




Zoffen
-
Posts
447 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Zoffen
-
Just make sure you have a empty level active otherwise it will dump a bunch of poins and lines onto the active level FUBARing any kinda order you had lol. I usually have a MWCOLLISION level of some sort dedicated for the dump of geo for the remaining collisions. This setting is soooo usefull letting you know what is actually wrong without having to verify/compare etc. Hope this helps!
-
Thanks for the info!
-
I'm working on a personal project that involves lots of 3D milling into a hardwood and am wondering how Highspeed(Large Axial DOC - Low Radial DOC) work for hardwoods. I have very little experience milling wood and am wondering the best approach to this. For roughing will a traditional 3d roughing toolpath be better or a HS type toolpath. I am also planning on needing some lolipop cutters for some tight features, should i got with the regular straight flute or a high helix (an aluminum cutter) type cutter? I'm thinking high helix will do better for wood.... I am also undecided on which hardwood to use. Does anyone have any input on a easy mill hardwood that won't chip out easily? Thanks for any and all info i really do appreciate any input on this.
-
For small parts on a vac table this stuff is pretty sweet: https://www.witteamerica.com/products/vacuum/vacuum-clamping-technology/vilmill.php
-
Awesome!!! Thanks!
-
Can i get the macro to measure z for this machine? I have helped setup a 5axis DMS with the same control at my local tech school but it is a pain to set Z as you have to take tool length into account and manually do the math. I wanted to write a macro to do this but could never find info for the control. Do you have any documentation on the control variables and how to write macro's for it. DMS is less than helpfull with alot of issues Sorry i can't help now but maybe in the future something that i learn will help you back... Maybe have them get you a 3d taster to help with setting stuff up: https://www.haimer-usa.com/products/measuring-instruments/sensors/3d-sensor/universal-3d-sensor/universal-3d-sensor.html
-
If possible can you have the parts printed with some features to hold on and locate off of....? Maybe mill them off in a later op. Hopefully you have some say how they are printed in regards to supports structures to remove, etc. Good luck!
-
Possible to output 1st xy before 1st rotary move
Zoffen replied to lowcountrycamo's topic in Post Processor Development Forum
^^^^^^^^^^^^^^^^this^^^^^^^^^^^^^^^^^^^^^!!!!! When doing some heavy post developing i did the same thing and it saved me a ton of time and agrivation figuring things out. I didn't add logic for a debug switch i would just uncomment the debug lines when i needed to figure something out. Ex: #">>DEBUG: ptlchg_com-------------------------------------------------------------------------", e$ #----Save variables gcode$=0 mr9_sav=mr9$ mi1_sav=mi1$ mi9_sav=mi9$ toolpathlinkstyle=mi5$ comp_type_sav=comp_type tool_op_sav=tool_op$ result = force(ipr_type,ipr_type) result = force(plane$,plane$) plookahead_off pcom_moveb c_mmlt$ #Multiple tool subprogram call ptoolcomment #DEBUG #"---------------------->>>>>>>>>>>>>>>", *MCX_OPNUM, e$ #"---------------------->>>>>>>>>>>>>>>", *LAST_MCX_OPNUM, e$ #"---------------------->>>>>>>>>>>>>>>", *xform_op_id$, e$ #"---------------------->>>>>>>>>>>>>>>", *last_xform_op_id, e$ #"---------------------->>>>>>>>>>>>>>>", *op_id$, e$ #END DEBUG I probably should have made the variable that output with a "~" instead of a "*" to not affect anything but it seemed to work well for what i was trying to accomplish good luck and as colin said make 10 backups!!!!!! -
The three steps of journey level machining
Zoffen replied to nickbe10's topic in Machining, Tools, Cutting & Probing
Thanks for the feedback everyone. Yes it does appear to be a giant mountain to scale to get everything initially setup but once on the plateau its all butterfly's and rainbows right?!?!! It is nice to hear users from both sides of the spectrum. -
The three steps of journey level machining
Zoffen replied to nickbe10's topic in Machining, Tools, Cutting & Probing
Just curious and kinda OT...why don't you like topsolid? Its seems like the beez kneez for millturn stuff. -
Awesome!!! Where was this a few years ago... way better than my excel spreadsheet lol! Great work and thanks for sharing.
-
The three steps of journey level machining
Zoffen replied to nickbe10's topic in Machining, Tools, Cutting & Probing
I make sure to use this picture as backgrounds for all my bar graphs and charts: Seems to be a big hit in all meetings with those C level people!
-
Actually you need 4! You forgot to add another monitor that is solely dedicated to emastercam all the time!
