ahaslam
-
Posts
272 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by ahaslam
-
Straight from the horse's mouth: The conventional fixture offset command (CALL OO88) had to be specified each time the angle of the rotary axis is changed. Dynamic fixture offset function(G605), however, detects the angle change with the rotary axis during function mode ON automatically, executing the process equivalent of the conventional fixture offset command. As a result, the user does not have to execute the fixture offset command upon each time the angle of the rotary axis is changed. -5-AXIS MACHINING FUNCTION MANUAL Section 13 It is OSP-P300 specific. That error likely means that you don't have everything in the G605 line you need. However, what you are looking to do would be more of a G169 thing. TCPC (G169) is intended to be used for things like 5 axis contouring and 5 axis surfacing. CALL OO88 is used more for positioning to a plane in a 3+2 fashion. (Though I use it before I enable my G169 to preposition my tool to the clearance plane) G605 is for drilling holes around an eccentric shaft. To be honest, it's a lot of work to set up on the code end and CALL OO88 does the same thing EXCEPT you have to kill your drilling cycle, run a new CALL OO88 line, rotate to the new position, then reactivate your drilling cycle on every hole that is at a different rotation. It would be a lot to write by hand, but then again, if you are hand programming a 5 Axis, slap the hand, commend your self for the outstanding achievement, then get a CAM software. As for autotuning, I attached a file that I made a few months ago that gives a crash course on a bunch of P300 mill features. Though, because I am lazy and because I don't like G605, it isn't mentioned in there. OSP-300MA QUICK GUIDE.pdf
