. The reference point doesn't work all the time. I'll close the file and come to it again the next day, regen and bam it works. bueller..... -
cool thanks for the info....will workaround as always!
-
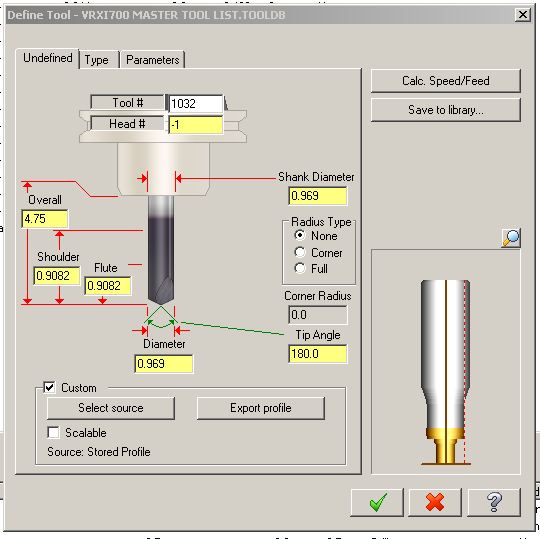
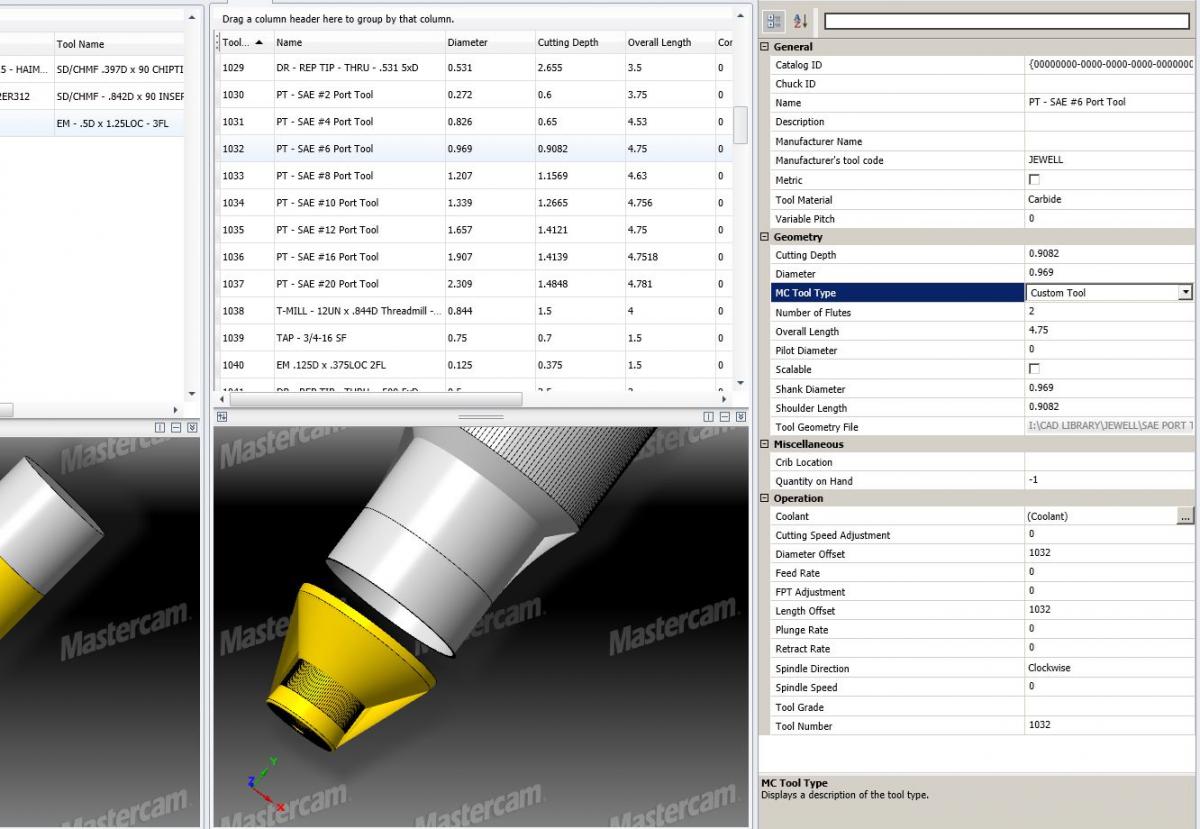
Does this work? Im trying to go through and setup my assemblies and when i look at custom tools they are F-ed up. They look good when you look at them in mastercam and look good in backplot and verify see attached pics. Since it isn't effecting the tool in mastercam so it isn't a big deal but it should work! running tool manager version 16.2.1.61


-
CAMplete Vs ICAM Vs Vericut
Zoffen replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
How complicated of collisions can ICAM automatically avoid? How easy is it to modify your machine and control and post in ICAM? are you locked out of modifications? obviously i'm going to be biased as i used vericut everyday and have never used ICAM or any other product......... ICAM does look like steps toward the future....soon everyone will copy their tech just like all new things.... -
CAMplete Vs ICAM Vs Vericut
Zoffen replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
one thing that gets me about having posting/collision checking/material removal in one program is that there is no double checking like while using independent softwares. The verification program checks that the CAM and post are all doing their job properly. 2 layers of verification. where in a combined post/collisiong/material removal, your banking on the software doing its job with no outside check/verification. I am biased as i use vericut everyday but i do like the ability to build as many machines as i want with no fuss of integrating it with a post or anything like that. I can take what i have and then build upon it with a layer of verification from a foreign source. I'm not discounting the advantages in having it all in one place so the process can be fully controlled( i.e. 5 axis linking etc). This should be the future for cam packages, where setting up the kinematics/paramters of a machine is directly tied into the post and the output. So all this fancy linking stuff can be done inside CAM (so you can visualize whats going on) and not during the posting processing. I like having an outside source verify that my output is correct. May seem dumb to some, but i am pretty dumb so be it! Ideally when you generate a toolpath in CAM it would create the NCI and the posted code for that toolpath in the background. Then when you wanted to "Verify" the program/toolpath it would load a full machine simulation that would then run the posted code from that toolpath, so literally what you see is what you get. I would love vericut to come out with a module that CAM companies could buy and use in their system. Why reinvent the wheel when you got the top of the line already available for integration! -
Why no overclocking? all is fair if clock speed is stated!