-
I used to use the G12.1 Polar interpolation on the live tool mazaks alot. That feature is great. Just watch out for a rapid move going through centerline in this mode as alot of the accell/decell stuff is not taken into account. It will rapid to center and back and servo overload on this move as the c spins 180 and the x axis reverses real fast and the machine does not like this especially on a larger lathe with a larger turret with all that mass. I had this on a few programs and all i did was manualy change this move to a fed move. Hope this makes sense and helps someone in the future.
-
this is my favorite "feature" of mastercam! Its probably a conspiracy with MTB's to sell more spindles
-
Mirroring Toolpaths but not getting correct numbers
Zoffen replied to DCOPE17's topic in Industrial Forum
To add to ron's advice you can always have the transform mirror generate new operations then edit those ops to get the output you need on those newly generated ops. This can save you some time or can make more work LOL. Your results may vary but its just another tool in the toolbox and thats what mastercam is all about, a buttload of tools to throw at the problem at hand! HTH -
Ya it seems like alot of our gripes like the enter key not working consistently, the delete key not working as expect, and the tab-order could be solved by a few interns in a few months....any volunteers? The concept of low hanging fruit should be applied here! I'm mean alot of this stuff is pretty much laying on the ground ready to harvest to the delight of the mastercammmers around the world.
-
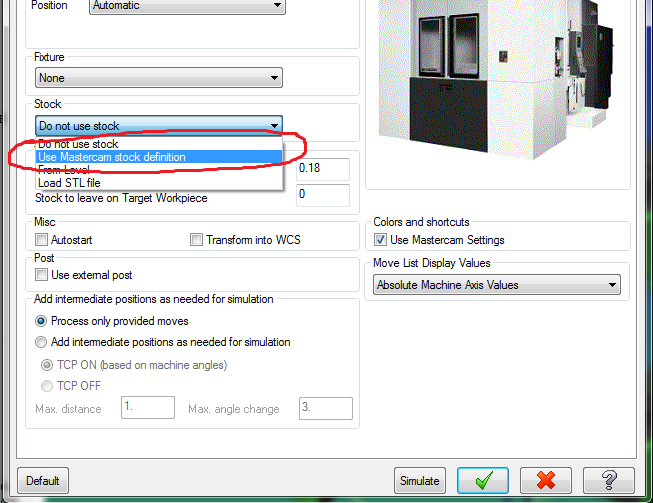
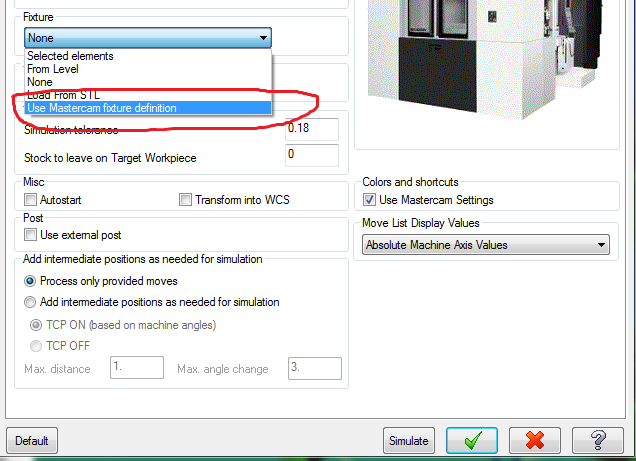
you can actually use a stock model as machine sim stock. Set the stock model you want in the "Verify Settings". Then in the machine sim options for stock use: It says you can also use the mastercam fixture definition: but.......I get an error when i try to use the fixture. Oh well atleast half of it works LOL!
-
We mainly were setup for single vise per pallet for most of our work. Its a jobshop so we could never really justify the investment in tombstones and the extra programming time. Typical part runs were 20-50ish parts. Typical part: I didn't do much full 5 for any production parts but did make a few personal parts that were full 5. The machine ran pretty good for full 5 as far as i was concerned. Its not a hermle or roeders or makino, its a mazak but i was stoked at the time. Funny how jaded we can get! For fun: We did make a tombstone specifically for work that never materialized. Fortunately we could use it for other jobs but at 14" wide it was really too large for the machine for general work. A 10" would have been perfect but we never got one before i left. There's a tombstone video on my youtube of that 14" tombstone. When you stack a vise on the side of the tombstone and then throw in some 20xd drills you will run out of Z real quickly One thing i would invest in if i got that machine would be one of those coolant window spinner things. With 1000psi coolant and 18k you can't see anything sometimes. We did vericut every program but it would have been nice for the operator to see what going on.