-
EIA/ISO is an option on Mazak. Have you confirmed with the dealer that your machine has this option? Also note: this is better suited for the industrial forum and not post editing forum.
-
I haven't touched a machine like that in a while. With that said, I don't believe they use G54. I also didn't think they could use comments, or that it was some odd nomenclature. If you can confirm this we can help look at making the changes as needed. I did look at the post and it's not set up for G54 functions or comments.
-
Ah, I'm sorry to hear that. However, you can choose to use a different reseller or even request posts from post makers around the country. I don't really want to get into the reseller topic here because we make it a point to not bash them. With that said, if you feel the reseller is giving Mastercam a bad name, I encourage you to contact CNC Software. It's important we as customers are doing the best we can to give everyone involved a good experience. Just give them the opportunity to mend the situation.
-
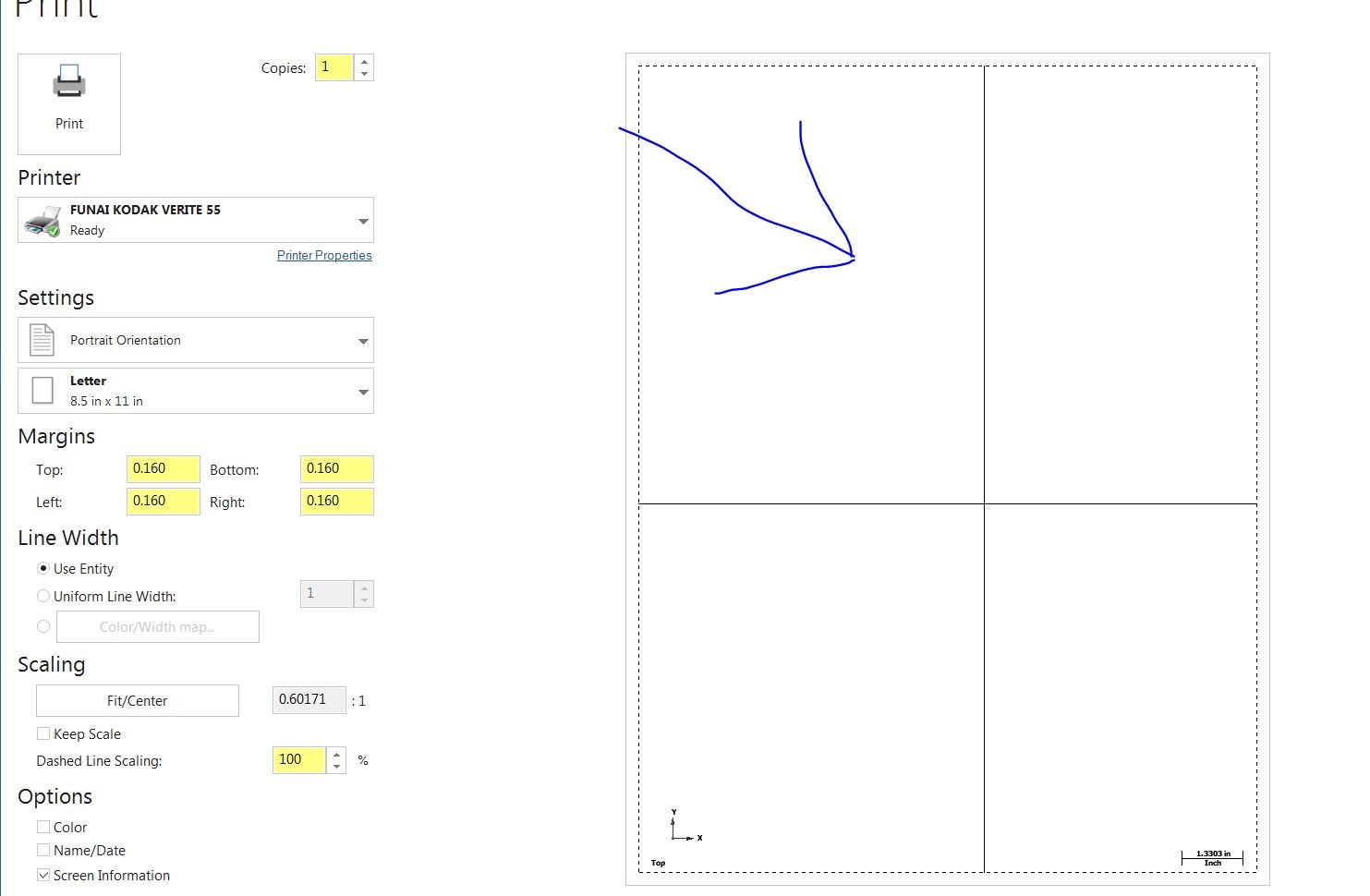
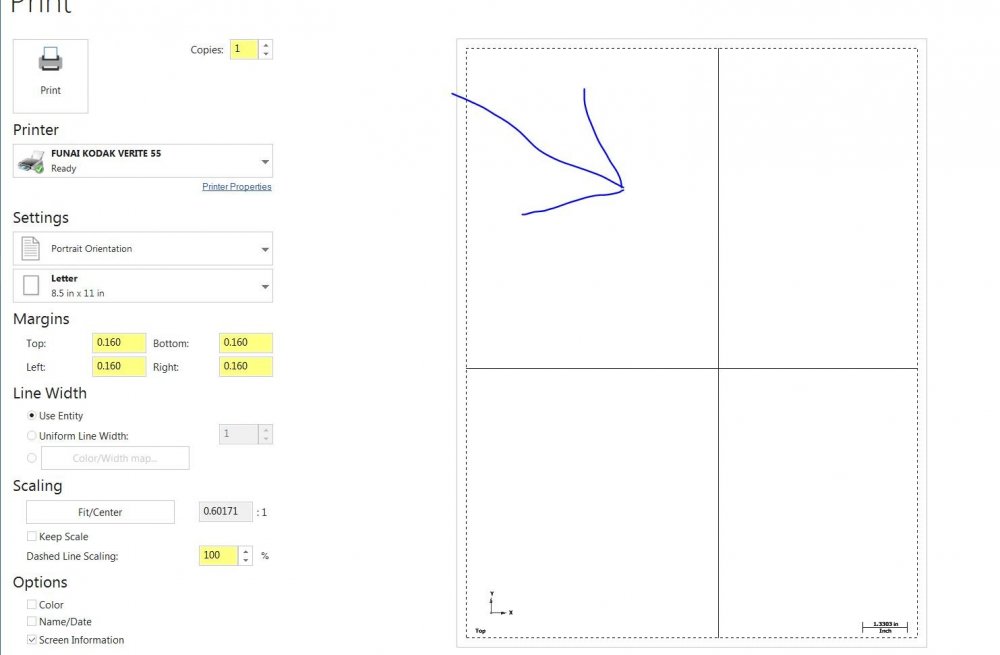
Ah, my mistake. I am running windows 7 with 2019. I actually haven't played with the scale function for printing but I can see that it's there in the previous image I posted. Sorry, I am not much help on the 2018 side.
