Sticky
-
Posts
940 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Sticky
-
What type of problems were you having with mcfsw that you won't have with standalone?
-
A gundrill is only going to set you back a whopping $100. It's a skill worth having imo.
-
If you are used to machining 4340 Pre Hard then 300M is no problem. I would most definitely do this with a gundrill, which will make it a slow but relatively stress free operation. Using an aircraft drill and pecking should remove any remaining hair on your head.
-
I really like the swiftcarb through coolant endmills for PH Stainless.
-

small hole deburring
Sticky replied to Rocketmachinist's topic in Machining, Tools, Cutting & Probing
Don't use aluminum, bismuth or something along those lines works much better, you can melt it out in water. It works really great. https://www.amazon.com/Low-Melting-Point-158-190F-Bismuth-Based/dp/B00B1U540Y http://www.flexbar.com/shop/pc/FIXTURING-ALLOY-1LB-CAKE-p4035.htm -
Mill/Turn machine suggestions
Sticky replied to So not a Guru's topic in Machining, Tools, Cutting & Probing
When did people start calling compound Y "virtual Y"? Compound Y sucks. Don't do it. -
Are you going to try some 20-30xd versions? 12xd is pretty short for waterlines. In fact, I would have expected a 12xd to be in their regular line and not the bun drill line.
-
Single flute gundrills tend to do better in for crossholes, but I bet that sumo gundrill works awesome. I'm going to have to buy some of those, after you tell me how well they work
-
Do they make the sumo's long enough for waterlines now? I love replaceable tip drills but I haven't seen anything with the LxD necessary for waterlines.
-
fanuc 16mb high speed machining
Sticky replied to Poxino's topic in Machining, Tools, Cutting & Probing
I would stay focused on machine parameters and tool path filtering. In my experience with baud rate and high speed tool paths, most machines can't outrun 9600 baud when feeding under 200ipm unless the tool path has tolerance in microns or tenths. -
None of the techs are from this area, they are all from OH. Our local Makino reseller didn't do the install, and none of their techs have been here. Obviously this isn't the way things have always gone at Makino, or they would cease to be in business. But two simple, albeit high end and expensive machines returned right out of the gate, and the replacements moderately better is not a great start to a relationship. To be frank, dealing with Makino has been worse than what I would have guessed dealing with a Chinese knock off company is like.
-
We have a joke here, "Makino is a bankruptcy service, they don't consolidate your debt, but they will create it for you". That and anytime anyone in the shop gets screwed on delivery dates, has to deal with vendors sending bad parts or any sort of incompetence, we refer to is as getting "Makino'd". Out of the 6-7 techs they sent here to try to work on these machines, not even one had ever replaced a spindle, changed a ballscrew etc. They are literally just install guys, zero field service experience. Do you think anyone from Makino has said so much as said sorry, tried to compensate for the issues, or even some piddly sh1t like sending us a free coffee mug, t shirt or hat? NOPE.
-
I know Makino makes good machines, but the company has some substantial issues with staff in their Mason OH head quarters, and there is some poor machine assembly work being passed through their Singapore plant. The machines I bought, returned, and had replaced were an F5 (3axis mill, pretty loaded with options), and an EDNC6 (3 axis sinker edm). Yes, over 4 months to install these machines, and they showed up 2 months late, so yes, 6 months behind schedule. The machines show up with more issues than you can shake a stick at and they don't have the staff to take care of it. How many techs, how many weeks, how many bent tool change arms, and how many destroyed tool holders does it take to align a side mount tool changer? (Hint, the answer is more than 2 for each). If the Makino spec is 20micron for spindle deflection, and measures 8micron on the inspection report, how much deflection is there in real life? (Hint, it is over 1/2") If Makino C axis indexing accuracy is specified at a maximum allowable of +/- 15 seconds and the inspection report shows .5seconds, how many seconds in real life? (Hint, just multiple maximum allowable by a value over 100 and you will be close enough). If the Makino maximum tolerance for squareness is 10microns, how many times this maximum spec will the machine go out of square when the machine runs the Makino 20 min machine warm up program in a climate controlled shop on a good foundation? (2, 3 or 4 times?) If the Makino maximum spindle runout is 1 micron, and everything related to using the text bar uses a tolerance of under 10 microns, should the test bar be in this sort of condition? (Hint, don't rub you finger nail on that taper, you will take you nail off) If the majority of your axis squarness maximum tolerances are 10 micron, should your square have a 8 micron dip in it? It's a sad state of affairs. As you can imagine, returning 16,000lb machines is not as easy as returning your burger because they forgot to add cheese to it.


-
Makino tells me that we are the first customer they have ever had to replace two of their new machines on a single project, I can't say that really offers me any comfort. Go over the Makino static geometries and accuracies with a fine tooth comb, they will try to pass off their shotty machine assembly and falsified inspection reports on you if you let them. We had to deal with Makino HQ in OH, and there are a couple good guys there, but way more incompetent people than you could ever imagine at a company such as Makino. They've had a lot of turnover in the last couple of years and they are very understaffed. At this time, I would proceed with caution, and definitely put late delivery penalties in your purchase contract. It took them over 4 months to install two, 3 axis machines here, and they still aren't done. This is of course aside from the fact the machines showed up two months late... I could go on and on, but ultimately, CYA.
