PAnderson
-
Posts
199 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by PAnderson
-
You're officially a veteran.
-
Wow, you married 4 kids? How did that work out?
-
I got a Spaceball in the 90's and have never not used one of some kind. I'm freaking lost without my puck now if I don't have it. I have 3 now, work, home and on the road. The new ones can work outside of any CAM/CAD. Like in Windows for some applications.
-

Makino pro 5 , run off a USB?
PAnderson replied to Fred @ Slate Industries's topic in Industrial Forum
There is also a parameter that switches the data server from an FTP server like device to normal device storage. In some ways this makes it easier. Do a device change to the DS and make it the foreground folder. -
5th axis tilt and linear positioning in same line
PAnderson replied to imagine's topic in Machining, Tools, Cutting & Probing
I have been doing this for as long as I can remember. But I also have had a dozen people at least ask me why I do this. I should use one or the other, not both. But a lot of people don't understand the intertwined nature of both TWP and TCP. They are one and the same for all intents except one is stationary and the other is dynamic. Also, as someone that does programming on other peoples machines and risking other peoples money, time and effort, I'll gladly take the heat. -
5th axis tilt and linear positioning in same line
PAnderson replied to imagine's topic in Machining, Tools, Cutting & Probing
This is what I am talking about. T2M06 G91G28Z0.0 (Blade Semi+.003) S15000M03 G00G90G54B19.5419C-90.188 G68.2 X0.0 Y0.0 Z0.0 I-0.188 J19.5419 K-90.0 G53.1 X3.6651Y0.5293B19.5419C-90.188 G69 G05.1 Q1 R5 G43.4Z0.2052H2 -
5th axis tilt and linear positioning in same line
PAnderson replied to imagine's topic in Machining, Tools, Cutting & Probing
I hyad an issue with this on a machine with an A Axis. If the machine was at home, rear right corner of machine, interesting things would happen when G43.4 was turned on and A and C would move to the start position. X and Y and Z would invariably beeline for the top of the part. (A Axis now at -90) Now, Camplete uses G68.2 for a safe positioning move to get the tool out over the part safely, turns off G68.2 and immediately turns on G43.4 and safely continues the program. This has worked beautifully for me so far. In addition, I requested the rotary axis start position to be placed before the G68.2 line and the G53.1 line. Redundant but better safe than sorry. -
The dumbest thing I have ever seen in a mastercam post
PAnderson replied to pro grammer's topic in Industrial Forum
If I am not mistaken, this Pro Grammer dude is over on Practical Machinist stirring up a s*#t storm against Mastercam. Another John Bangeur. -
I installed a DVF5000 in Buffalo just before COVID. We got the machine all dialed in and I asked him if he bought tool holders. He pointed to a shallow box on a pallet nearby and I see about 200 holders from god knows how long ago thrown in helter skelter. Fretted, dinged, old collet holders, side lock holders from the 80's. I cried but kept my mouth shut.
-
The costs on the backside will be ten times that at least per year.
-
Then there is G05 P10000 but who keeps track?
-
5ax Mill Indexing
PAnderson replied to [email protected]'s topic in Machining, Tools, Cutting & Probing
If your machine is anything like mine, I would not want it to go A+90. That is toward the back of the machine and you cannot see what is going on. Is this what is happening? This can be controlled partly in your machine definition file for your machine. It can be controlled in the post. It can also be controlled in the miscallaneous integers page under start solution. I set mine in the post (Camplete) to always use negative A Axis or and to never go positive. But this works for my machine and may not work for yours. You need to contact your reseller or post developer and tell them what you need. This shouldn't be too much to ask. -
Yes, I have those. What I don't have is info for tuning the Accell/Decel parameters for 3 axis as well as 5 axis. This is our biggest issue at the moment on some machines. Not all, only a few here and there. But every time it comes up it sheds a bad light on us. And of course, no matter what, some people won't listen on how to use AICC properly. they still program with a .0002" tolerance on everything and I struggle to explain that programming plays as big a role in success as the machine performance does. I had one customer complain that the machine was really jerky, cutting off sharp corners, etc. Sent me the program he was using and they had turned off G5.1 altogether and using a 150IPM feedrate. He said his programmer told him it wasn't needed and the machine should run well without it. We had to send a tech out to show them why it was absolutely needed. Modern machines are tuned with AICC in mind. If you don't use it, you will not get good results. I would like solid info on Accell/Decel parameters. At least I could see the parameters and know whether it's the parameters or possibly the way they are programming. Our stock 3 axis comes with AICC but only 40 block look ahead. Not good for surface machining. Our 5 axis comes standard with AICC2 and 400 block look ahead. I tell people to spring for the 600 block look ahead. Fanuc tells us it's up to the MTB and won't give me any real guidance on proper Accell/Decel. So, this is probably the one thing I am stuck on. Thanks for the time and the replies. Paul
-
Thanks, just as I suspected. Wasn't sure what you meant by kellering. Haven't heard that term in 20 years or so. Once in a while, we get a customer that is not happy with the speed (mostly) when AICC is turned on. There seem to be a million parameters that control Accell/Decel and the values to be used with R1 through R10. Can you tell me what the main ones are that influence G05.1? We had a customer recently complaining about cycle time and they were comparing our DNM5700 (570MM Y Axis) against a Robodrill, for petes sake. Sometimes these still need adjusting because I know they don't always come from the factory set the best way. Any insight you can provide.? Much obliged for this info Ron.