-
Double-clicking in the white space shown in the image below usually does performs an auto fit to get everything into the screen. If that doesn't work, manually move it around by click and drag and use the mouse wheel to zoom.
-
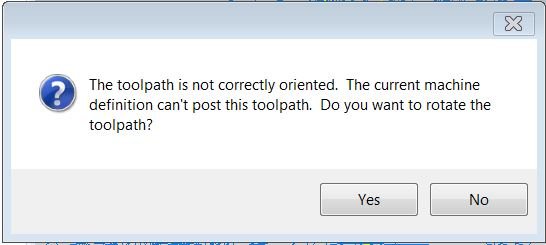
I did try pulling up another machine sim, it ran fine, so I took that machine sim and attempted to apply my geometry to that machine but it broke after I did so. Again it wants to rotate the tool path saying it is incorrect but I can easily switch back to the machine provided by Mastercam and run it. I may just have to wait for my reseller on this because it's going way over my head.
-
The short answer is to open your post and find your G02 and G03 strings and switch them. It will look something like this. sg02 : "G2" #Circular interpolation CW sg03 : "G3" #Circular interpolation CCW With that said, this is very unusual and is worth contacting your reseller to discuss more deeply. The issue is that lies like that to your post is dangerous and is only a band-aid for the problem, not a solution. May I ask what control you are using? If this is something like a MACH3, then it would be a better fit to fix the parameters in the machine rather than break the post. I would be interested to hear more about this.
-