-
When the fan stops the blades go back to being parallel to the spindle. The recommended operating height is less than the length of the fan in the closed/parallel/non spinning configuration. So if the blades are 6" long, and you are 4" off the parts when rotating, when you stop the spindle at 4" above the parts the blades will hit the parts.
-
How far away is the fan when open/spinning from your parts? We use around 4" IIRC.
-
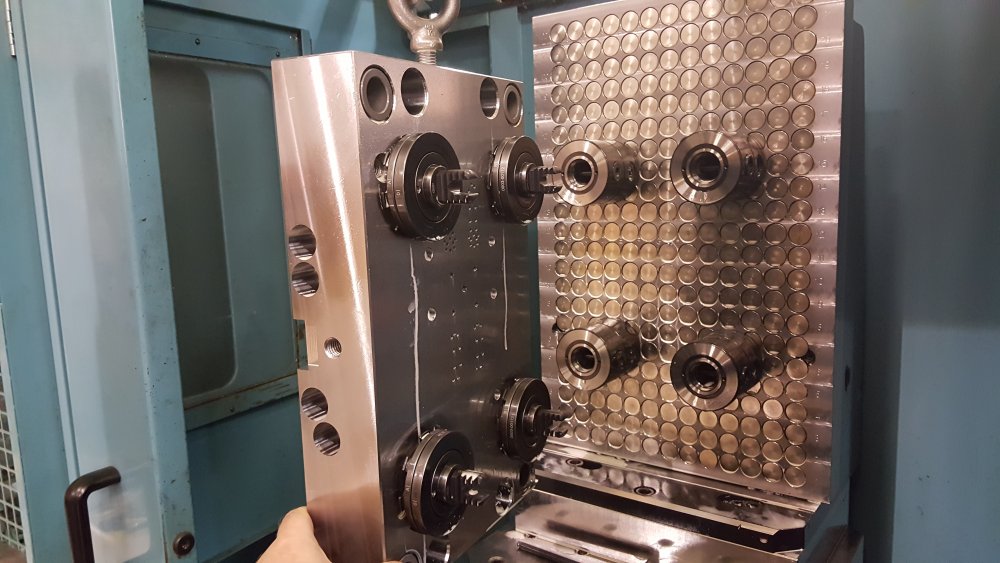
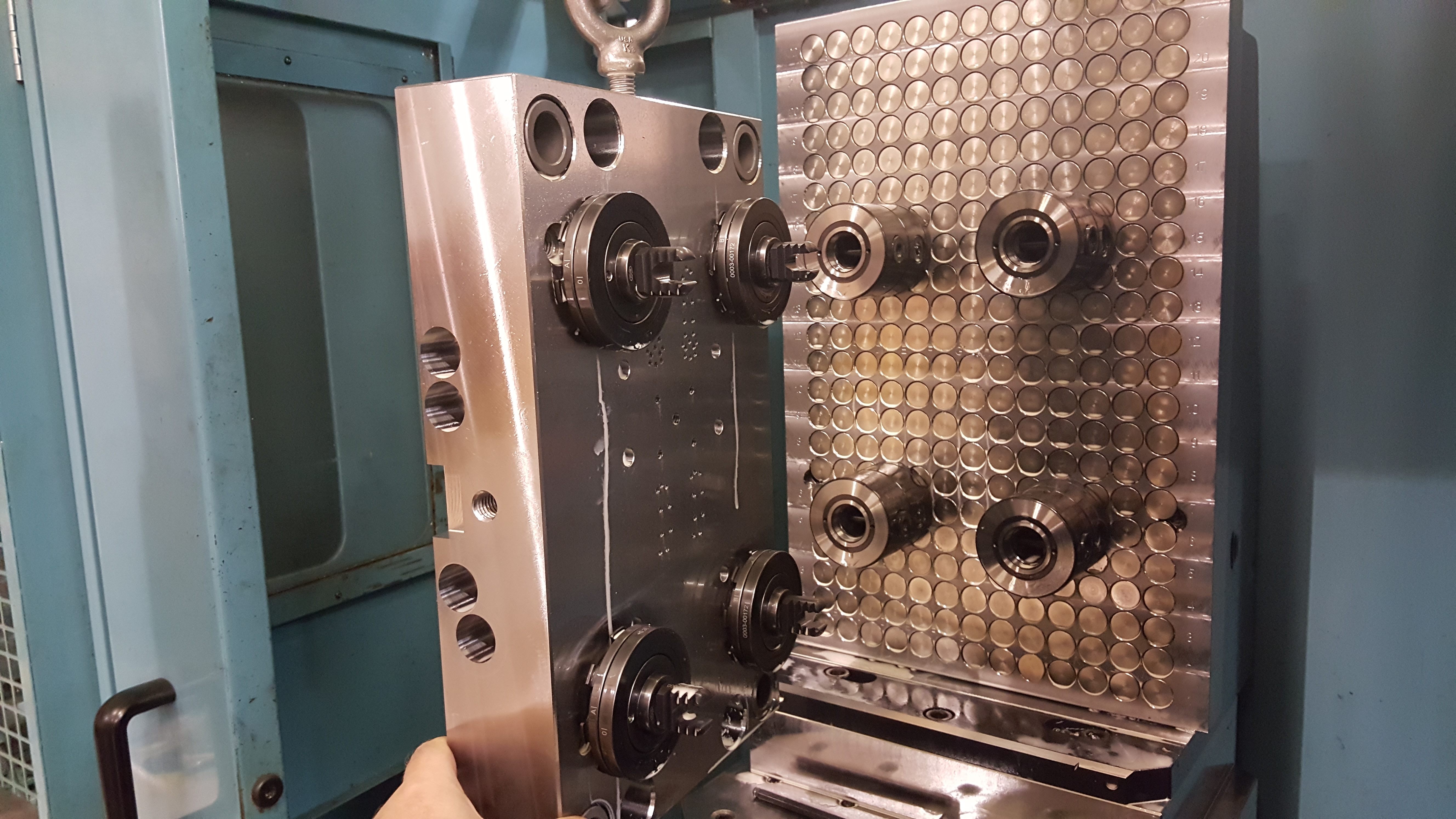
Tool changer arm rubbing holder *pic
Sticky replied to danielm's topic in Machining, Tools, Cutting & Probing
Yikes, that is a lot of interference. The only way to correct this is to purchase the alignment tool, or have someone come in that has one. https://tacrockford.com/product/hsk-tool-changer-alignment-gauges/part/440.135.163.000/ -
If you aren't squirting at least a pump per shift in each jaw most of the master grease galleys are going to be plugged. Pull the chuck off, disassemble, clean, stone, clean again, and re assemble. The chuck will then feel like it has double the clamping pressure, because it will, that is the difference grease makes.
-
One thing worth mentioning - we used to do skips, but don't any longer, too many tools got busted when empty fixtures didn't have all the clamping elements removed. Loose screws, even with spring under them would tend to walk out. We ended up just making it shop policy to run full tombstones only. It was easier and cheaper to manage raw materials than fixture whoopsies.
-
If you have consistent grid pattern you can do this with transform/translate inside mastercam. The trick is to use each tools "operations" as a tool group. Ie Tool 9 does 4 different operations or toolpaths - make this tool "group 9" Tool 47 does 9 operations - make this tool "group 47" etc etc After all your tool groups have been made, make another tool group for all your "translate" operations. Simply create a translate for each of your previous tool groups, but keep all of these new translates in this new group called "translate". This will give you efficient tool use on one face of the tombstone. If you need to rotate, now make a different tool group called "transform", and create a transform operation for your previous translate group, and then you will be able to use your original efficient tool pathing on whatever specified rotations.