-
I have some walkaround and other videos of the i-700 on my youtube if you want to see more:
-
I programmed,setup, and ran a i-700 with a palletec system for 3 years and overall i would say its a good machine. It was the first 5 axis i've used so i don't have anything to compare it to. Just watch out if you get the 120tool option as if your tool runs less than 30 seconds you will be waiting on the toolchanger. We ran lang makro grip vices and they worked out great. The machine will move a little as it heatsup/ cools down on some parts i'd have to run a warm-up right before running the part to get consistent parts right off the bat. This was on parts we were trying to hold .001ish true position on features on a 2nd op in a non climate controlled shop. With probing we were able to do this. This cell ran mostly aluminum and the i-700 cut it like butta! The only complaint i had with the machine was mostly due to mazak service. When they installed the machine they had the "Mazacheck"(same as Renishaw Axiset) feature and tried to get it working but no luck. Only about 2 years later were they able to come in and get it working. This was after our maintenance guy had many calls to service and got nowhere and eventually gave up. I had to call the HEAD OF MAZAK SERVICE and politely tell him it was B*LLSH*T they sold us an option that was never fully installed and working even after 2 years!!!! As we were an all mazak shop this was very disappointing to us. The next month they were there with techs from japan to get it working. Funny how if you call the right people stuff happens quick! Overall it was a good machine and made money. The palletec on the otherhand was a different issue. Software bug causing the system to mismanage pallets!!!! WTF!!!! Good thing the operator was paying attention. This happened a few times and had to deal with when the operator would put the palletchanger in the standby position. I found the software that ran the palletec limited compared to what i feel it should be able to do when compared to other systems. Once working though it did make parts day in and day out. If you any specific questions feel free to ask or PM me. SORRY FOR THE THREAD HIJACK!
-
Center of Rotation for 3D Conncetion Devices
Zoffen replied to crazy^millman's topic in Industrial Forum
Done! -
You can always set the solid as stock for verify and then use the clipping plane function: This does only work for one solid though. I think they are planning on incorporating this in upcoming versions. For multiple solids you can make them into a stock model and then use that as the stock source. It will even work with surfaces. Not the best solution but maybe it will help.
-
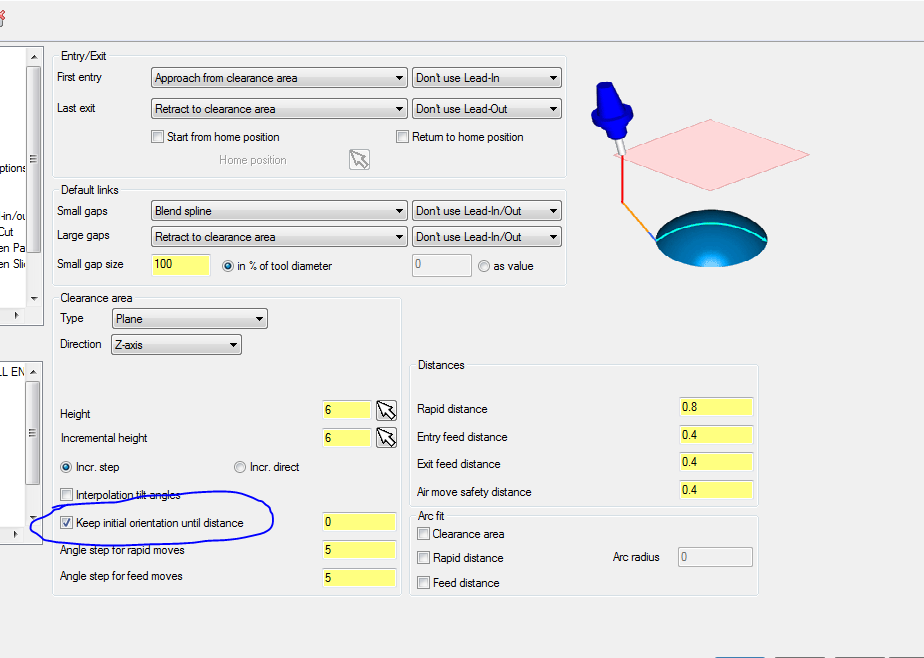
One option that is really handy is this setting: It will keep the initial orientation until close and the then orient to the correct vector (tool vector for lead-in) at this location. It worked pretty good as i could approach the part (I think it would use the "clearance plane" for the initial orientation which often times was TOP or A0. C0. on the machine. Then rotate to the correct vector closer to the part. I was using TCP for all the full 5-axis work and this really helped in situations where i was doing work deep in a hole as i could approach the hole normail to the hole axis and then "pose" to the right vector with the tool inside the hole already . This did take some post work to get the right output so everything went smoothly on the machine. Ironically i have a video of this exact process and where it was really nice to use it on my youtube: https://www.youtube.com/watch?v=3YK9mPCI0QQ Hope this helps!
-
Im not sure why this hasn't been mentioned but it looks like ICAM does exactly what we are looking for....