-
Thanks James. I am aware of Axiset and used it. We don't hype it a lot because Doosan has their own built into the machine. Not as robust as Axiset but does work. I do tell people privately about Axiset because of it's greater reach with more robust capabilities like tracking machines and getting trend info for each machine. As you know, as soon as more money is mentioned, people generally shut down at that point.
-
I do 5 axis apps for Doosan. I admit I don't know as much as you two guys. After a few years, still learning. 40+ years doing major CNC machining, started 5 axis after joining Doosan. We bring our machines fully optioned but still struggle with the AICC parameters sometimes. Seems the factory has a few sets of parameters floating around in engineers pockets. If a machine is moved, shouldn't it be checked for level (obvious) and squareness?(not so obvious to a lot of customers) before running kinematics checks? Resetting the kinematics with the table or Z axis out of square makes matters worse, no? Also, doesn't AICC on a 5 axis working properly depend on tuning the machine to the parts your doing to a lesser degree? I'm an in-house apps guy. I don't get to travel to customers much unfortunately. That is mostly left to dealer apps guys, who by the way, are just learning 5 axis too. Not a good look for us sometimes. I end up teaching over the phone or email. Definitely not the best way but I do what I can. Ron, can you explain this test you came up with? I understand if you want to keep it under wraps but I sure could use a good, quick test. Any help is appreciated. regards, Paul
-
Regardless of the root radius, shouldn't the driving dimension be the pitch between each 120 degr. groove? To me, the bottom radius should be irrelevant. Purpose? Like a thread roo, serves no real purpose dimensionally. Paul
-