-
Smallest recomended probe for omp 600?
Sticky replied to Leon82's topic in Machining, Tools, Cutting & Probing
I run between a 2-6mm depending on the application. I've never had any issues with calibration on the smaller 2mm stylus' and wouldn't expect to have any so long as you are buying quality stylus'. -
Horizontal help (new machine porn too)
Sticky replied to Matt Berube at Ferron Mold's topic in Industrial Forum
What I mean is that if you truly setup an operation on a HMC, you are likely going to have to change almost all of your speeds and feeds and untold other data specific to the parts and fixturing. This isn't so practical in mold work anyways as most mold machining on HMC's involves bigger parts that can't be swung in a 4th axis VMC, along with tooling that is too long to work in a 4th axis VMC. -
In my experience, all tool holders manufacturers send out some bad tools. The reason most people don't realize this is because they don't inspect their holders. I've sent back dozens of holders from Techniks, Nikken/Lyndex, Hpi etc. I bought some MariTool holders about 8 yrs ago, they had about .001" runout on a short Bt40 Er32 holder, I bought two holders because they were cheap and I wanted to see if they were any good. I just threw them out. It does seem like they have gotten a lot better since then.
-
Horizontal help (new machine porn too)
Sticky replied to Matt Berube at Ferron Mold's topic in Industrial Forum
I would consider how much you would actually swap parts from the HMC to a VMC. Anything well setup and optimized for a HMC is not going to transfer to a VMC without a lot of rework anyways, so I wouldn't consider this any sort of advantage. Thanks for the compliments Millman. -
Horizontal help (new machine porn too)
Sticky replied to Matt Berube at Ferron Mold's topic in Industrial Forum
A cool thing worth mentioning with FCS is that you can buy their vises and clamping system with adjustable elements to that allow you to really square in you paart to your spindle. I know most people don't do this, but if you need to hold tenths on your parts FCS is the only system that will allow you to pull this off.