-
I was thinking CNC would do it.... COUGH COUGH.... great real world data ( yes i know there is some user error types in there probably but can't be all that bad of data) that cost minimum dollars to scoop up and show off to potential new customers/existing ones.... COUGH COUGH or just data to help alleviate problems in the future by using specific recommended hardware that is proven to work rock solid....there is value to this no doubt.... computers are complicated and xxxx just happens sometimes so knowing what works for most people is not good info to have?!?!?!?
-
Maybe we can get a spreadsheet going with all the results? Maybe make a stickied post at the top with the files and spreadsheet of results? so you can always find the actual files and results. Then have another thread for benchmark discussion?
-
by G10 P.... do you mean G68 coordinate rotation? If you are using the renishaw macros and also use a G68 co-ordinate rotation it will not work, or it didn't for me atleast on my mazaks. There is a 3 point bore cycle with the renishaw macros that you can specify the angles where it probes. Hope that helps and that i actually answered your question!
-
3D tool comp?
-
MORPH BETWEEN 2 CURVES BEST TOOLPATH EVER
Zoffen replied to crazy^millman's topic in Industrial Forum
Vericuted? -
IT MUST HAVE BEEN ALIENS!!!! DUR!!!!!
-
Set T/C plane and WCS
Zoffen replied to Zoffen's topic in Mastercam C-Hook, NET-Hook and VBScript Development
Yup switched over to V3 and all is good! -
Set T/C plane and WCS
Zoffen replied to Zoffen's topic in Mastercam C-Hook, NET-Hook and VBScript Development
I am using X7 MU2.....but it looks like i'm using teh nethook V2 not V3 I'll switch over and see if that helps thanks for the help! -
I am trying this: Mastercam.IO.ViewManager.GraphicsView = views[desiredview]; Mastercam.IO.ViewManager.CPlane = views[desiredTCPlane]; Mastercam.IO.ViewManager.TPlane = views[desiredTCPlane]; Mastercam.IO.ViewManager.WorkCoordinateSystem = views[desiredWCS]; Mastercam.IO.ViewManager.TPlane.Commit(); Mastercam.IO.ViewManager.CPlane.Commit(); Mastercam.IO.ViewManager.WorkCoordinateSystem.Commit(); Mastercam.IO.GraphicsManager.Repaint(); and it won't set the WCS and the T/C planes How do i make this work? Thanks!
-
4th Axis Pell Mill on an Impeller Crazy Milman style
Zoffen replied to crazy^millman's topic in Industrial Forum
AHH i see. I know that feeling. Always fun to find the limits! -
4th Axis Pell Mill on an Impeller Crazy Milman style
Zoffen replied to crazy^millman's topic in Industrial Forum
That is SWEET! I love it! Food for thought tho.... any way you can get that back feed rate a little faster....seems like you could take a chunk of time out if you got a faster back feed. If that is axis sub....Does the axis sub take out the back feedrate? anywho that part looks like alot of fun! -
Is that thing dialed into the center of that rotary or are you using some sort of Work setup error comp?
-
Making due with what you have.
Zoffen replied to Chipmakr's topic in Machining, Tools, Cutting & Probing
I agree it is very clever.....but just because you can....doesn't mean you should. It probably works great when it works, but one domino missing and the whole process falls apart very easily. i give it a 10 for cleverness.... and a 5 for the overall process -
Where do i get this? This is awesome. CNC should incorperate something like this pronto!
-
LOL! I really think its machinists 9999999999...., engineers 11.1 not really but maybe......
-
I have not used the dynamic roughing toolpath for lathe yet.... but i have done some custom stuff to get the same motion but using geometry from the Dynamic core toolpath. All i can say is for the right application it rocks! We had a part, its a roller about 50" log by 3"OD that has alot of shaped grooves cut in it. With an old style plung grooving path the thing would chatter like a mother and the operator would have to manual cycle the spindle override up and down to tune out the chatter, We changed it over to a dynamic sytle path with a button insert. BOOM! Cut the cycle time in almost half and made the whole job easy to walk away from. Predictable tool life and no chatter! Go for it!