I spoke with our Mastercam post guys and it seems they have received a request for a Seimens mill/turn post from a dealer in Northern Europe. This must be for you. You are in the system and hopefully, it won't take long. Seimens also is aiding in this project, to their benefit. The machine and kinematics are already built, it just needs to have Seimens control stuff done. Paul
-
FANUC Custom MACRO B Cheats
PAnderson replied to cncappsjames's topic in Machining, Tools, Cutting & Probing
I may be showing my age here but I cut my teeth on Macro A. -
Hello again Geirsj. I know for a fact that Mastercam already has a machine and post for this machine. I am quite confident others have it too. What do you currently use for programming? I would think Mastercam since you are asking here. That will decide whether you can simply upgrade your current software or whether you need to purchase something new. I think most CAM systems have this machine covered already. Ask your reseller.
-
Probing Without Locking the Spindle
PAnderson replied to mayu's topic in Machining, Tools, Cutting & Probing
Our machines (Doosan) and I assume others, will calibrate a ring at multiple spindle orientations and store the runout values. Mind you, this does NOT eliminate the need to indicate your ruby sphere with in .0001" or better. -
Very good, thank you.
-
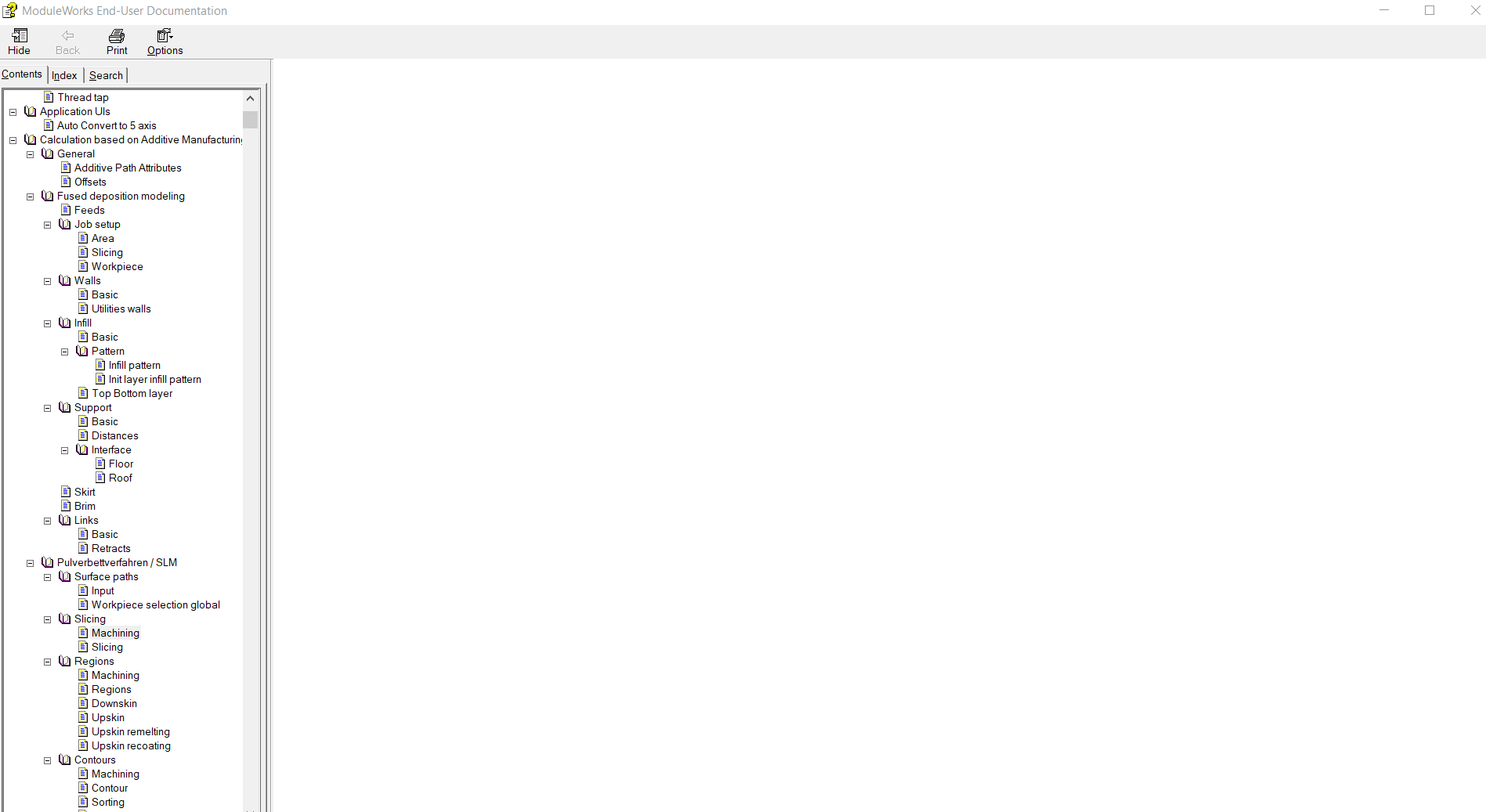
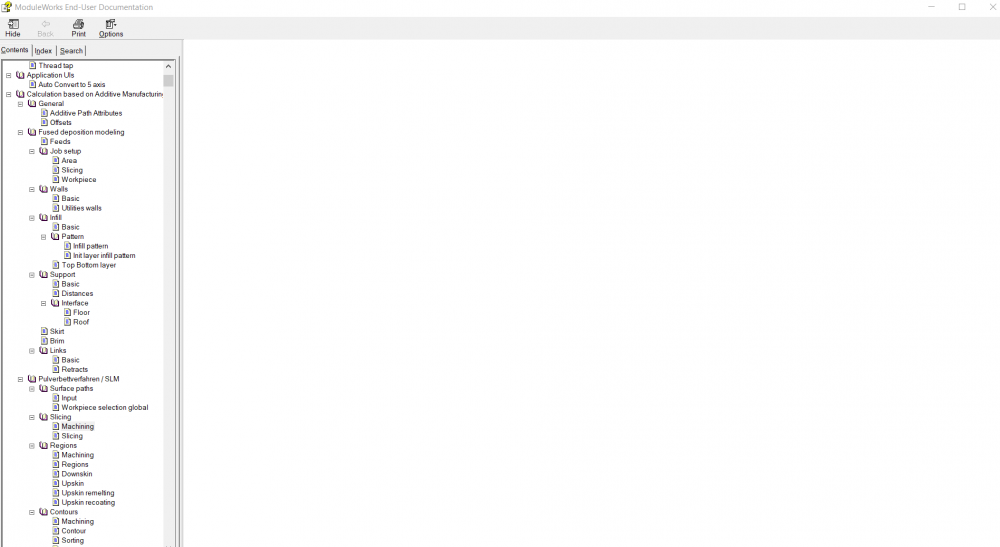
I downloaded this. 1,638,675 in size. It opened and I get the sidebar with list of all documents but none of them open. Any idea what might be going on. I can still open the older version.
-
FANUC Custom MACRO B Cheats
PAnderson replied to cncappsjames's topic in Machining, Tools, Cutting & Probing
G43.5 -
FANUC Custom MACRO B Cheats
PAnderson replied to cncappsjames's topic in Machining, Tools, Cutting & Probing
This isn't new for Fanuc. they have had named variables for a long time, since Macro B came out. When I took Macro classes in 2007, they spoke of them.