The postupdate.dll is only for the post. You are on the right path by using that. Go ahead and update your post as you currently have setup. Then place the machine definition (MD) file and control definition (CD) file in the CNC MACHINE folder with the other machines. Open Mastercam and select that machine. It will update the MD and CD as needed. If it does not rename the MD or CD to the new file extension you can do so manually.
-
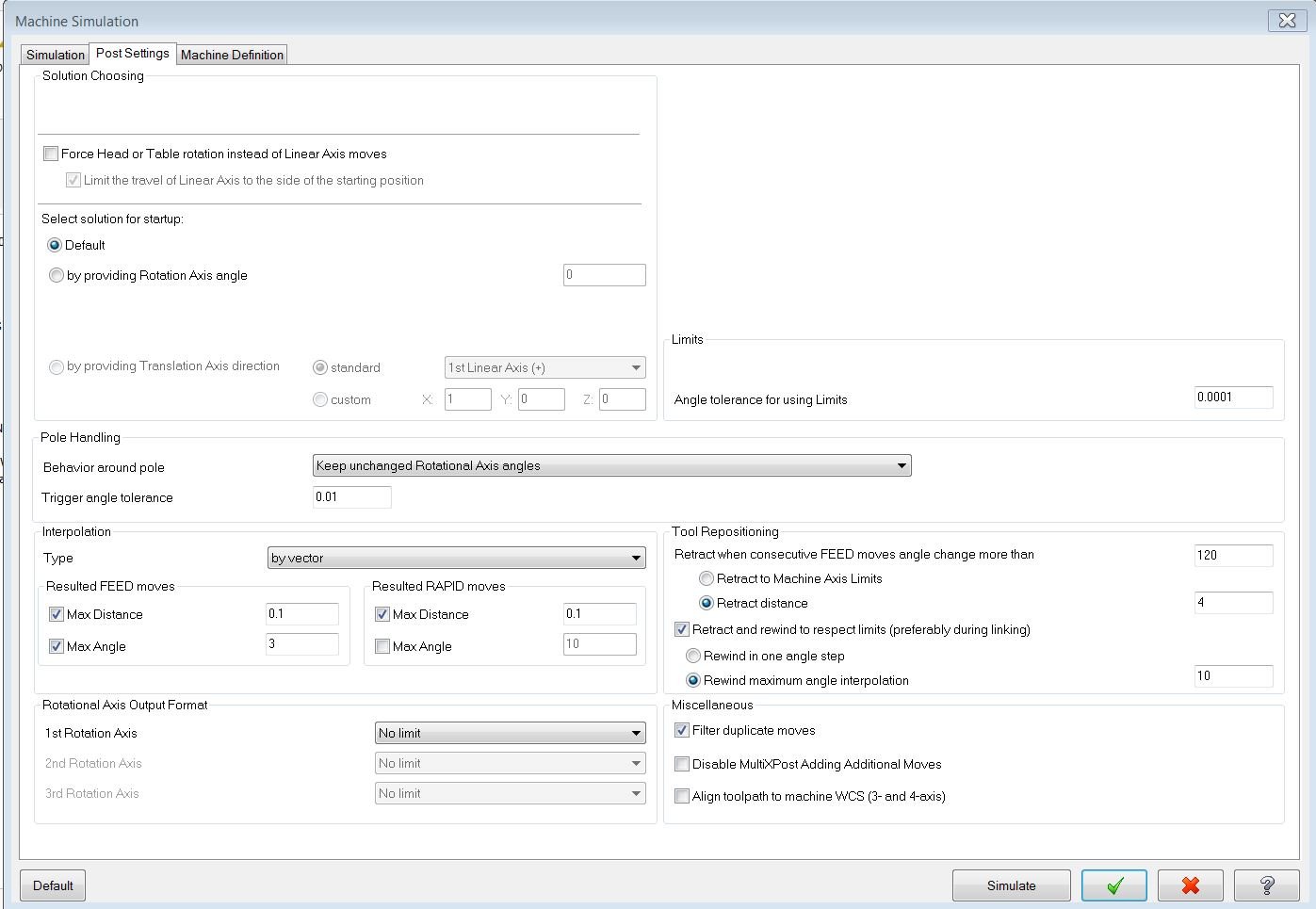
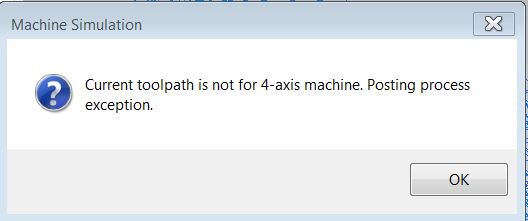
I went back into my machine simulation and found that I am still having issues getting it to run. It tells me that the tool path is not properly orientated and asks if it would like me to change rotation. regardless of clicking yes or no, it will tell me that the tool path is not 4 axis (which it is a 3D optirough with a WCS: TOP and C/T: Front shifted 45 deg around wcs Z) and then kicks me out of the simulator. I tried using two different posts and get the same result. Any thoughts?
-
Ron, I dug through a hand full of other definitions and found one that is formatted the way I want. I loaded it and found that it works. That is a step in the right direction but I am not sure what I did wrong on my original machine definition that upset Mastercam so much. I'll keep adding info as I find it.
-
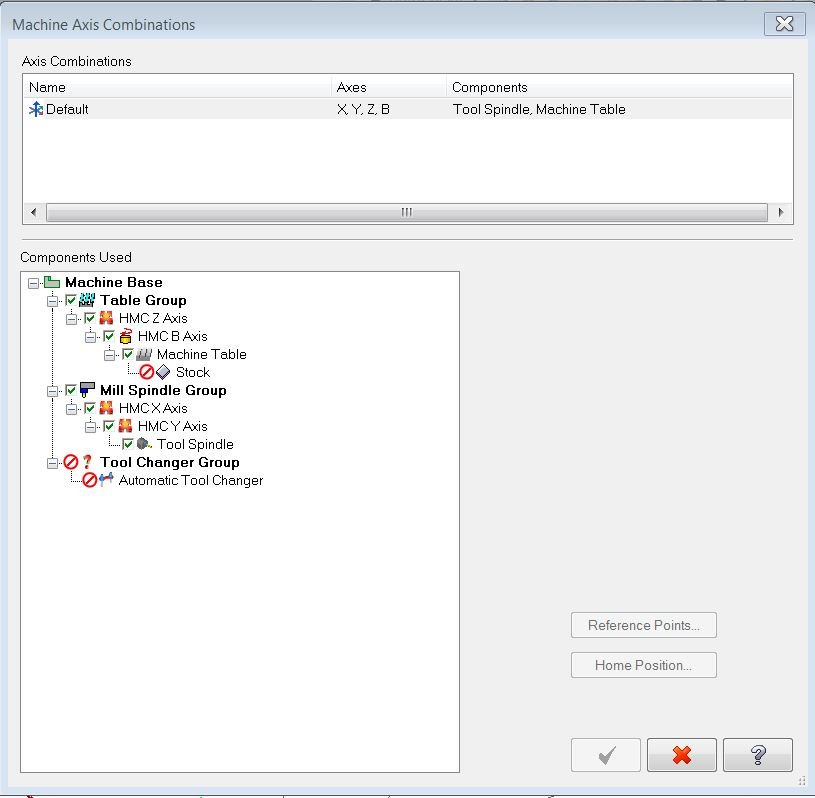
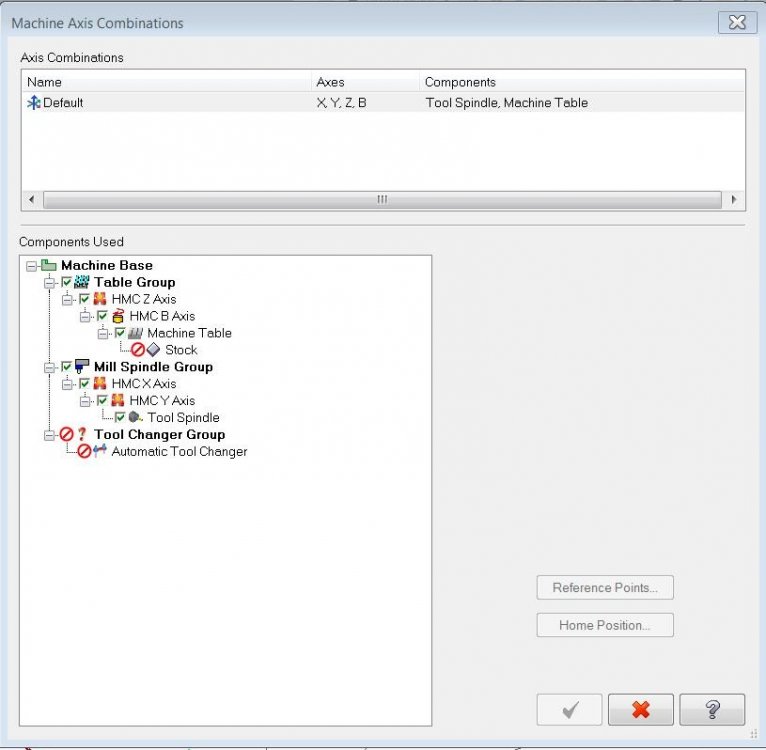
That's basically what I did. I used a currently working machine, modified the position of the B axis to reflect actual machine configuration, and started getting errors. I can move it back to its original config but I would be lying to the machine. Due to the fact I wish to do simulation, I feel it is necessary to keep things as similar to actual as possible to avoid issues later in my simulation.
-
Hey there, I'm digging through setting up my own machine simulation for the first time. I have been working a bit with my reseller but progress is slow so I wanted to get some additional input. I am working on creating an MB-5000. It is the standard HMC setup with a B axis that rides on the Z. The normal HMC setup shows the B axis sitting on the X and Y setup. When I move it to the Z I start getting errors. I wish to do this so that I can setup full simulation for a visual representation of the machines capability. Does anyone know why this is or know where I can go to get additional help setting this up outside of my local reseller? Thanks in advance.
-
He has his graphics card listed as Nvidia Quadro M4000 and should work well but you may be on the right track PcRobotic. Jeff, try and force an update on your graphics driver and windows. I have seen where the driver for a graphics card can really kill a new program.
-
I have the same issue with MC2019
-
https://grabcad.com/library?utf8=✓&query=kurt vise
-
I second Brad's opinion on this. Being new puts you in a difficult position and I can feel for you on that. However, asking us to simplify this would really hurt you more than help. If the success of a specific project is dependent on the programming time, get an outside opinion on it. With that said, generally, the time programming had not ought to consume resources to that degree. Yes, that time does need to be considered, however, I know from experience that trying to skim the pennies off the dollar by accounting for every moment spent will cost more dollars that the profit projected. As you get more quotes under your belt, the time needed will become more apparent. For now, I honestly recommend getting second opinions, trust your colleges, and don't bite off more than you can chew. Most shops die of indigestion (and ramifications) than from starvation.
-
I'm not sure why this is in the Post Processor section but... Initial thoughts are; (IMHO) economically speaking we are seeing some serious corrections. China's stocks are seeing a heavy downturn and that's usually a bad sign for the world market considering how deeply they tie into the market. With that said the mountain states have seen an influx of new machine purchases compared to last year. It was a pretty strong year for us honestly. I'm seeing a pickup in a handful of key industries. I have always felt California tends to lead in manufacturing trends. The market is a bit flimsy to be basing life choices on right now. If you are considering a change, make sure it's something you are passionate about because even in a crappy market, people who care deeply are in high demand.
-
Now I'm getting it. Were your programs originally 2018 updated to 2019? I'm not really sure what is going on with this.
-
Hey team, I recently got a new Laptop for on the road programming, I am running into an issue with running Mastercam. It gets stuck on the splash screen with the statement "Checking Hasp". Although I have the hasp plugged in and Haspx successfully reads the hasp, it stays on the splash screen. I have found that the service "CodeMeter" stops running shortly after startup. If I force the restart of the CodeMeter, Mastercam will run for about 8 minutes then will freeze. If I check the CodeMeter it will tell me that the service has stopped. I can force the restart as much as I want and the cycle will repeat. If I start the PC in safe mode it runs fine. I have tried to reinstall a few times, run admin, disable my windows defender. I'm honestly at a loss. I emailed support but I haven't heard anything yet. Has anyone else had similar issues?
-
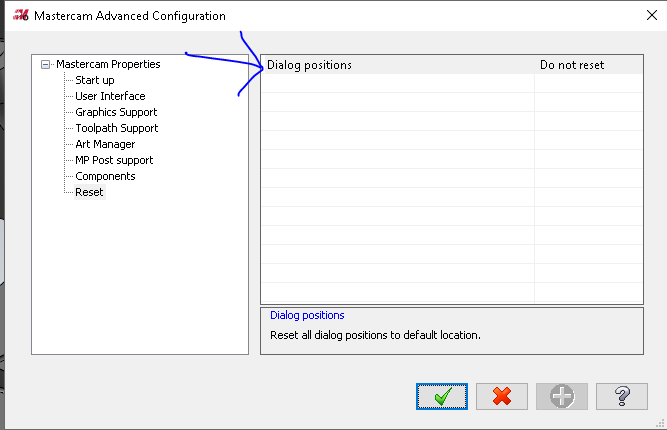
Try reset your dialog position using advanced configuration. If that doesn't work we can reset the mcamx.config dialog positions. I just gotta remember how.
-
Mitsubishi is great for what makes them unique, but I agree that where Mitsubishi has a great High Feed insert with a negative rake geometry for short hangout, Iscar makes a more stable cutter with a positive (ish) rake on their H600 WXCU that has great stability for long reach and great tool life. What tools are you looking to use/replace and why?
-

Okuma horizontal offset rotation macro
ahaslam replied to YoDoug®'s topic in Machining, Tools, Cutting & Probing
That was my first thought too, but I already have that in my G81 as a default. It did not help for whatever reason. -
In addition, you have two separate checks, one for flutes and one for shake & holder. Turn on number two only if you think the holder will be an issue.
-
Yes but better because you can trim (avoid if possible), tilt tool (first choice but can be a BZ to get a realistic path) or report errors. Reporting is nice because you can where the issues is and adjust accordingly.